You might also like
- 5000-603 (Tooth Thickness) Instructives - CompressedDocument4 pages5000-603 (Tooth Thickness) Instructives - CompressedTecnica SolesaNo ratings yet
- NT Acou 071 - Tapping Machines - Impact Sound Insulation - Verification Procedure - Nordtest MethodDocument18 pagesNT Acou 071 - Tapping Machines - Impact Sound Insulation - Verification Procedure - Nordtest MethodEMA54No ratings yet
- Government Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506Document25 pagesGovernment Polytechnic Muzaffarpur: Lab Manual of Metrology & Quality Control Lab SUBJECT CODE - 1625506VK D0% (1)
- MQC PDFDocument25 pagesMQC PDFVK DNo ratings yet
- AG-300 PrecisionGageDocument12 pagesAG-300 PrecisionGageoldtrukluvrNo ratings yet
- Disclosure To Promote The Right To Information: IS 2967 (1983) : External Micrometer (PGD 25: Engineering Metrology)Document9 pagesDisclosure To Promote The Right To Information: IS 2967 (1983) : External Micrometer (PGD 25: Engineering Metrology)Nirlando OliveiraNo ratings yet
- Inspection and Testing ProceduresDocument3 pagesInspection and Testing ProceduresChandrashekhar ReddyNo ratings yet
- Tubing & Casing Thread Inspection-Thread LeadDocument1 pageTubing & Casing Thread Inspection-Thread LeadshifaNo ratings yet
- SEKN5047 - Introduction of Ultrasonic Measurement ToolDocument3 pagesSEKN5047 - Introduction of Ultrasonic Measurement ToolMrAlbert2009No ratings yet
- Cp-005-Calibration of Internal MicrometerDocument5 pagesCp-005-Calibration of Internal MicrometerSUNILNo ratings yet
- Bore Gauge - WikipediaDocument3 pagesBore Gauge - WikipediaTahafanMaggedonNo ratings yet
- MicrometerDocument15 pagesMicrometermythos1976No ratings yet
- Mechanical Measurement LaboratoryDocument24 pagesMechanical Measurement LaboratoryMahendra SinghNo ratings yet
- JJ204 Workshop Technology Semester 2Document150 pagesJJ204 Workshop Technology Semester 2Ye ChonnNo ratings yet
- Mitutoyo ID C Absolute Digital IndicatorDocument2 pagesMitutoyo ID C Absolute Digital IndicatorMarco BcNo ratings yet
- Temperature Sensor TS-FM01-K Rev1 03.31.2017Document2 pagesTemperature Sensor TS-FM01-K Rev1 03.31.2017spazzastura showNo ratings yet
- IS 9483.1993 Indian Standard JIS B 7504Document10 pagesIS 9483.1993 Indian Standard JIS B 7504Bruno MauNo ratings yet
- Murali - Metrology & Measurements Lab ManualDocument30 pagesMurali - Metrology & Measurements Lab ManualsubhashNo ratings yet
- Basicos de Caterpillar 3208Document16 pagesBasicos de Caterpillar 3208Elinton De Jesus SarmientoNo ratings yet
- L4 Linear MeasurementDocument13 pagesL4 Linear Measurementchaitanyamohod2020No ratings yet
- Workshop: University of Engineering and Technology, Lahore (FSD Campus)Document7 pagesWorkshop: University of Engineering and Technology, Lahore (FSD Campus)mjunaidNo ratings yet
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- Winmax Probe Training: Part Probe Setup and Conversational CalibrationDocument35 pagesWinmax Probe Training: Part Probe Setup and Conversational CalibrationNikolat84No ratings yet
- Micrometer Calibration Using Slip GaugesDocument6 pagesMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Dial Bore Gauge: FeaturesDocument2 pagesDial Bore Gauge: FeaturesdrevtNo ratings yet
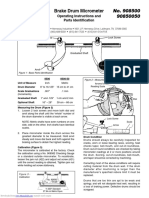
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocument4 pagesBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNo ratings yet
- BartrackerDocument6 pagesBartrackerJorge MuñozNo ratings yet
- Model MS ManualsDocument15 pagesModel MS ManualsbarrettshawnNo ratings yet
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDocument11 pagesExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)No ratings yet
- Standard Calibration For Steel Ruler and Flexible ScaleDocument5 pagesStandard Calibration For Steel Ruler and Flexible ScaleJohn Rafael Atienza100% (1)
- TE415 Machine Tool Probe CalibrationDocument6 pagesTE415 Machine Tool Probe CalibrationLjubo ObleščakNo ratings yet
- Metrology Lab ManualDocument51 pagesMetrology Lab Manualdoddi.ajith2003No ratings yet
- Igs60 145Document32 pagesIgs60 145Medam SrinivasareddyNo ratings yet
- Limits, Fits & TolerancesDocument81 pagesLimits, Fits & TolerancesBikramMuduliNo ratings yet
- Technical Specifications of Out of Roundness Measurement Gauge For U' Bend Steam Generator Tube 1. ScopeDocument3 pagesTechnical Specifications of Out of Roundness Measurement Gauge For U' Bend Steam Generator Tube 1. ScopeNarayan VazeNo ratings yet
- Me TrologyDocument69 pagesMe TrologyprabhjotbhangalNo ratings yet
- Lit Powercatalog Rev FDocument28 pagesLit Powercatalog Rev FyousefdrahmedNo ratings yet
- Part#: 30B5TT, 30B1TT: Please Note Adapter Is Needed For The #30B5TT & #30B1TTDocument3 pagesPart#: 30B5TT, 30B1TT: Please Note Adapter Is Needed For The #30B5TT & #30B1TTWimper SpeedNo ratings yet
- 7 FCMDocument11 pages7 FCMAbhijeetKhandagaleNo ratings yet
- FF Met ManualDocument29 pagesFF Met ManualHitendra SinghNo ratings yet
- Instrument Calibration ProcedureDocument10 pagesInstrument Calibration ProcedureMohammad Nurayzat JohariNo ratings yet
- Tubing Casing Thread Training PR - PDFDocument60 pagesTubing Casing Thread Training PR - PDFSad RachidNo ratings yet
- Testing and Measuring Instruments: For Vehicle WheelsDocument16 pagesTesting and Measuring Instruments: For Vehicle Wheelsaizaz65No ratings yet
- M10x1 Measuring Spark Plug: PressureDocument6 pagesM10x1 Measuring Spark Plug: PressuremechnandyNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologySavantNo ratings yet
- Differentiate Between Line Standard and End Standard of Measurement 1Document19 pagesDifferentiate Between Line Standard and End Standard of Measurement 1ghghgNo ratings yet
- PDF Manual406Document15 pagesPDF Manual406torbenNo ratings yet
- Measurement and Metrology Lab ManualDocument29 pagesMeasurement and Metrology Lab ManualVINITNo ratings yet
- Angle Measurement 2Document7 pagesAngle Measurement 2Jonathan Da Costa100% (1)
- As Practical Book - Edited TotalDocument285 pagesAs Practical Book - Edited TotalonlyheavenismygoalNo ratings yet
- Distance SenzoraDocument3 pagesDistance Senzorajasmin selimićNo ratings yet
- Me414 Lecture 3 Fits and TolerancesDocument32 pagesMe414 Lecture 3 Fits and TolerancesILEENVIRUSNo ratings yet
- Medicion de Conicidad Estándar Api 7-2 - Definicion/Tolerancias/Instrumento de MedicionDocument4 pagesMedicion de Conicidad Estándar Api 7-2 - Definicion/Tolerancias/Instrumento de MedicionNicolas RoldanNo ratings yet
- Program 60-710-Involute Splines and InspectionDocument59 pagesProgram 60-710-Involute Splines and InspectionMohit pathakNo ratings yet
- Catalog - Meb - Thuoc Cap Dien Tu Absolute Encoder - Mitutoyo - 500Document2 pagesCatalog - Meb - Thuoc Cap Dien Tu Absolute Encoder - Mitutoyo - 500Hoài VũNo ratings yet
- Metrology & Instrumentation Course File1Document112 pagesMetrology & Instrumentation Course File1harshith pondeNo ratings yet
- Precision Product Guide Bulletin 356Document20 pagesPrecision Product Guide Bulletin 3564U6ogj8b9snylkslkn3nNo ratings yet
- Metrology-Lab-Manual 3 Year 1semDocument41 pagesMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Daikin LXE10E-A - Service Manual (TR 01-09B) PDFDocument238 pagesDaikin LXE10E-A - Service Manual (TR 01-09B) PDFmail4ksnNo ratings yet
- 05Document84 pages05hammouche_soufianeNo ratings yet
- Michelin Tire RefDocument12 pagesMichelin Tire RefSanket_DhanaveNo ratings yet
- Armstrong PumpDocument8 pagesArmstrong PumpRohith RavindranathNo ratings yet
- Plaxis Advanced Course New Delhi 2014 (Print)Document448 pagesPlaxis Advanced Course New Delhi 2014 (Print)ladheedha100% (4)
- 210-Titan PSW 15Document2 pages210-Titan PSW 15jafaristsNo ratings yet
- Pneumatic Maneuvering SystemDocument65 pagesPneumatic Maneuvering Systemminhankyaw100% (3)
- Ship RuddereDocument19 pagesShip RudderepothirajNo ratings yet
- Intro - BiG Airtech NewDocument9 pagesIntro - BiG Airtech NewMuflich ArbaNo ratings yet
- Mechanism and Machine Theory: Roland Mathis, Yves RemondDocument13 pagesMechanism and Machine Theory: Roland Mathis, Yves RemondStefan IlicNo ratings yet
- Material Selection For Heat Transfer ApplicationsDocument11 pagesMaterial Selection For Heat Transfer ApplicationsShiva CharakNo ratings yet
- Up-Date TI 2017 Site AdaroDocument51 pagesUp-Date TI 2017 Site AdaroCavandraNo ratings yet
- 3 Wireline Valve - Manual & Hydraulic (BOP)Document2 pages3 Wireline Valve - Manual & Hydraulic (BOP)ADALBERTNo ratings yet
- API.570. Closed Book 3Document31 pagesAPI.570. Closed Book 3Siva KumarNo ratings yet
- TVS King 3W 4 Stroke CatalogueDocument6 pagesTVS King 3W 4 Stroke CatalogueMK AutoNo ratings yet
- KAT - Ege - ENGDocument84 pagesKAT - Ege - ENGCsaba VargaNo ratings yet
- Achech Gate GlobeDocument31 pagesAchech Gate GlobeberusleeNo ratings yet
- Operator Controls 320 Excavator YBP00001-UPDocument23 pagesOperator Controls 320 Excavator YBP00001-UPkiagengbrantas heavyequipmentNo ratings yet
- Soft Lubrication Characteristics of Microparticulated Whey Proteins Used As Fat PDFDocument35 pagesSoft Lubrication Characteristics of Microparticulated Whey Proteins Used As Fat PDFJoel E ValenciaNo ratings yet
- Instruction Manual For Ticker Tape TimerDocument4 pagesInstruction Manual For Ticker Tape TimerMaridjan WiwahaNo ratings yet
- Design of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricDocument20 pagesDesign of Mat Foundation Mat Foundation Design (ACI 318-11) - MetricFirdaus AdnanNo ratings yet
- Structural Steel Sub-Grades JR, J0 and J2 Does It Matter PDFDocument1 pageStructural Steel Sub-Grades JR, J0 and J2 Does It Matter PDFJafarNo ratings yet
- Control Valve CharacteristicsDocument5 pagesControl Valve CharacteristicsFarhan HazeeqNo ratings yet
- 731 - Rcs Level 2 Jordan Raul Gala Taipe: Date / Time Student Score Passing Score ResultDocument2 pages731 - Rcs Level 2 Jordan Raul Gala Taipe: Date / Time Student Score Passing Score ResultJordan Gala TaipeNo ratings yet
- 757 Schematics Layout 1Document25 pages757 Schematics Layout 1hariharanjack100% (7)
- BS 2655-1 1970 PDFDocument36 pagesBS 2655-1 1970 PDFAnoyNo ratings yet
- Mugl1780li21110 GBDocument156 pagesMugl1780li21110 GBcuno florinNo ratings yet
- Metals: An Analysis of Creep Phenomena in The Power Boiler SuperheatersDocument12 pagesMetals: An Analysis of Creep Phenomena in The Power Boiler Superheatersbastian orellanaNo ratings yet
- Chapter-2 Motion in A Straight Line (PG 5 - 8)Document3 pagesChapter-2 Motion in A Straight Line (PG 5 - 8)darling deanNo ratings yet
- BTU Alliance-Cassette-Inverter-New SpecsDocument2 pagesBTU Alliance-Cassette-Inverter-New Specschris100% (1)