You might also like
- Manual Rayos X AmericomDocument112 pagesManual Rayos X AmericomOscar Ocaña83% (6)
- Vacon NX Service Manual Appendix FR9Document96 pagesVacon NX Service Manual Appendix FR9Hari Krishna.M100% (1)
- Sawe RP 12 Version d3Document72 pagesSawe RP 12 Version d3jwpaprk1No ratings yet
- RMS Specs 3051 Ed6Document37 pagesRMS Specs 3051 Ed6Luke DigginsNo ratings yet
- 싱가폴 LTA-Civil Design CriteriaDocument349 pages싱가폴 LTA-Civil Design Criteriacamazie100% (2)
- Coastal Engineering Manual: Overview And Coastal HydrodynamicsFrom EverandCoastal Engineering Manual: Overview And Coastal HydrodynamicsNo ratings yet
- DCE Appendix BDocument19 pagesDCE Appendix Bnobamo100% (1)
- DCE Customer TS GuideDocument104 pagesDCE Customer TS GuidenobamoNo ratings yet
- ATT400 Parts 241384Document767 pagesATT400 Parts 241384Nguyễn Hữu Dũng86% (7)
- Service Manual Summit HF 03003m July 2017Document105 pagesService Manual Summit HF 03003m July 2017ARMANDOROSAS100% (2)
- Landis Gyr ZMD Internacional-Manual de UsuarioDocument96 pagesLandis Gyr ZMD Internacional-Manual de UsuarioAnanda RajNo ratings yet
- API 581 RP Risk Based Inspection (2016) - Addendum (Abril 2019)Document3 pagesAPI 581 RP Risk Based Inspection (2016) - Addendum (Abril 2019)robert_plantaNo ratings yet
- Wcob 2013-001 Bypass GuidelinesDocument156 pagesWcob 2013-001 Bypass GuidelinesLoo Wei SungNo ratings yet
- E0037GDocument22 pagesE0037Glocoboeing100% (1)
- Tower Manual: COMDTINST M11000.4A JANUARY 2002Document214 pagesTower Manual: COMDTINST M11000.4A JANUARY 2002RasLDKNo ratings yet
- Tower Manual: COMDTINST M11000.4A JANUARY 2002Document214 pagesTower Manual: COMDTINST M11000.4A JANUARY 2002adnan100% (3)
- Resumen de Cambios Entre AWS D1.1. 2010 y 2015Document11 pagesResumen de Cambios Entre AWS D1.1. 2010 y 2015Walter RuedaNo ratings yet
- Manual de Toboganes de Air Crusier PDFDocument386 pagesManual de Toboganes de Air Crusier PDFskrillex the king of the dubstep100% (1)
- Asme B31.1Document4 pagesAsme B31.1Florante NoblezaNo ratings yet
- Instruction Manual: Undervoltage, Overvoltage, Under/Overvoltage Relays BE1-27, BE1-59, BE1-27/59Document50 pagesInstruction Manual: Undervoltage, Overvoltage, Under/Overvoltage Relays BE1-27, BE1-59, BE1-27/59Junior Ramirez ReyesNo ratings yet
- 25 60 54.desbloqueadoDocument292 pages25 60 54.desbloqueadoDaniel ValdiviezoNo ratings yet
- A5 Service Manual 2.8Document223 pagesA5 Service Manual 2.8Anahi Calle Velasco0% (1)
- SG FRENIC Lift EN 1 7 0Document42 pagesSG FRENIC Lift EN 1 7 0Mahmoud RobNo ratings yet
- As Module ManualDocument486 pagesAs Module ManualFabian MartinezNo ratings yet
- 3-FRENIC Lift PDFDocument48 pages3-FRENIC Lift PDFMoran Martines100% (1)
- HF Gen Vet Install Manual 07175Document106 pagesHF Gen Vet Install Manual 07175Luis Fernando Garcia SNo ratings yet
- BE1 50-51B Overcurrent RelayDocument73 pagesBE1 50-51B Overcurrent RelayAngie LeónNo ratings yet
- 2022 To 2016 Spec ComparisonDocument37 pages2022 To 2016 Spec ComparisonAleksiey PellicciaNo ratings yet
- Em 1110-2-1601 - Hydraulic Design of Flood Control ChannelsDocument61 pagesEm 1110-2-1601 - Hydraulic Design of Flood Control ChannelsssheafiNo ratings yet
- BAM-1020-9800 Manual Rev FDocument81 pagesBAM-1020-9800 Manual Rev F이민우No ratings yet
- Case Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferFrom EverandCase Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferRating: 5 out of 5 stars5/5 (2)
- FAA 2020 0493 0006 - Attachment - 2Document83 pagesFAA 2020 0493 0006 - Attachment - 2engine wangNo ratings yet
- Starting Guide: FRENIC-LiftDocument42 pagesStarting Guide: FRENIC-LiftBasheer MukhtarNo ratings yet
- Design Aids and Typical DetailsDocument135 pagesDesign Aids and Typical DetailsRosalin21No ratings yet
- SG Frenic Lift en 1 8 0Document42 pagesSG Frenic Lift en 1 8 0محمدحمادNo ratings yet
- FPSO Cidade de Caraguatatuba - Attachment B - Lapa - Terminal Loading Manual #0397-MI20-OPSM-0754 Rev. 4Document79 pagesFPSO Cidade de Caraguatatuba - Attachment B - Lapa - Terminal Loading Manual #0397-MI20-OPSM-0754 Rev. 4hendlucNo ratings yet
- Ground Rock AnchorsDocument59 pagesGround Rock AnchorsRajendra Kore0% (1)
- Transport For NSW (TFNSW) Qa Specification 3051 Granular Pavement Base and Subbase MaterialsDocument45 pagesTransport For NSW (TFNSW) Qa Specification 3051 Granular Pavement Base and Subbase MaterialsroshanNo ratings yet
- Guide For The Application of Neutral Grounding in Electrical Utility Systems, Part V - Transmission Systems and Subtransmission SystemsDocument4 pagesGuide For The Application of Neutral Grounding in Electrical Utility Systems, Part V - Transmission Systems and Subtransmission SystemskrcdewanewNo ratings yet
- BC Bylaw Port HardyDocument54 pagesBC Bylaw Port HardyLiam ThomsonNo ratings yet
- High Frequency X-Ray Generator: Installation and Service ManualDocument105 pagesHigh Frequency X-Ray Generator: Installation and Service ManualjeisonNo ratings yet
- Basler Be1!50!51bDocument74 pagesBasler Be1!50!51belectrikiyoNo ratings yet
- Us UavDocument91 pagesUs UavtfNo ratings yet
- Drafting and Design Presentation Standards Manual Volume 1: Chapter 2 - General StandardsDocument39 pagesDrafting and Design Presentation Standards Manual Volume 1: Chapter 2 - General StandardsKinan FauzanNo ratings yet
- Abacus5 - 1229 - User Manual PDFDocument165 pagesAbacus5 - 1229 - User Manual PDFMaria GreenNo ratings yet
- As - Series MANUAL AS SERIE DELTADocument632 pagesAs - Series MANUAL AS SERIE DELTAFrancisco Campos FicaNo ratings yet
- R 05Document336 pagesR 05Nadir ErutNo ratings yet
- Fire Boss ManualDocument91 pagesFire Boss ManualAlexis KidemaNo ratings yet
- GP 435 Vol I CHG H 1 112Document40 pagesGP 435 Vol I CHG H 1 112Muhammet Salih TangutNo ratings yet
- Ohl Manual Vol.1 LV To 33kv Specifications v4 July 2006Document437 pagesOhl Manual Vol.1 LV To 33kv Specifications v4 July 2006somchak2000No ratings yet
- Data Sheet 124Document32 pagesData Sheet 124Vijay YadavNo ratings yet
- GGSS1074 Rev 14.1 Gen TRFR SpecificationDocument147 pagesGGSS1074 Rev 14.1 Gen TRFR SpecificationKhashane Willy MohaleNo ratings yet
- ApprovedDocument97 pagesApprovedWai Khuin LumNo ratings yet
- Load Calculation ManualDocument223 pagesLoad Calculation ManualjovanniNo ratings yet
- Hydraulic Design of Flood Control ChannelsDocument183 pagesHydraulic Design of Flood Control ChannelsNicolás Maluk SpahieNo ratings yet
- Usace - em - 1110-2-1601 - Hydraulic Design of Flood Control ChannelsDocument183 pagesUsace - em - 1110-2-1601 - Hydraulic Design of Flood Control ChannelsTheo VighNo ratings yet
- Technological University of The PhilippinesDocument5 pagesTechnological University of The PhilippinesJohn Reigh CatipayNo ratings yet
- Approved Document v7 05Document106 pagesApproved Document v7 05Batu GajahNo ratings yet
- Split Sleeve Cold Expansion (8101)Document69 pagesSplit Sleeve Cold Expansion (8101)Joana AntunesNo ratings yet
- Efficiency of Biomass Energy: An Exergy Approach to Biofuels, Power, and BiorefineriesFrom EverandEfficiency of Biomass Energy: An Exergy Approach to Biofuels, Power, and BiorefineriesNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- DCE Appendix ADocument22 pagesDCE Appendix AnobamoNo ratings yet
- ATI Terms and ConditionsDocument3 pagesATI Terms and ConditionsnobamoNo ratings yet
- Unit 1 All About You, Lesson C Personal Information, 4 About You (B)Document1 pageUnit 1 All About You, Lesson C Personal Information, 4 About You (B)nobamoNo ratings yet
- Unit 1 All About You, Lesson C Personal Information, 4 About You (B)Document1 pageUnit 1 All About You, Lesson C Personal Information, 4 About You (B)nobamoNo ratings yet
- Unit 3 Favorite People, Lesson B People We Know, 4 About You (B)Document1 pageUnit 3 Favorite People, Lesson B People We Know, 4 About You (B)nobamoNo ratings yet
- Unit 4 - Lesson C: Do You Work Out Every Day?: Touchstone 2nd Edition - Language Summary - Level 1Document2 pagesUnit 4 - Lesson C: Do You Work Out Every Day?: Touchstone 2nd Edition - Language Summary - Level 1Evarista BeautyNo ratings yet
- Unit 3 Favorite People, Lesson B People We Know, 4 About You (B)Document1 pageUnit 3 Favorite People, Lesson B People We Know, 4 About You (B)nobamoNo ratings yet
- Unit 3 Favorite People, Lesson D A Songwriter Really, Really Im Surprised (B)Document1 pageUnit 3 Favorite People, Lesson D A Songwriter Really, Really Im Surprised (B)nobamoNo ratings yet
- Unit 5 - Lesson D: Technology Addicts: Touchstone 2nd Edition - Language Summary - Level 1Document2 pagesUnit 5 - Lesson D: Technology Addicts: Touchstone 2nd Edition - Language Summary - Level 1Jorge CastillaNo ratings yet
- InglesDocument1 pageInglesnobamoNo ratings yet
- Unit 7 - Lesson C: How's It Going?: Touchstone 2nd Edition - Language Summary - Level 1Document2 pagesUnit 7 - Lesson C: How's It Going?: Touchstone 2nd Edition - Language Summary - Level 1nobamoNo ratings yet
- Unit 7 - Lesson D: Staying in Shape: Touchstone 2nd Edition - Language Summary - Level 1Document1 pageUnit 7 - Lesson D: Staying in Shape: Touchstone 2nd Edition - Language Summary - Level 1nobamoNo ratings yet
- Unit 7 - Lesson B: Sports and Exercise: Touchstone 2nd Edition - Language Summary - Level 1Document3 pagesUnit 7 - Lesson B: Sports and Exercise: Touchstone 2nd Edition - Language Summary - Level 1danidanNo ratings yet
- Power Wave I400: MIG, Pulsed-MIG, Flux-Cored, Metal-Cored, TIG (Lift Start Only)Document6 pagesPower Wave I400: MIG, Pulsed-MIG, Flux-Cored, Metal-Cored, TIG (Lift Start Only)nobamoNo ratings yet
- Unit 1 - Lesson A: Hello and Good-Bye: Touchstone 2nd Edition - Language Summary - Level 1Document1 pageUnit 1 - Lesson A: Hello and Good-Bye: Touchstone 2nd Edition - Language Summary - Level 1Zandra Alarcon BalabarcaNo ratings yet
- Engineering Controlled Manufacturer:: Change DetailDocument1 pageEngineering Controlled Manufacturer:: Change DetailnobamoNo ratings yet
- Unit 7 - Lesson C: How's It Going?: Touchstone 2nd Edition - Language Summary - Level 1Document2 pagesUnit 7 - Lesson C: How's It Going?: Touchstone 2nd Edition - Language Summary - Level 1nobamoNo ratings yet
- Engineering Controlled Manufacturer:: AD1353-1 XADocument1 pageEngineering Controlled Manufacturer:: AD1353-1 XAnobamoNo ratings yet
- Type Welding GunDocument1 pageType Welding GunnobamoNo ratings yet
- Massiv F25 Front Door: Title PageDocument17 pagesMassiv F25 Front Door: Title PagenobamoNo ratings yet
- KUKA High PayloadsDocument22 pagesKUKA High PayloadsedgarNo ratings yet
- Robotica KukaDocument4 pagesRobotica KukanobamoNo ratings yet
- Bullivants Rigging Handbook V2Document260 pagesBullivants Rigging Handbook V2Anonymous 2QD5RVWt5100% (5)
- CD120 SpecificationsDocument8 pagesCD120 SpecificationsmechsrinuNo ratings yet
- Type H8C Load Cell: Short DescriptionDocument5 pagesType H8C Load Cell: Short DescriptionJunior ArroyoNo ratings yet
- Assembly & Operator'S Manual: Liftgator XTR 1200Lbs Removable LiftgateDocument12 pagesAssembly & Operator'S Manual: Liftgator XTR 1200Lbs Removable LiftgateGilberto Ceballos100% (1)
- Flexible Power-Transmitting Elements: JCSF Mechanical Engineering Reviewer Machine Design: FlexibleDocument25 pagesFlexible Power-Transmitting Elements: JCSF Mechanical Engineering Reviewer Machine Design: FlexibleRobert Michael CorpusNo ratings yet
- NN - 2142 - A - Lid - Opener - System Manual Nido ShenandoahDocument12 pagesNN - 2142 - A - Lid - Opener - System Manual Nido ShenandoahWill MolinaNo ratings yet
- Ceiling Fans: Section 2: Technical SpecificationDocument2 pagesCeiling Fans: Section 2: Technical SpecificationcRi SocietyNo ratings yet
- Introduction of Usha MartinDocument20 pagesIntroduction of Usha MartinVishal VermaNo ratings yet
- Wire Rope Slings For Lifting Purposes - Critical Analysis of NBR 13541Document10 pagesWire Rope Slings For Lifting Purposes - Critical Analysis of NBR 13541Leonardo RoncettiNo ratings yet
- Ars CX DX User Manual V11enDocument19 pagesArs CX DX User Manual V11enyounesNo ratings yet
- 2954 2880 04 - XR (Yxv) S 557-647 - en PDFDocument112 pages2954 2880 04 - XR (Yxv) S 557-647 - en PDFseanNo ratings yet
- American SteelBook 2Document472 pagesAmerican SteelBook 2MiguelRagasNo ratings yet
- Level 3 Gis Manual 36 KV Cubicle 19-06-2014Document48 pagesLevel 3 Gis Manual 36 KV Cubicle 19-06-2014yugie oktavianaNo ratings yet
- SP 1129Document25 pagesSP 1129Selva NizanthNo ratings yet
- TR-0750 Truss: Instructions For EAW KF750 Loudspeaker TrussDocument3 pagesTR-0750 Truss: Instructions For EAW KF750 Loudspeaker TrussEduin Quintero RamirezNo ratings yet
- Technical Data Accessories DEMAG DC-COM Chain Hoist PDFDocument40 pagesTechnical Data Accessories DEMAG DC-COM Chain Hoist PDFMarco SilvaNo ratings yet
- Standard Drawingsfor Roadworks Tableof Contents Oct 2010 Rev 11 FinalDocument16 pagesStandard Drawingsfor Roadworks Tableof Contents Oct 2010 Rev 11 FinalUhudhu AhmedNo ratings yet
- OM - KCE-350BT - EN BadDocument13 pagesOM - KCE-350BT - EN BadNenad ŽivićNo ratings yet
- Mobitel Stage4 Huawei BTS3900A Installation Guide V1.0: Security Level: Internal OpenDocument29 pagesMobitel Stage4 Huawei BTS3900A Installation Guide V1.0: Security Level: Internal OpenHussein Moanes0% (1)
- Cable Stayed BridgeDocument66 pagesCable Stayed Bridgeshakil_manandhar5399100% (1)
- KHOMAX - YOFC - CFA3212OM3 - FO ARMADA - 50um - 12 CORE - GYTS - OM3-OM4Document4 pagesKHOMAX - YOFC - CFA3212OM3 - FO ARMADA - 50um - 12 CORE - GYTS - OM3-OM4LuisDonairesNo ratings yet
- Luminos Tilt Lift ReplacementDocument32 pagesLuminos Tilt Lift Replacementbody2030No ratings yet
- Stay Cable Specifications SummaryDocument21 pagesStay Cable Specifications SummaryManukantShrotriyaNo ratings yet
- Sakai SV540Document108 pagesSakai SV540George PlishkoNo ratings yet
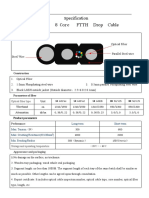
- Gjyxch 8 Core FTTH Drop Cable: PecificationDocument2 pagesGjyxch 8 Core FTTH Drop Cable: PecificationluiggiNo ratings yet
- JSA 173 - CRT RIG UP - Updated 21.10.2019Document11 pagesJSA 173 - CRT RIG UP - Updated 21.10.2019tafhim rashidNo ratings yet
- TowerCrane19-Jost 132.8 Manual PDFDocument235 pagesTowerCrane19-Jost 132.8 Manual PDFSean CassarNo ratings yet
- Iec 62275 2018Document15 pagesIec 62275 2018E ENo ratings yet