You might also like
- Crane Flow of Fluids TP 410Document130 pagesCrane Flow of Fluids TP 410Shad100% (2)
- 071 - 88 Ing.3Document18 pages071 - 88 Ing.3Leonardo SaggiomoNo ratings yet
- Aama 507-15Document48 pagesAama 507-15mihaelaNo ratings yet
- Increase daily orange juice production with storageDocument2 pagesIncrease daily orange juice production with storageNimzz Kes50% (4)
- Isomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Document22 pagesIsomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Ritikranjan YadavNo ratings yet
- Thesis Hydro TreatingDocument186 pagesThesis Hydro TreatingHumas Shaukat100% (5)
- 3 - Project Structure PDFDocument191 pages3 - Project Structure PDFAn Nguyen BinhNo ratings yet
- REFINING PETROLEUM ENGINEERINGDocument111 pagesREFINING PETROLEUM ENGINEERINGAbidHussainBhattiNo ratings yet
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- Pre 2 30 July 2016 160731090013 PDFDocument284 pagesPre 2 30 July 2016 160731090013 PDFridanormaNo ratings yet
- Ethylene OxideDocument25 pagesEthylene OxideYuri YamirnovNo ratings yet
- Producing Naphtha and KeroseneDocument10 pagesProducing Naphtha and KeroseneSelvia PratiwiNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- ,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentDocument28 pages,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentIbrahim DewaliNo ratings yet
- Petroleum: Chemistry and Technology OFDocument83 pagesPetroleum: Chemistry and Technology OFMohamed MoüsaNo ratings yet
- Crude Oil Processing and Production of Hydrocarbon IntermediatesDocument20 pagesCrude Oil Processing and Production of Hydrocarbon Intermediatessanjeevs01No ratings yet
- NaphthaDocument10 pagesNaphthaShagun Bhardwaj0% (1)
- Petrochemical ProcessDocument20 pagesPetrochemical Processsanjeevs01No ratings yet
- Petroleum IndustryDocument39 pagesPetroleum IndustryQuenie Rose RontalNo ratings yet
- Refining TechnologyDocument40 pagesRefining Technologybalachandran8No ratings yet
- Kiến Thức Hóa DầuDocument364 pagesKiến Thức Hóa DầuTu LaiNo ratings yet
- Refining Process-Catalytic Reforming, IsomerizationDocument32 pagesRefining Process-Catalytic Reforming, IsomerizationTusenkrish100% (1)
- Catalytic Cracking Mechanism & Petroleum Treating ProcessesDocument21 pagesCatalytic Cracking Mechanism & Petroleum Treating ProcessesLouis ThianNo ratings yet
- Catalytic ReformingDocument9 pagesCatalytic ReformingAjay TulpuleNo ratings yet
- Catalytic ReformingDocument12 pagesCatalytic ReformingHafizuddin Mohamad100% (2)
- Catalytic Reforming - WikipediaDocument45 pagesCatalytic Reforming - WikipediaUzoma EuchariaNo ratings yet
- Catalytic ReformingDocument7 pagesCatalytic ReformingElena Raluca DraguNo ratings yet
- Catalytic ReformingDocument30 pagesCatalytic ReformingTri Jayandi Fitra100% (4)
- Catalytic Reforming: 2 ChemistryDocument6 pagesCatalytic Reforming: 2 ChemistrySaddamNo ratings yet
- Catalytic Reforming - Wikipedia, The Free EncyclopediaDocument6 pagesCatalytic Reforming - Wikipedia, The Free EncyclopediavikasbadhanNo ratings yet
- Lecture 6Document41 pagesLecture 6Pragati GhumadeNo ratings yet
- Petroleum Naphtha - Wikipedia PDFDocument4 pagesPetroleum Naphtha - Wikipedia PDFSauptik DattaNo ratings yet
- Classification of Crude OilDocument6 pagesClassification of Crude OilSultana AlmansooriNo ratings yet
- Catalytic Reforming PDFDocument3 pagesCatalytic Reforming PDFAbey SamuelNo ratings yet
- Catalyticreformingprocess 17Document29 pagesCatalyticreformingprocess 17Sahil Gupta100% (1)
- Catalytic Reforming Process (Naphta)Document29 pagesCatalytic Reforming Process (Naphta)Saj BhaiNo ratings yet
- 2012 08 ReformateDocument4 pages2012 08 ReformatetotongopNo ratings yet
- Chemcon 2013: Modeling, Simulation and Optimization of Naphtha Reforming Process On ASPEN Plus PlatformDocument5 pagesChemcon 2013: Modeling, Simulation and Optimization of Naphtha Reforming Process On ASPEN Plus PlatformArash AbbasiNo ratings yet
- Catalytic Reforming: Converting Naphtha into High Octane GasolineDocument17 pagesCatalytic Reforming: Converting Naphtha into High Octane GasolinemalakNo ratings yet
- NaphthaleneDocument7 pagesNaphthalenesudivgulla1100% (1)
- BTX Production and Catalytic Reforming of NaphthaDocument40 pagesBTX Production and Catalytic Reforming of Naphthaejaz khanNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Platinum: ReformingDocument4 pagesPlatinum: ReformingGonzalo CarbajalNo ratings yet
- The Refining Process ExplainedDocument15 pagesThe Refining Process Explaineddana mohammedNo ratings yet
- Chemistry AIP - A Overview On RIL RefineryDocument19 pagesChemistry AIP - A Overview On RIL RefinerySamanyuNo ratings yet
- Introduction To RefineryDocument6 pagesIntroduction To RefinerydyarNo ratings yet
- Catalyst Used For Catalytic Reforming ELECTIVEDocument15 pagesCatalyst Used For Catalytic Reforming ELECTIVEPrashantNo ratings yet
- Chapter No 1Document18 pagesChapter No 1Ali AhsanNo ratings yet
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocument4 pagesNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarNo ratings yet
- Petroleum Refining ProcessDocument26 pagesPetroleum Refining Processdana mohammedNo ratings yet
- Ch4 Lect 1 - Catalytic Reforming & IsomerizationDocument8 pagesCh4 Lect 1 - Catalytic Reforming & IsomerizationTarlan AllahverdiyevNo ratings yet
- ch1Document36 pagesch1kakakarlNo ratings yet
- What is Naphtha? Understanding its Properties and UsesDocument7 pagesWhat is Naphtha? Understanding its Properties and Usesmsabah bugtigNo ratings yet
- Project Report On Catalytic CrackingDocument22 pagesProject Report On Catalytic CrackingAnkit YadavNo ratings yet
- Assignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted ToDocument5 pagesAssignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted Toarpit thukralNo ratings yet
- PRE 2 MidT SepProc 10 Jun 2014 PArt 1Document34 pagesPRE 2 MidT SepProc 10 Jun 2014 PArt 1Shabbir AliNo ratings yet
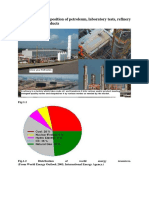
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsDocument17 pagesIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaNo ratings yet
- Aromatics PDFDocument24 pagesAromatics PDFGerardo RiosNo ratings yet
- NaphthaleneDocument7 pagesNaphthaleneShermal FernandoNo ratings yet
- Design, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersDocument9 pagesDesign, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersadhyastiNo ratings yet
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânNo ratings yet
- HydrodesulfurizationDocument6 pagesHydrodesulfurizationYuri YamirnovNo ratings yet
- Disproportionation: DiethylbenzenesDocument3 pagesDisproportionation: DiethylbenzenesYuri YamirnovNo ratings yet
- Acetaldehyde Organic Compound with Wide OccurrenceDocument9 pagesAcetaldehyde Organic Compound with Wide OccurrenceYuri YamirnovNo ratings yet
- Benzene Ring Model: Aromatic Compounds Are ThoseDocument7 pagesBenzene Ring Model: Aromatic Compounds Are ThoseYuri YamirnovNo ratings yet
- Elemental GaseseditDocument3 pagesElemental GaseseditYuri YamirnovNo ratings yet
- What Defines An Industrial GasDocument2 pagesWhat Defines An Industrial GasYuri YamirnovNo ratings yet
- Industrial gases used in many industriesDocument1 pageIndustrial gases used in many industriesYuri YamirnovNo ratings yet
- Air Separation Unit: Distilling Carl Von LindeDocument2 pagesAir Separation Unit: Distilling Carl Von LindeYuri YamirnovNo ratings yet
- Air Separation Unit: Membrane Nitrogen GeneratorDocument1 pageAir Separation Unit: Membrane Nitrogen GeneratorYuri YamirnovNo ratings yet
- Daily News Simplified - DNS Notes 18 Dec 2020Document14 pagesDaily News Simplified - DNS Notes 18 Dec 2020NitinNo ratings yet
- Property Manager Water Flush Checklist FINALDocument3 pagesProperty Manager Water Flush Checklist FINALannieone23No ratings yet
- Chapter 6Document109 pagesChapter 6gutom alldayNo ratings yet
- Dentons PDFDocument17 pagesDentons PDFRob NikolewskiNo ratings yet
- Campbell HausfeldDocument44 pagesCampbell HausfeldMireya Linares MoriNo ratings yet
- Earth Science Mod 5 Week 7 8Document11 pagesEarth Science Mod 5 Week 7 8Marie Claire LayuganNo ratings yet
- IIGW2015 Heru BerianDocument9 pagesIIGW2015 Heru Beriandimas tahaNo ratings yet
- 7.1 Measuring The Rate of ReactionDocument33 pages7.1 Measuring The Rate of ReactionCikFasyareena MaoNo ratings yet
- Introduction To X-Ray Fluorescence (XRF) Analysis: MSE 854 Dr. Sofia Javed September 2021Document31 pagesIntroduction To X-Ray Fluorescence (XRF) Analysis: MSE 854 Dr. Sofia Javed September 2021Arslan ElahiNo ratings yet
- United States Patent (19) : 22 Filed: Dec. 14, 1981Document6 pagesUnited States Patent (19) : 22 Filed: Dec. 14, 1981map vitcoNo ratings yet
- Refrigeration & Hvac: Thermofluid LabDocument13 pagesRefrigeration & Hvac: Thermofluid LabMohamed AdelNo ratings yet
- All Terrain Hydraulic Crane DimensionsDocument18 pagesAll Terrain Hydraulic Crane DimensionsHoward HoacNo ratings yet
- TES-K-100.01-R0 HVAC DesignDocument89 pagesTES-K-100.01-R0 HVAC DesignSalmanEjazNo ratings yet
- NS 6145 Modern Phys and X-RaysDocument55 pagesNS 6145 Modern Phys and X-RaysMeesixNo ratings yet
- Water-Cooled Screw Chiller: Nominal Cooling Capacity: 335 1392kWDocument12 pagesWater-Cooled Screw Chiller: Nominal Cooling Capacity: 335 1392kWمحمد مرسيNo ratings yet
- Deicer Beta 15Document4 pagesDeicer Beta 15XIN NIUNIUNo ratings yet
- Product Detail - 700d - English - 2Document2 pagesProduct Detail - 700d - English - 2Athan TheaNo ratings yet
- CC Product Detail Print PageDocument3 pagesCC Product Detail Print Pageمصطفى بهاءالدين محمد امين خدا كرمNo ratings yet
- GAS-SHIELDED FLUX-CORED WIRES (FCAW) LOW ALLOY WIRES Dual Shield II 81-K2Document2 pagesGAS-SHIELDED FLUX-CORED WIRES (FCAW) LOW ALLOY WIRES Dual Shield II 81-K2MOhammed PatelNo ratings yet
- Transformer Losses CalculationDocument4 pagesTransformer Losses CalculationAfef NejiNo ratings yet
- RLT-Guideline 02: Explosion Protection Requirements For Air Handling UnitsDocument14 pagesRLT-Guideline 02: Explosion Protection Requirements For Air Handling UnitsJorge RoblesNo ratings yet
- Typical Laboratory Retrofit Submittal REV IDocument40 pagesTypical Laboratory Retrofit Submittal REV IERIK FLOREZ MALDONADONo ratings yet
- Solar Based Automatic Water Level Sensing and Water Pumping System For Next GenerationDocument5 pagesSolar Based Automatic Water Level Sensing and Water Pumping System For Next GenerationIJRASETPublicationsNo ratings yet
- RAC UT2 Solution 2021 MCQDocument6 pagesRAC UT2 Solution 2021 MCQEpicNewtonNo ratings yet
- Parts List V-480 Engine (Job No-11436) - CWS PropsalDocument4 pagesParts List V-480 Engine (Job No-11436) - CWS PropsalSandeep NikhilNo ratings yet
- Jurnal Skripsi Fadhil WigunoDocument5 pagesJurnal Skripsi Fadhil WigunoFadhil WigunoNo ratings yet
- BF and BFD: Between Bearings, Axially Split Multistage PumpsDocument4 pagesBF and BFD: Between Bearings, Axially Split Multistage PumpsMohamed Bin IerousNo ratings yet