You might also like
- Ylon Insert: Revised 406Document6 pagesYlon Insert: Revised 406williaqNo ratings yet
- Reinforcing Detailing of R.C.C Members - K.kaviTHADocument47 pagesReinforcing Detailing of R.C.C Members - K.kaviTHAGurupriyaNo ratings yet
- Reinforcing Detailing of R.C.C MembersDocument47 pagesReinforcing Detailing of R.C.C MembersAmey ShettiNo ratings yet
- DownloadDocument47 pagesDownloadGajanVashishth100% (1)
- Reinforcement DetailingDocument47 pagesReinforcement DetailingLimar SetstraNo ratings yet
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهSwift WardNo ratings yet
- Reinforcement DetailingDocument47 pagesReinforcement DetailingSun Rise100% (1)
- plp_energycat-sec11distoverties-2014Document69 pagesplp_energycat-sec11distoverties-2014Vincent BachellerieNo ratings yet
- Safety Warning for Hex Beam Antenna AssemblyDocument11 pagesSafety Warning for Hex Beam Antenna AssemblyMario Jorge AlvarezNo ratings yet
- Stompbox WorkshopDocument18 pagesStompbox Workshopchris_holden249580% (10)
- Reinforcement DetailingDocument47 pagesReinforcement DetailingMuhammad Saqib Abrar94% (16)
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهBen ÂmarNo ratings yet
- At-Sealing Replacement (GB)Document4 pagesAt-Sealing Replacement (GB)George LapusneanuNo ratings yet
- SU Gate SealsDocument170 pagesSU Gate SealsHoe TommyNo ratings yet
- Condenser MicrophoneDocument11 pagesCondenser Microphoneverd leonardNo ratings yet
- Ford WiringDocument6 pagesFord WiringGilberto Dipiento100% (1)
- SP40-Steel Portal FrameDocument82 pagesSP40-Steel Portal FrameTarun saiNo ratings yet
- Reinforcing Detailing of R.C.C MembersDocument47 pagesReinforcing Detailing of R.C.C Membersmanumeet100% (2)
- LV Junction Repair Instructions - V3 (Draft)Document10 pagesLV Junction Repair Instructions - V3 (Draft)nandhagopal2010No ratings yet
- PV776 89091423Document31 pagesPV776 89091423Pablo PorrasNo ratings yet
- RC DetailingDocument82 pagesRC DetailingkishoreNo ratings yet
- 1g Flat PositionDocument8 pages1g Flat PositionJose GlamayoNo ratings yet
- Installation Instructions Owner'S Guide &: Thru-Hull Depth TransducerDocument4 pagesInstallation Instructions Owner'S Guide &: Thru-Hull Depth TransducersandroterraNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Installation - Long - S Peak Dairy - Hinged Finger Gates - V01Document16 pagesInstallation - Long - S Peak Dairy - Hinged Finger Gates - V01Fury RiosNo ratings yet
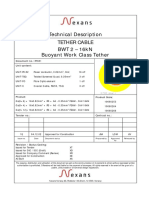
- Technical Description Tether Cable BWT 2 - 16kN Buoyant Work Class TetherDocument6 pagesTechnical Description Tether Cable BWT 2 - 16kN Buoyant Work Class TetherRich ManNo ratings yet
- Distribution Terminal Blocks for Grounding and PhasesDocument11 pagesDistribution Terminal Blocks for Grounding and PhasesHUGO ANDRÉS CRUZ GONZÁLEZNo ratings yet
- MTM-18 DesignDocument8 pagesMTM-18 DesignfulgenNo ratings yet
- SocketspipedryDocument1 pageSocketspipedryLuís Felipe GuimaraesNo ratings yet
- Splicing Instruction For Trellex Steelcord Conveyor Belts: 1067 (42") ST 5700 14: 10 DIN XDocument6 pagesSplicing Instruction For Trellex Steelcord Conveyor Belts: 1067 (42") ST 5700 14: 10 DIN XnicolasNo ratings yet
- Multi Rib Metal Roofing TileDocument1 pageMulti Rib Metal Roofing Tilevadivel415No ratings yet
- Homemade RF Step AttenuatorDocument8 pagesHomemade RF Step Attenuatorngt881No ratings yet
- H1000 Stay Cable SystemDocument8 pagesH1000 Stay Cable SystemAgata OwczarekNo ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- AWKDocument14 pagesAWKMcMgNo ratings yet
- Harness Construction NE 2Document37 pagesHarness Construction NE 2Bharani 27No ratings yet
- Practical Transformer WindingDocument22 pagesPractical Transformer Windingelvart007458100% (1)
- Nylon Frame Anchors: DescriptionDocument2 pagesNylon Frame Anchors: DescriptionsnoariNo ratings yet
- Non-Straight Joint Manual for 132kV XLPE CableDocument16 pagesNon-Straight Joint Manual for 132kV XLPE CableSRGNo ratings yet
- Grooved Pins Technical SpecsDocument8 pagesGrooved Pins Technical Specsjagan_san10No ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Modelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleFrom EverandModelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- 3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsFrom Everand3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- PoE and IEEE802 3afDocument24 pagesPoE and IEEE802 3afepalpaNo ratings yet
- Bandar Jubran ThesisDocument129 pagesBandar Jubran ThesisLi XinNo ratings yet
- EN 50155 vs IEC 60571 Railway Standards ComparisonDocument2 pagesEN 50155 vs IEC 60571 Railway Standards ComparisonLi XinNo ratings yet
- Terrestrial Trunked Radio Voice Plus Data P17 TETRA and DMO Subpart4 (ETSI TR 100 392-17-4)Document16 pagesTerrestrial Trunked Radio Voice Plus Data P17 TETRA and DMO Subpart4 (ETSI TR 100 392-17-4)Li XinNo ratings yet
- Terrestrial Trunked Radio Voice Plus Data Designer's Guide P5 Guide On Numbering and Address (ETSI TR 102 300-5)Document55 pagesTerrestrial Trunked Radio Voice Plus Data Designer's Guide P5 Guide On Numbering and Address (ETSI TR 102 300-5)Li XinNo ratings yet
- NRFAT Revised Frequency Allocations 8.3-110 KHzDocument226 pagesNRFAT Revised Frequency Allocations 8.3-110 KHzLi XinNo ratings yet
- ETSI EN 300 392-1: Terrestrial Trunked Radio (TETRA) Voice Plus Data (V+D) Part 1: General Network DesignDocument182 pagesETSI EN 300 392-1: Terrestrial Trunked Radio (TETRA) Voice Plus Data (V+D) Part 1: General Network Designjanpaul2481No ratings yet
- Terrestrial Trunked Radio Voice Plus Data P17 TETRA and DMO Subpart4 (ETSI TR 100 392-17-4)Document16 pagesTerrestrial Trunked Radio Voice Plus Data P17 TETRA and DMO Subpart4 (ETSI TR 100 392-17-4)Li XinNo ratings yet
- Cell SiteDocument10 pagesCell SiteLgu SikatunaNo ratings yet
- Terrestrial Trunked Radio Voice Plus Data Designer's Guide P3 DMO (ETSI TR 102 300-3)Document155 pagesTerrestrial Trunked Radio Voice Plus Data Designer's Guide P3 DMO (ETSI TR 102 300-3)Li XinNo ratings yet
- No. Subject:: National Telecommunications CommissionDocument2 pagesNo. Subject:: National Telecommunications CommissionmarcmiNo ratings yet
- PTC Radio and System Architecture: AuthorsDocument21 pagesPTC Radio and System Architecture: AuthorsLi XinNo ratings yet
- E-TRACC Implementation in AirportsDocument21 pagesE-TRACC Implementation in AirportsLi XinNo ratings yet
- Terrestrial Trunked Radio Voice Plus Data Designer's Guide P3 DMO (ETSI TR 102 300-3)Document155 pagesTerrestrial Trunked Radio Voice Plus Data Designer's Guide P3 DMO (ETSI TR 102 300-3)Li XinNo ratings yet
- Customs Rule CMTA-RA-10863Document84 pagesCustoms Rule CMTA-RA-10863Li XinNo ratings yet
- 15 12 0305-00-004p 220 MHZ Fading Characteristics in PTC Wireless CommunicationsDocument11 pages15 12 0305-00-004p 220 MHZ Fading Characteristics in PTC Wireless CommunicationsLi XinNo ratings yet
- AREMA MRE Chapter 8 2015 PDFDocument684 pagesAREMA MRE Chapter 8 2015 PDFCao Duy Bach100% (1)
- 15 12 0305-00-004p 220 MHZ Fading Characteristics in PTC Wireless CommunicationsDocument11 pages15 12 0305-00-004p 220 MHZ Fading Characteristics in PTC Wireless CommunicationsLi XinNo ratings yet
- PTC Radio and System Architecture: AuthorsDocument21 pagesPTC Radio and System Architecture: AuthorsLi XinNo ratings yet
- 15 12 0267-01-004p PTC Technical Guidance DocumentDocument10 pages15 12 0267-01-004p PTC Technical Guidance DocumentLi XinNo ratings yet
- Securing Positive Train Control SystemsDocument16 pagesSecuring Positive Train Control SystemsLi XinNo ratings yet
- 15 12 0267-01-004p PTC Technical Guidance DocumentDocument10 pages15 12 0267-01-004p PTC Technical Guidance DocumentLi XinNo ratings yet
- December 2011january 2012: IEEE 802.15 Positive Train Control 5 CriteriaDocument5 pagesDecember 2011january 2012: IEEE 802.15 Positive Train Control 5 CriteriaLi XinNo ratings yet
- Project: Ieee P802.15 Working Group For Wireless Personal Area Networks (Wpans)Document7 pagesProject: Ieee P802.15 Working Group For Wireless Personal Area Networks (Wpans)Li XinNo ratings yet
- Project: Ieee P802.15 Working Group For Wireless Personal Area Networks (Wpans)Document7 pagesProject: Ieee P802.15 Working Group For Wireless Personal Area Networks (Wpans)Li XinNo ratings yet
- Zhang 2018 UtilitiesPolicy PTCDocument8 pagesZhang 2018 UtilitiesPolicy PTCLi XinNo ratings yet
- Technical Memorandum: Southern California Regional Its Architecture 2011 UPDATEDocument31 pagesTechnical Memorandum: Southern California Regional Its Architecture 2011 UPDATELi XinNo ratings yet
- Positive Train Control As Implementation Progresses, Focus Turns To The Complexities of Achieving System InteroperabilityDocument23 pagesPositive Train Control As Implementation Progresses, Focus Turns To The Complexities of Achieving System InteroperabilityLi XinNo ratings yet
- December 2011january 2012: IEEE 802.15 Positive Train Control 5 CriteriaDocument5 pagesDecember 2011january 2012: IEEE 802.15 Positive Train Control 5 CriteriaLi XinNo ratings yet
- Pov Aml Threshold Tuning Qualitative Approach ProtivitiDocument5 pagesPov Aml Threshold Tuning Qualitative Approach Protivitisimha1177No ratings yet
- Coursebook 1Document84 pagesCoursebook 1houetofirmin2021No ratings yet
- Process Validation - SDF - 1 - FDA PDFDocument111 pagesProcess Validation - SDF - 1 - FDA PDFdipakrussiaNo ratings yet
- Prof. Hanumant Pawar: GeomorphologyDocument15 pagesProf. Hanumant Pawar: GeomorphologySHAIK CHAND PASHANo ratings yet
- Management Quality ManagementDocument7 pagesManagement Quality ManagementJasmine LimNo ratings yet
- Species - Age of RebellionDocument10 pagesSpecies - Age of RebellionLeo VieiraNo ratings yet
- Perpus Pusat Bab 1 Dan 2Document62 pagesPerpus Pusat Bab 1 Dan 2imam rafifNo ratings yet
- The Nigerian Marketing System Its Development - Problems and ProspectsDocument8 pagesThe Nigerian Marketing System Its Development - Problems and ProspectsNwakor Maco Sochi100% (1)
- Part IIDocument281 pagesPart IILeng SovannarithNo ratings yet
- Role of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveDocument40 pagesRole of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveshekhardfcNo ratings yet
- 01 LANG Forgiarini Low Energy EmulsificationDocument8 pages01 LANG Forgiarini Low Energy EmulsificationDuvánE.DueñasLópezNo ratings yet
- BI and Analytics Design Workshop TemplateDocument20 pagesBI and Analytics Design Workshop TemplateMiftahul HudaNo ratings yet
- Bank Automation ProjectDocument75 pagesBank Automation Projectyathsih24885No ratings yet
- Pics Dany and Camy Preteen Models Checked PDFDocument3 pagesPics Dany and Camy Preteen Models Checked PDFChris0% (2)
- SP-1127 - Layout of Plant Equipment and FacilitiesDocument11 pagesSP-1127 - Layout of Plant Equipment and FacilitiesParag Lalit SoniNo ratings yet
- Ilang - Ilang LP g7Document6 pagesIlang - Ilang LP g7custodiokeizelNo ratings yet
- Practical Research 2: Quarter 1 - Module 1Document35 pagesPractical Research 2: Quarter 1 - Module 1Alvin Sinel Belejerdo90% (10)
- Syringe Infusion Pump S300: Technical SpecificationDocument1 pageSyringe Infusion Pump S300: Technical SpecificationJonathan Flores Gutang100% (1)
- Unit II - MCMTDocument50 pagesUnit II - MCMTSai RamNo ratings yet
- Solution Manual For Macroeconomics 13th Edition Michael ParkinDocument24 pagesSolution Manual For Macroeconomics 13th Edition Michael ParkinBonnieGoodmanxajb100% (45)
- шпоры стилDocument19 pagesшпоры стилYuliia VasylchenkoNo ratings yet
- ST 30 PDFDocument2 pagesST 30 PDFafiffathin_akramNo ratings yet
- Prince George's County Afro-American Newspaper, January 22, 2011Document16 pagesPrince George's County Afro-American Newspaper, January 22, 2011The AFRO-American NewspapersNo ratings yet
- Airfoil DesignDocument18 pagesAirfoil Designapi-269373691No ratings yet
- The Mobile Phone Company Case StudyDocument3 pagesThe Mobile Phone Company Case StudyTahreem Mudassar 5127-FMS/BBA/F17No ratings yet
- Recent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewDocument8 pagesRecent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewMATHEWS LIMA DOS SANTOSNo ratings yet
- New TIP Course 4 (DepEd Teacher)Document58 pagesNew TIP Course 4 (DepEd Teacher)Venessa Mulig100% (2)
- User Manual Thomson Mec 310#genset Controller Option J Canbus j1939 eDocument14 pagesUser Manual Thomson Mec 310#genset Controller Option J Canbus j1939 eJapraAnugrahNo ratings yet
- Extending NAS Web App MobileDocument2 pagesExtending NAS Web App MobileD2VNo ratings yet
- Quality Assurance AnalystDocument2 pagesQuality Assurance AnalystMalikNo ratings yet