You might also like
- Electrical Conduit Bending PDFDocument4 pagesElectrical Conduit Bending PDFrafaelantoniomolina89% (9)
- Manual Mitutoyo Digimatic CaliperDocument1 pageManual Mitutoyo Digimatic CaliperPubcrawl100% (1)
- Cavitation in Reciprocating PumpsDocument4 pagesCavitation in Reciprocating PumpsEhab Attia SelimNo ratings yet
- PC200-7 NoteDocument573 pagesPC200-7 NoteĐộngCơÔTô96% (57)
- Pad Eye New ReleaseDocument10 pagesPad Eye New ReleaseEnrique BarajasNo ratings yet
- PetrelDocument690 pagesPetrelKonul Alizadeh100% (4)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Design of Pipe SupportsDocument8 pagesDesign of Pipe SupportsSushil WadiyeNo ratings yet
- ASME B31.3 Valve Selection GuideDocument18 pagesASME B31.3 Valve Selection GuideRyan Goh Chuang HongNo ratings yet
- Vessel Design RefDocument56 pagesVessel Design Refrogel_gana80% (10)
- Piping ConstructionDocument31 pagesPiping ConstructionAnonymous dSFbLxc9No ratings yet
- Hydraulic Circuit "Load Sensing - Semi-Compensated" Disassembly of ComponentsDocument32 pagesHydraulic Circuit "Load Sensing - Semi-Compensated" Disassembly of ComponentsNicoleta CosteaNo ratings yet
- c5 - Basic Hydraulic CircuitDocument30 pagesc5 - Basic Hydraulic CircuitRaymond LeoNo ratings yet
- Hyundai Pump SUBMERGED C PUMP PDFDocument10 pagesHyundai Pump SUBMERGED C PUMP PDFZuzanna Kat-ToporskaNo ratings yet
- Philippine Mechanical Code - Chapter 10Document9 pagesPhilippine Mechanical Code - Chapter 10Goryo PilimonNo ratings yet
- Drill StringDocument27 pagesDrill StringAboZaidNo ratings yet
- Marks On Bosch Common Rail InjectorsDocument25 pagesMarks On Bosch Common Rail InjectorsBarkat HussainNo ratings yet
- IV-0794-20 CROSS OVER Pin-Box 05807HDocument1 pageIV-0794-20 CROSS OVER Pin-Box 05807Hivan dario benavides bonillaNo ratings yet
- Wire Line Operation Course Chapter 9 Perforator Bailer BPVDocument22 pagesWire Line Operation Course Chapter 9 Perforator Bailer BPVOrtiz Rivera SergioNo ratings yet
- An3-An20 GenspecsDocument1 pageAn3-An20 GenspecsluwerNo ratings yet
- Power Unit Type "T-3010 En"Document1 pagePower Unit Type "T-3010 En"Anton LyakhovNo ratings yet
- 04 Vaca Muerta Shale PDFDocument14 pages04 Vaca Muerta Shale PDFsanty222No ratings yet
- Dynabolt CatalogDocument3 pagesDynabolt Cataloggirlie fabroNo ratings yet
- Well Evaluation Conference - 2007 (En)Document489 pagesWell Evaluation Conference - 2007 (En)Bessam MeghdouriNo ratings yet
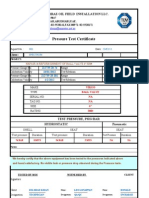
- Pressure Test CertificateDocument10 pagesPressure Test CertificateDav LalNo ratings yet
- A Shred of Honour: A Markham of the Marines NovelFrom EverandA Shred of Honour: A Markham of the Marines NovelRating: 3 out of 5 stars3/5 (8)
- Sanitary Drainage SystemsDocument25 pagesSanitary Drainage Systemspepito manalotoNo ratings yet
- Fig I 10 Api 650Document1 pageFig I 10 Api 650muhd.qasimNo ratings yet
- Endo Don TicsDocument5 pagesEndo Don Ticsamaal almekhlafiNo ratings yet
- Holex 2017-2018Document8 pagesHolex 2017-2018Krakovchi LorandNo ratings yet
- P2E bolted-bonnet choke specificationsDocument4 pagesP2E bolted-bonnet choke specificationsJosé Daniel ArenasNo ratings yet
- Piping Cleat LoadsDocument35 pagesPiping Cleat LoadsRajveer SinghNo ratings yet
- (1. Input Data: Proj Name. Client. Proj No. Job No. Doc No. Loc. Job TitleDocument3 pages(1. Input Data: Proj Name. Client. Proj No. Job No. Doc No. Loc. Job TitleMin KhantNo ratings yet
- 423 - Fresa DiscoDocument28 pages423 - Fresa DiscoVinicius Sabrina PedroNo ratings yet
- Single Open-End Spanner Open Combination SpannerDocument8 pagesSingle Open-End Spanner Open Combination SpannerNicholas KumarNo ratings yet
- Ic-1376-20 Wash Over Aj77711Document1 pageIc-1376-20 Wash Over Aj77711ivan dario benavides bonillaNo ratings yet
- Gear Ginding FundamentalsDocument12 pagesGear Ginding FundamentalsfendynovapamelaNo ratings yet
- Soillmec®: Drilling and Foundation EquipmentDocument6 pagesSoillmec®: Drilling and Foundation EquipmentFarras ZulfahmiNo ratings yet
- C & MC ShapesDocument13 pagesC & MC ShapesRenjith Rajasekharan NairNo ratings yet
- New Improved - CAD Formats PDFDocument19 pagesNew Improved - CAD Formats PDFShoaibNo ratings yet
- Design One Way Slab ReinforcementDocument8 pagesDesign One Way Slab ReinforcementRica Bernadeth FriasNo ratings yet
- Super End ChipperDocument14 pagesSuper End ChipperalphatoolsNo ratings yet
- NZ17DH5N3KW03800 ZR00Document3 pagesNZ17DH5N3KW03800 ZR00DanielEscobarMontecinosNo ratings yet
- Airmax RM Solenoid ValveDocument6 pagesAirmax RM Solenoid ValveManoj DoshiNo ratings yet
- Clark Adjustable Cutting Tools 1945Document4 pagesClark Adjustable Cutting Tools 1945Isabela SiqueiraNo ratings yet
- Omega Lighting C4213TW INC PAR-38 Paracone Downlight Spec Sheet 1-86Document2 pagesOmega Lighting C4213TW INC PAR-38 Paracone Downlight Spec Sheet 1-86Alan MastersNo ratings yet
- Boat111 PDFDocument1 pageBoat111 PDFJeff AndersonNo ratings yet
- P25E Choke valve specification sheetDocument4 pagesP25E Choke valve specification sheetHùng DươngNo ratings yet
- SBI 2 (3)Document11 pagesSBI 2 (3)cristianNo ratings yet
- 4Document47 pages4mohamed nageebNo ratings yet
- AG Right Angle Gear Drives CT 09 - 15 1Document6 pagesAG Right Angle Gear Drives CT 09 - 15 1Ahmad FaujiNo ratings yet
- PROPELLER SHAFT DESIGN AND SPECIFICATIONSDocument5 pagesPROPELLER SHAFT DESIGN AND SPECIFICATIONSHuy HùynhNo ratings yet
- Stable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriesDocument28 pagesStable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriespapa bianNo ratings yet
- Neotiss: HPT Finned TubesDocument7 pagesNeotiss: HPT Finned TubesussNo ratings yet
- DRILCO Tools Inspection Report for Box - Box (NDTDocument1 pageDRILCO Tools Inspection Report for Box - Box (NDTivan dario benavides bonillaNo ratings yet
- Pages From 315R-18 Guide To Presenting Reinforcing Steel Design DetailsDocument1 pagePages From 315R-18 Guide To Presenting Reinforcing Steel Design DetailsYaserNo ratings yet
- Family2207 SpecificationsDocument3 pagesFamily2207 SpecificationsMartin Augusto Torrau CayoNo ratings yet
- X C N (None) : Important: Carefully Consider The Maximum SystemDocument4 pagesX C N (None) : Important: Carefully Consider The Maximum SystemenovanovaNo ratings yet
- 71-73 Dynabolts PDFDocument3 pages71-73 Dynabolts PDFErik HaryantoNo ratings yet
- Fire Hydrant DrawingDocument3 pagesFire Hydrant DrawingAshar HassanNo ratings yet
- Armstrong Isolation ValveDocument4 pagesArmstrong Isolation ValveAnggaNo ratings yet
- Gedore Generalcatalog2010Document155 pagesGedore Generalcatalog2010Александар ДимитријевићNo ratings yet
- Ic-1370-20 Wash Over Ag70457Document1 pageIc-1370-20 Wash Over Ag70457ivan dario benavides bonillaNo ratings yet
- DRILCO Tools Inspection Report Box - Box (NDT) : Box Connection Box ConnectionDocument1 pageDRILCO Tools Inspection Report Box - Box (NDT) : Box Connection Box Connectionivan dario benavides bonillaNo ratings yet
- Iv-0779-20 Taper Mill Ah09271Document1 pageIv-0779-20 Taper Mill Ah09271ivan dario benavides bonillaNo ratings yet
- SEO-Optimized Title for Tank Cleaning Machine DiagramDocument19 pagesSEO-Optimized Title for Tank Cleaning Machine DiagramGanesa MurthyNo ratings yet
- IADC Bit Dull Grading System PDFDocument1 pageIADC Bit Dull Grading System PDFMohamed MahmoudNo ratings yet
- R FencesDocument82 pagesR FencesArman Man100% (1)
- Drill Stem Subs: Tubulars, Drilling & Workover Tools, Cementing EquipmentDocument1 pageDrill Stem Subs: Tubulars, Drilling & Workover Tools, Cementing EquipmentKarla HernandezNo ratings yet
- PoleysDocument20 pagesPoleysDiego ArzateNo ratings yet
- Sdi 111-1Document23 pagesSdi 111-1SameerSaleemNo ratings yet
- Specialty Complete Catalog BWDocument13 pagesSpecialty Complete Catalog BWSamir ChaudharyNo ratings yet
- Roof DetailsDocument3 pagesRoof DetailsAlex Rider0% (1)
- ECL ExercisesDocument4 pagesECL ExercisesBessam MeghdouriNo ratings yet
- WAG History ModeDocument4 pagesWAG History ModeBessam MeghdouriNo ratings yet
- Norne Model For Atw2013Document53 pagesNorne Model For Atw2013Bessam MeghdouriNo ratings yet
- Aquifer Model Sensitivity Analysis to Faults and AnisotropyDocument6 pagesAquifer Model Sensitivity Analysis to Faults and AnisotropyBessam MeghdouriNo ratings yet
- Terms and Conditions For Use of License To Data: Sleipner Co2 Reference Dataset LicenseDocument4 pagesTerms and Conditions For Use of License To Data: Sleipner Co2 Reference Dataset LicenseBessam MeghdouriNo ratings yet
- Eclipse Reservoir SimulatorDocument4 pagesEclipse Reservoir SimulatorAamir LokhandwalaNo ratings yet
- Petrel Geology & ModelingDocument2 pagesPetrel Geology & ModelingBessam MeghdouriNo ratings yet
- A Comparative Study of The Mississippian Barnett Shale and Devonian Marcellus ShaleDocument118 pagesA Comparative Study of The Mississippian Barnett Shale and Devonian Marcellus ShaleBessam MeghdouriNo ratings yet
- Arinkola AkeemDocument301 pagesArinkola Akeemskywalk189No ratings yet
- Material Balance - IAPDocument205 pagesMaterial Balance - IAPBessam MeghdouriNo ratings yet
- Hydraulics Labs Test ReviewDocument7 pagesHydraulics Labs Test ReviewJohn roland GarciaNo ratings yet
- CE-432 Introduction to Hydraulics Engineering Lec #1Document25 pagesCE-432 Introduction to Hydraulics Engineering Lec #1Hassan TahirNo ratings yet
- Tekba EML Series Solenoid Dosing Pump Technical DataDocument4 pagesTekba EML Series Solenoid Dosing Pump Technical DataDony SucionoNo ratings yet
- RE 25 860/11.11 Replaces: RE 25 860/10.10 Pressure Relief ValvesDocument3 pagesRE 25 860/11.11 Replaces: RE 25 860/10.10 Pressure Relief ValvesflowNo ratings yet
- Piping Class - EC11Document2 pagesPiping Class - EC11Дмитрий РыбаковNo ratings yet
- Tubulacao Dimensioes Globais Valvulas e ConexoesDocument3 pagesTubulacao Dimensioes Globais Valvulas e ConexoesDouglas Fernandes Dos SantosNo ratings yet
- Billing Qty-UB-Chamundi - New B Hall ExpansionDocument12 pagesBilling Qty-UB-Chamundi - New B Hall ExpansionNarasimman NarayananNo ratings yet
- New Gen DredgersDocument1 pageNew Gen DredgersViswanatham MarellaNo ratings yet
- Medana CH1-L.1604-1-E-E-10T (60 USGPM, 100 FT.)Document4 pagesMedana CH1-L.1604-1-E-E-10T (60 USGPM, 100 FT.)Aziz UllahNo ratings yet
- PVC-DWV and ABS-DWV Pipe and Fittings: Dimensional CatalogDocument44 pagesPVC-DWV and ABS-DWV Pipe and Fittings: Dimensional CatalogMohamed AtefNo ratings yet
- Heat NoDocument234 pagesHeat NoDARMANo ratings yet
- Pc35r-8 S - N F21701-Up - Control Valve (11 - 17)Document2 pagesPc35r-8 S - N F21701-Up - Control Valve (11 - 17)Husika HusikaaNo ratings yet
- Water Hammer Analysis and SolutionsDocument12 pagesWater Hammer Analysis and SolutionsAhmed Salah HassanNo ratings yet
- EEV Cross Reference Table: Tabella Di Confronto EEVDocument8 pagesEEV Cross Reference Table: Tabella Di Confronto EEVkuruman endustriyel sogutma sistemleriNo ratings yet
- TDS 11 Hydraulic AnimationDocument17 pagesTDS 11 Hydraulic Animationahmed.kareem.khanjerNo ratings yet
- Yapak CPRDocument1 pageYapak CPRElvyn Fabellore HerreraNo ratings yet
- BL (T) 60Hz BL (T) 2 60HzDocument2 pagesBL (T) 60Hz BL (T) 2 60HzWilliam Steven Morales RodriguezNo ratings yet
- Vincke Gear Pumps CatDocument48 pagesVincke Gear Pumps CatVelibor KaranovicNo ratings yet
- Supreme UPVC Aqua Gold Price List 01-10-2022Document1 pageSupreme UPVC Aqua Gold Price List 01-10-2022Suraj ModiNo ratings yet
- Chapter 8 Indirect Special WasteDocument3 pagesChapter 8 Indirect Special Wasteapi-131679190No ratings yet