You might also like
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- 00 CINCINNATI No 2 Radius Grinding AttachmentDocument4 pages00 CINCINNATI No 2 Radius Grinding AttachmentGilberto GarciaNo ratings yet
- Tyco Grinnell Grooved CouplingDocument4 pagesTyco Grinnell Grooved Couplingprvns0074377No ratings yet
- Drill StringDocument27 pagesDrill StringAboZaidNo ratings yet
- Drill Stem Components: 95 YearsDocument28 pagesDrill Stem Components: 95 YearsAdel RafikNo ratings yet
- Data Sheet: Available Mounting ConfigurationsDocument2 pagesData Sheet: Available Mounting Configurationsgil1187No ratings yet
- Supplement 18 2 ENGDocument160 pagesSupplement 18 2 ENGluisA1923No ratings yet
- Design Standards: SAE J534Document2 pagesDesign Standards: SAE J534alucard3750% (1)
- Figure 740 GRINNELL Rapid Installation Pivot-Bolt (GRIP) Rigid CouplingDocument4 pagesFigure 740 GRINNELL Rapid Installation Pivot-Bolt (GRIP) Rigid CouplingСергей КолесниковNo ratings yet
- Plenum Plug Fans (Models Cpfbi Cpfbia Cpnbia) Catalog 751Document4 pagesPlenum Plug Fans (Models Cpfbi Cpfbia Cpnbia) Catalog 751siva anandNo ratings yet
- MB 190 WMDocument866 pagesMB 190 WMjose guara100% (1)
- Structure and Features: Needle Roller Cages For Big End Needle Roller Cages For Small EndDocument3 pagesStructure and Features: Needle Roller Cages For Big End Needle Roller Cages For Small End黃錦秀No ratings yet
- Rima Rolamentos Versão1 PDFDocument114 pagesRima Rolamentos Versão1 PDFCarlos Alberto de OliveiraNo ratings yet
- SankarDocument49 pagesSankarRavikumara TNo ratings yet
- s45c Steel DescriptionDocument2 pagess45c Steel Descriptionagus fitriyadiNo ratings yet
- Paes 315 PinsDocument7 pagesPaes 315 PinsChie ChieNo ratings yet
- Saej 499 Av 001Document5 pagesSaej 499 Av 001willianNo ratings yet
- Saej1459v004 PDFDocument9 pagesSaej1459v004 PDFvishalNo ratings yet
- Splines: Side Splines For Soft Holes in Fittings-Sae J499aDocument4 pagesSplines: Side Splines For Soft Holes in Fittings-Sae J499aSanjay C BhattNo ratings yet
- Stable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriesDocument28 pagesStable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriespapa bianNo ratings yet
- BHA Components and PerformancesDocument133 pagesBHA Components and PerformancesJim Bode100% (1)
- 2985 6085 1 PBDocument7 pages2985 6085 1 PBDinizNo ratings yet
- GRINNEL Fig 577Document4 pagesGRINNEL Fig 577rutyNo ratings yet
- NSK CAT E1102m B182-205Document12 pagesNSK CAT E1102m B182-205Jorge Perez CabanasNo ratings yet
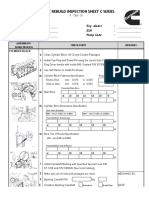
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Mold-in Insert GuideDocument1 pageMold-in Insert GuidechuranjitNo ratings yet
- NIKO Track Roller Bearing CatalogueDocument29 pagesNIKO Track Roller Bearing CataloguezhiqianxuNo ratings yet
- Design Minimum-Weight Gears with New AlgorithmDocument5 pagesDesign Minimum-Weight Gears with New AlgorithmmgualdiNo ratings yet
- Ig-03 Redundancy Spare PartDocument9 pagesIg-03 Redundancy Spare Parthpdragon84No ratings yet
- DriveTechnology p174 p193 Steel Laminae CouplingsDocument20 pagesDriveTechnology p174 p193 Steel Laminae CouplingsNhật Quang PhạmNo ratings yet
- SSP-1776-4 Table of Limits - Complete PDFDocument191 pagesSSP-1776-4 Table of Limits - Complete PDFGabriel SantosNo ratings yet
- Roller Cone BitsDocument62 pagesRoller Cone Bits叶芊No ratings yet
- 7-65-0409 Rev 6Document1 page7-65-0409 Rev 6rajanjisri2259No ratings yet
- Bevel Gear Manufacturing Troubleshooting: - L., ) Li: I - Iiil - In'Document5 pagesBevel Gear Manufacturing Troubleshooting: - L., ) Li: I - Iiil - In'Prasanna JNo ratings yet
- Model Tuning Tips YamahaDocument15 pagesModel Tuning Tips YamahaTwinFlatfourNo ratings yet
- PhillipsDocument14 pagesPhillipsgtthuyuhhrehnkNo ratings yet
- Design and Selection Of: Robert P. Phlllips Specialty Tools Division RockfordDocument14 pagesDesign and Selection Of: Robert P. Phlllips Specialty Tools Division RockfordPrabhat SharmaNo ratings yet
- M268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument4 pagesM268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMARCOS LAY GARCIA COONo ratings yet
- GRINNEL Figure 577 Acoplamiento Rig RanDocument4 pagesGRINNEL Figure 577 Acoplamiento Rig RanFIRE RL SYSTEMSNo ratings yet
- Design Manual Is-800 Chapter 1Document43 pagesDesign Manual Is-800 Chapter 1Vivek Kumar GopeNo ratings yet
- An3-An20 GenspecsDocument1 pageAn3-An20 GenspecsluwerNo ratings yet
- KotllyarDocument6 pagesKotllyarDhruv SutharNo ratings yet
- PA44 Lycoming Ovehaul Manual 76 Series 60294-9 Rev Jun 1996Document91 pagesPA44 Lycoming Ovehaul Manual 76 Series 60294-9 Rev Jun 1996aditya nugrahaNo ratings yet
- Manual Valves Datasheet. Rev 1Document7 pagesManual Valves Datasheet. Rev 1eke23No ratings yet
- 4G Fcaw WPSDocument3 pages4G Fcaw WPSdjafourNo ratings yet
- Training Final Drives - 7 (A)Document46 pagesTraining Final Drives - 7 (A)DraganNo ratings yet
- 156 180Document181 pages156 180Kurnia Adi WibowoNo ratings yet
- Timken Part Number H242649 - H242610CD, Tapered Roller Bearings - TDO (Tapered Double Outer) ImperialDocument5 pagesTimken Part Number H242649 - H242610CD, Tapered Roller Bearings - TDO (Tapered Double Outer) ImperialHector DuarteNo ratings yet
- ASNA2041Document18 pagesASNA2041BorjaNo ratings yet
- Restriction Orifice T95500enDocument2 pagesRestriction Orifice T95500enCarlos SopasNo ratings yet
- Understanding Bevel and Hypoid Gear Crowning TechniquesDocument6 pagesUnderstanding Bevel and Hypoid Gear Crowning TechniquesRZW RNo ratings yet
- "L4" Drive End: Operation - Assembly Instructions and Parts List ForDocument6 pages"L4" Drive End: Operation - Assembly Instructions and Parts List ForDavid Torres SibajaNo ratings yet
- Catálogo de Peças Ecavadeira HYUNDAI R140Document930 pagesCatálogo de Peças Ecavadeira HYUNDAI R140Tiago Soares100% (2)
- Timken Tapered Roller Bearing Spec SheetDocument5 pagesTimken Tapered Roller Bearing Spec SheetGaston de los ReyesNo ratings yet
- Kaydon 390 BearingTablesDocument69 pagesKaydon 390 BearingTablesejhon edonNo ratings yet
- 76 Sears Tractors 3Document16 pages76 Sears Tractors 3andre leducNo ratings yet
- Salberg A4 Catalogue RevisedDocument28 pagesSalberg A4 Catalogue RevisedSinenhlanhlaNo ratings yet
- M020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Document227 pagesM020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Matija Segarić100% (1)
- Series 2700 Maintenance ManualDocument12 pagesSeries 2700 Maintenance ManualLuciusNo ratings yet
- TSD 2859Document396 pagesTSD 2859Info Al Rukn Al QadeemNo ratings yet
- ROLLWAY BearingDocument12 pagesROLLWAY BearingfendynovapamelaNo ratings yet
- Book Review: Mindset - The New Psychology of Success by Carol DweckDocument20 pagesBook Review: Mindset - The New Psychology of Success by Carol DweckfendynovapamelaNo ratings yet
- HARDFACING ALLOYS in Sugar IndustryDocument28 pagesHARDFACING ALLOYS in Sugar IndustryfendynovapamelaNo ratings yet
- Meeting Material Selection ChallengesDocument7 pagesMeeting Material Selection ChallengesNellai GtrNo ratings yet
- Process Engineering Solutions To Mechanical FailuresDocument10 pagesProcess Engineering Solutions To Mechanical FailuresfendynovapamelaNo ratings yet
- Deal With Challenging Working EnvironmentDocument20 pagesDeal With Challenging Working EnvironmentfendynovapamelaNo ratings yet
- GHT2021 Session II - Rainer Schroer - GIZ ChileDocument24 pagesGHT2021 Session II - Rainer Schroer - GIZ ChilefendynovapamelaNo ratings yet
- Generating Gear GrindingDocument83 pagesGenerating Gear GrindingfendynovapamelaNo ratings yet
- Catalog Annapurna VillaDocument10 pagesCatalog Annapurna VillafendynovapamelaNo ratings yet
- Welding Imperfection & MaterialDocument57 pagesWelding Imperfection & MaterialRushangNo ratings yet
- GHT2021 Session II - Jan Michalski - LBST (WEC)Document23 pagesGHT2021 Session II - Jan Michalski - LBST (WEC)fendynovapamelaNo ratings yet
- WinGD 2S - Aligment - Guidelines For MeasurementsDocument32 pagesWinGD 2S - Aligment - Guidelines For MeasurementsfendynovapamelaNo ratings yet
- 1.9.1.2-85T - 316 Stainless SteelDocument4 pages1.9.1.2-85T - 316 Stainless SteelfendynovapamelaNo ratings yet
- ANALYSISTABS Multiple Project Tracking Template ExcelDocument21 pagesANALYSISTABS Multiple Project Tracking Template ExcelfendynovapamelaNo ratings yet
- 1.9.1.2-95MXC - UltraHardDocument4 pages1.9.1.2-95MXC - UltraHardfendynovapamelaNo ratings yet
- Repair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingDocument3 pagesRepair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingfendynovapamelaNo ratings yet
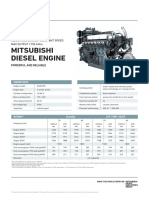
- Mitsubishi Diesel Engine - S16R-PTADocument2 pagesMitsubishi Diesel Engine - S16R-PTAfendynovapamelaNo ratings yet
- Development of High Erosion-Resistant Gate Valve For Geothermal Gathering SystemDocument3 pagesDevelopment of High Erosion-Resistant Gate Valve For Geothermal Gathering SystemfendynovapamelaNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelDocument5 pagesTafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelCarlos Gabriel EstergaardNo ratings yet
- 6EY18 (A) L (0CH10-M35901 - En)Document221 pages6EY18 (A) L (0CH10-M35901 - En)fendynovapamelaNo ratings yet
- Pneumatic Catatalogue UsDocument76 pagesPneumatic Catatalogue UsfendynovapamelaNo ratings yet
- Astm E140 PDFDocument25 pagesAstm E140 PDFMuraliKrishna100% (1)
- Mitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EngineDocument4 pagesMitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EnginefendynovapamelaNo ratings yet
- Formulas in GearingDocument108 pagesFormulas in GearingFrancisco Daniel ColimbaNo ratings yet
- MSc Thesis on VAW in PhilippinesDocument100 pagesMSc Thesis on VAW in Philippineselma cutamoraNo ratings yet
- DepEd Memorandum on SHS Curriculum MappingDocument8 pagesDepEd Memorandum on SHS Curriculum MappingMichevelli RiveraNo ratings yet
- Sealed with a Kiss Hit Song from 1962Document1 pageSealed with a Kiss Hit Song from 1962mrmarcoguimaNo ratings yet
- Contrastive Study of English and Romanian Legal TerminologyDocument39 pagesContrastive Study of English and Romanian Legal TerminologyVictorNo ratings yet
- Test Bank For American Pageant Volume 1 16th EditionDocument36 pagesTest Bank For American Pageant Volume 1 16th Editionzoonwinkfoxyj8100% (48)
- Diesel Pump of The Desmi GroupDocument10 pagesDiesel Pump of The Desmi Groupngocdhxd92No ratings yet
- Touch TypingDocument49 pagesTouch TypingCris Tin100% (2)
- Unit 1 Advanced WordDocument115 pagesUnit 1 Advanced WordJorenn_AyersNo ratings yet
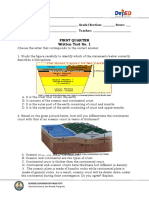
- Written Work 1 Q1 Science 10Document6 pagesWritten Work 1 Q1 Science 10JOEL MONTERDENo ratings yet
- 2689 26489 1 PBDocument9 pages2689 26489 1 PBAntonio EspañaNo ratings yet
- Redox ChemistryDocument25 pagesRedox ChemistrySantosh G PattanadNo ratings yet
- Development Plan-Part IV, 2022-2023Document3 pagesDevelopment Plan-Part IV, 2022-2023Divina bentayao100% (5)
- Tax 1Document351 pagesTax 1AbbyNo ratings yet
- Lab Report 4 - Group 6Document15 pagesLab Report 4 - Group 6ClarisshaNo ratings yet
- Module IV StaffingDocument3 pagesModule IV Staffingyang_19250% (1)
- Villariba - Document Analysis - Jose RizalDocument2 pagesVillariba - Document Analysis - Jose RizalkrishaNo ratings yet
- Inducting - Orientation, Socialisation & Placing New HiresDocument17 pagesInducting - Orientation, Socialisation & Placing New HiresJaskiran KaurNo ratings yet
- CartridgeDocument26 pagesCartridgeMnavya SaiNo ratings yet
- Talent Level 3 Grammar Tests Unit 2Document2 pagesTalent Level 3 Grammar Tests Unit 2ana maria csalinasNo ratings yet
- Indigo CaseDocument13 pagesIndigo Caseharsh sainiNo ratings yet
- ACCT250-Auditing Course OutlineDocument7 pagesACCT250-Auditing Course OutlineammadNo ratings yet
- Sivas Doon LecturesDocument284 pagesSivas Doon LectureskartikscribdNo ratings yet
- PCC 3300 PDFDocument6 pagesPCC 3300 PDFdelangenico4No ratings yet
- Chimdesa J. Functional FoodsDocument201 pagesChimdesa J. Functional FoodsChimdesa100% (1)
- Types of Motivation in Language LearningDocument8 pagesTypes of Motivation in Language LearningAlya IrmasyahNo ratings yet
- Processing, Handling and Storage of Agricultural Product 2Document6 pagesProcessing, Handling and Storage of Agricultural Product 2LittleagleNo ratings yet
- L.G.B.T. Fiction: Book ReviewDocument4 pagesL.G.B.T. Fiction: Book ReviewDejana KosticNo ratings yet
- Policy Based Routing On Fortigate FirewallDocument2 pagesPolicy Based Routing On Fortigate FirewalldanNo ratings yet
- 3.part I-Foundations of Ed (III)Document25 pages3.part I-Foundations of Ed (III)Perry Arcilla SerapioNo ratings yet
- 6 - 2010 Chapter 5 - Contrasting Cultural ValuesDocument39 pages6 - 2010 Chapter 5 - Contrasting Cultural ValuesHari KrishnaNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingFrom EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNo ratings yet
- Engineering Rock Mass Classification: Tunnelling, Foundations and LandslidesFrom EverandEngineering Rock Mass Classification: Tunnelling, Foundations and LandslidesRating: 4 out of 5 stars4/5 (5)