Professional Documents
Culture Documents
WinGD 2S - Aligment - Guidelines For Measurements
Uploaded by
fendynovapamelaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
WinGD 2S - Aligment - Guidelines For Measurements
Uploaded by
fendynovapamelaCopyright:
Available Formats
Copyright Wärtsilä. All rights reserved.
By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 Gap and sag of un-coupled flanges .............................................................. 2
2 Crankweb deflection ....................................................................................... 3
2.1 Preparation of crankweb deflection measurements ..................................... 3
2.2 Judgement of crankweb deflection measurement results ............................ 8
2.3 Recording of crankweb deflection measurement results .............................. 9
2.4 Evaluation of vertical and horizontal crankweb deflection .......................... 10
3 Static bearing loads ...................................................................................... 11
3.1 Preparation of static bearing load measurements ...................................... 11
3.2 Measurement of static bearing loads .......................................................... 15
3.3 Recording of static bearing loads ............................................................... 18
3.4 Evaluation of static bearing load measurement results .............................. 19
Introduction
The purpose of this alignment practice guideline is to provide information and guidelines
about the correct measurement, recording, judgement and evaluation of crankweb
deflections and bearing loads. It is based on practical experience and aims to support
the end user in achieving evaluable results.
Abbreviations
The following abbreviations are used in this document:
ALC alignment layout calculation
BDC Bottom dead centre
CA crank angle
DG design group (Wärtsilä drawing set structure)
EXH Exhaust side
FPS Fuel pump side
mb engine main bearing
TDC Top dead centre
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
1 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä. 1 Gap and sag of un-coupled flanges
This section provides information about measuring of gap and sag values for un-coupled
flanges during the alignment of shafts and main engine. Details about this alignment
procedure are provided in DG9709 - “Engine alignment – Procedure & measurements at
shipyard” - section “Final alignment in floating condition”. The gap & sag data for the
alignment process are provided by the case specific ALC. The gap and sag values
shown in this section are provided as examples only.
0.00 mm
0.20 mm 0.20 mm
1000mm
SAG
0.40 mm
SAG: The radial offset between two shafts
SAG = (0+0.4) / 2 = 0.20 mm
Figure 1: measurement of sag by means of a dial gauge
0.00 mm
0.15 mm 0.15 mm
1000mm
GAP
0.30 mm
GAP: The angular displacement of the
0000direction of two shafts GAP = 0 + 0.3 / 1 = 0.30 mm / m
Figure 2: measurement of gap by means of a dial gauge
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
2 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
2 Crankweb deflection
This section provides guideline for crankweb deflection measurement in addition to the
contents provided by DG9709 - “Engine alignment – crankweb deflections - limits“ and
DG9709 - “Engine alignment – Procedure & measurements at shipyard“.
Good experience and great care is crucial for measuring crankweb deflections.
The safety rules have to be strictly observed.
The engine is stopped and has to be reliably interlocked against starting for
safety reasons until completion of the measurement and after all crank doors
have been completely closed again.
In particular the safety advices provided in the Maintenance Manual (MM), e.g. the
minimum delay between stopping of main engine and opening of crankcase
doors, the oily surfaces inside the engine, etc.
2.1 Preparation of crankweb deflection measurements
2.1.1 Tools for crankweb deflection measurement
The crankshaft deflection gauge which is included in the set of engine tools or a similar
one1 with appropriate length and 1/100 mm scale should be used for the measurement
of crankweb deflection see figure 3.
Figure 3: mechanical dial gauge kit (left), electronical measurement gauge (right)
Preparation of dial gauge
Before using the deflection gauge its functionality needs to be checked carefully:
The indicator sliding rod has to move smoothly and free from any irregular friction
or an abnormally high resistance during movement.
The extension bar needs to be straight and selected in accordance with the engine
specific distance “A” between the opposing crankwebs / main journals (see table 1
and figure 4).
1
Alternatively also an electronic measurement system using an inductive distance sensor as shown in
figure 3 can be used.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
3 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Distance “A”
between cranks /
Table 1
journals *1
[mm]
W-X35 136
W-X40 156
W-X62 234
W-X72 270
W-X82 272
W-X92 320
RTA / RT-flex48T-D 150
RT-flex50 / -B / -D
150
RT-flex50DF
RT-flex58T-D / -E
183
RTA58T-D
RT-flex60C-B 186
RTA / RT-flex68-D 210
RTA / RT-flex82C 272
RTA / RT-flex82T-B/ -D 272
RTA / RT-flex84T-D 260
RTA / RT-flex96C-B 404
*1 without consideration of punch mark Figure 4: Distance between crankwebs /
depths main journals.
2.1.2 Ambient conditions during crankweb deflection measurement
Switching-off heat sources in foundation
For measurements at cold condition, the following heat sources have to be
switched-off at least 8 hours before the measurement:
the tank heating in main lubricating oil sump tank;
the tank heating in any other tank in the engine room double bottom;
the pre-heater of the main lubricating oil separator.
For measurements at warm conditions, the above mentioned heat sources have to be
switched-off at least 4 hours before the measurements.
For measurements at hot conditions, the above mentioned heat sources have to be
switched-off at least 1 hour before the measurements.
Sea motion
For measurements in afloat conditions, flat water conditions are recommended.
Measurements made at sea motion or heavy swell or even rough sea condition, may
lead to scattered measurement results which might not be evaluable.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
4 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
If such measurement conditions cannot be avoided (e.g. at sea trial), then we
recommend to repeat the measurement as soon as more favorable conditions are
present (e.g. after sea trial) – even if the draught or temperature has changed – and to
include these additional measurements to those with scattered results.
Further influences
During the measurement, the influences onto alignment should be limited as far as possible:
Measurements at covered sky or just after sunrise or at night should be preferred.
Cargo operation or ballasting operation should be avoided.
Measurements at strong sunshine onto one side of ship hull should be avoided.
2.1.3 Engine conditions during crankweb deflection measurement
The electric motor driven turning gear has to be ready for use.
The piston and cylinder liner including all other moving parts should be
lubricated well before the measurement is taken to avoid any abnormal friction
change while turning the crankshaft – in particular after a longer period of engine
stand-still.
The engine is stopped and has to be reliably interlocked against starting.
The main lubricating oil pumps (incl. crosshead pumps, if exist) have to be
stopped as early as possible.
The indicator (test) cocks at all cylinder covers need to be opened.
2.1.4 Measuring crankweb deflections
The crankweb deflection is measured at five angular positions. The first and the last
reading values need to be read when the dial gauge is very close to the connecting
rod (details see figure 6).
A detailed step-by-step description for preparation and performance of reading crankweb
deflections is provided in this section. The steps are indicated by numbered paragraphs.
Safety
Ensure that the safety advices mentioned in section 2 are fully adhered at any
time and that the main engine is stopped and reliably interlocked against starting
until completion of the measurement and after all crank doors have been
completely closed again.
Turning direction during measurement
It is recommended to choose the turning direction based on location of turning gear (see
figure 5):
Counter-clockwise rotation for engines with turning gear on fuel pump side:
e.g. RTA48T-D, RTA58T-D, RT-flex60C-B, RTA68-D, RTA82C, RTA82T/T-B,
RTA/RT-flex84T-D, RTA/RT-flex96C-B.
Clockwise rotation for engines with turning gear on exhaust side:
e.g. W-X35, W-X40, W-X62, W-X72, W-X82, W-X92, RT-flex48T-D, RT-flex50-B/-D,
RT-flex82C/T.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
5 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
view from engine aft end
turning gear turning gear
at fuel pump at exhaust side
side
counter- clockwise
clockwise turning
turning
Figure 5: definition of turning directions (view from aft end)
During a measurement session, the crankweb deflections of all cranks have to be
measured with the same turning direction, i.e.
- either clockwise for all cranks
- or counter-clockwise for all cranks.
All measurements must be read under the same condition, i.e.
- either all are read during turning of the crankshaft
- or all are read at stopped condition.
That means in case all measurements were taken while the crankshaft continued turning,
also the last measurement has to be taken during turning and just before stopping.
crank pin at BDCfps crank pin at BDCexh
or or
dial gauge at TDCexh dial gauge at TDCfps
crank pin at FPS crank pin at EXH
crank pin at TDC
or or
or
dial gauge at EXH dial gauge at FPS
dial gauge at BDC
measurement sequence with clockwise turning direction
measurement sequence with counter-clockwise turning direction
Figure 6: reading positions for crankweb deflections (view from aft end)
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
6 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Inserting and resetting the dial gauge
High attention needs to be paid for the correct setting of the deflection gauge:
1) Engage the turning gear.
2) Turn the crankshaft at least one revolution in order to ensure that all moving
engine components are free and get properly lubricated and thus reduce the
resistance to a minimum, especially after a longer period of stand-still.
3) Turn relevant crank pin into the bottom dead centre (BDC)2.
4) Then just turn the crankshaft out of the bottom dead centre into the first of the five
reading positions2 using the same turning direction like for all subsequent
measurements, i.e. turn the crank
- either into bottom dead centre – exhaust side for counter-clockwise measurement;
- or into bottom dead centre – fuel pump side for clockwise measurement
This position needs to be as close as possible to the bottom dead centre position so
that the dial gauge can just safely be inserted and turned around its axis (see
step 6).
5) Insert the dial gauge carefully into the round centre punch marks which are stamped
into each of the two opposing main journals of relevant crank as shown in figure 7
and figure 8.
Do not insert the gauge into the crank - journal slip indication marks on the outer
side of the round centre punch marks3.
A centre punch mark
for dial gauge
Crank
Journal approx. 18mm
Crank
Web
Figure 7: positions of round centre punch mark dedicated for inserting the crankweb
deflection measurement gauge
2
Turning the crankweb into bottom dead centre completely and then use the turning direction for
measurement to turn the crank into the first of the five reading positions close to the connecting rod is
crucial to achieve the required low difference between the first and the fifth reading value – see
section 2.2 .
3
The indicated distance (18mm) between the centre punch mark for crankweb deflection gauge and
the crank - journal slip indication marks may differ, depending on engine type and version.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
7 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 8: dial gauge installed for crankweb deflection measurement
6) Ensure a complete settlement of dial gauge into the round centre punch marks by
numerous turns around its measuring axis until the gauge indicates a steady value.
7) Finally reset the dial gauge to zero.
Reading and noting the crankweb deflections
8) Turn the crankshaft in the chosen turning direction and read and record the
deflection changes when the crank pin reaches relevant reading positions shown
in figure 6.
9) Right after reading the fifth deflection value, check the difference between the first
and the last reading value: It has to comply with the permissible deviation as
explained in section 2.2 . If the permissible deviation is exceeded, then repeat the
complete measurement of the relevant crank. In case of sea motion causing
excessive deviations see section 2.1.2 - subsection “Sea motion”.
10) Repeat steps 3) to 9) for each crank to be measured.
2.2 Judgement of crankweb deflection measurement results
The permissible deviation between the first and the last crankweb deflection reading
value is limited as listed in table 2 for each engine type.
If the permissible deviation is exceeded, then the complete measurement of the relevant
crank needs to be repeated – otherwise it might not be possible to judge the
measurement results.
Possible reasons for exceeding the permissible deviation can be
change of turning direction when turning from the first to the second reading position
incomplete settlement of dial gauge into the centre punch marks
either the first or the last reading position was too far away from bottom dead
centre – see figure 6.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
8 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Permissible deviation
Table 2 between first and last deflection reading value
of a crankweb [mm]
W-X35
W-X40
0.03
W-X62 0.04
W-X72 0.05
W-X82
W-X92
0.06
RT-flex48T-D & RTA48T-D
RT-flex50-B / -D & RT-flex50DF
RT-flex58T-D / -E & RTA58T-D
0.04
RT-flex60C-B
RT-flex68-D & RTA68-D 0.05
RT-flex82C & RTA82C
RT-flex82T & RTA82T
RT-flex84T-D & RTA84T-D
0.06
RT-flex96C-B & RTA96C-B
2.3 Recording of crankweb deflection measurement results
A careful recording of crankweb deflection measurement results is essential for a reliable
analysis of the alignment condition. In addition to the measurement results, also further
information about the measurement conditions and the measurement tools need to be
included in the records for a clear understanding and a comprehensive judgement of the
alignment measurement results.
We recommend using the Wärtsilä data record sheets. They are provided free of
charge in Microsoft Excel file format. See DG9707 - “Engine alignment – record sheets”.
Please contact Wärtsilä, e.g. by email to: application.engineering.ch@wartsila.com or
contact the local Wärtsilä office.
2.3.1 Additional information about measurement
General information
date of measurement
engine type, incl. number of cylinders
engine builder and his manufacturing number (refer to name plate at engine)
for ship newbuilding: shipyard name, hull number and IMO number
for ships in service: ship name and IMO number
for ship newbuilding: current engine and shaft installation progress, e.g. before or
after chocking, before or during or after sea trial
for ships in service: operating hours
Information about ship condition
current fore and aft ship draught
approx. temperatures of crankshaft, main lubricating oil and cylinder cooling water
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
9 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Information about reading details
units of crankweb deflection reading values (e.g. 1/100 mm)
turning direction during the measurement, i.e. either “counter-clockwise” or
“clockwise” 4
the referred measurement positions4:
crank pin position dial gauge position
view from engine aft end view from engine aft end
(default in WCH documentation)
TDC TDCfps TDCexh
FPS EXH
FPS EXH
BDCfps BDCexh BDC
Figure 9: definitions of crankweb deflection reading conventions
The reading convention of the dial gauge4 which is defined as follows:
If the measured distance is reduced and
the dial gauge indicates more negative values (or lower positive values resp.),
then the reading convention complies with the default in WCH
documentation:
(default in WCH documentation)
If the measured distance is reduced and
the dial gauge indicates higher positive values (or less negative values resp.),
then the reading convention is opposite to the default in WCH
documentation. (e.g. Japanese dial gauges)
(opposite to WCH documentation)
2.4 Evaluation of vertical and horizontal crankweb deflection
It is recommended to use Wärtsilä´s recording sheet in DG9707 – “Engine Alignment
Record Sheets”. If evaluation sheets of 3rd party are used or if the readings are
evaluated manually, then the vertical and horizontal deflections for each crankweb are
calculated from the five reading values per crank as shown in table 3, depending on the
reading positions which refer either to crank pin positions or dial gauge position:
4
Record all measurements as read, i.e. in accordance to the actual turning directions, measurement
positions and reading convention. The Wärtsilä´s recording sheet in DG9707 - "Engine Alignment
Record Sheets") contain input fields to report also these conditions and reading details.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
10 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä. Calculation of vertical and horizontal
Table 3
crankweb deflections
crank pin position readings
dial gauge position readings
(default in WCH documentation)
BDC exh BDC fps TDC exh TDC fps
vertical deflection: TDC BDC
2 2
horizontal deflection: FPS EXH EXH FPS
2.4.1 Crankweb deflection max. deviation indicator
If the crankweb deflection measurement refers to ship newbuilding or engine re-
alignment, then the difference of vertical crankweb deflections needs to be checked. If it
exceeds the related maximum deviation indicator5, then additional jack-up tests for other
main bearings become required (see DG9709 – “Crankweb deflection - limits” - section -
“Crankweb deflection max. deviation indicator”).
3 Static bearing loads
This section provides guideline for static bearing load measurement in addition to the contents
provided by DG 9709 - “Engine alignment – Main bearing loads – recommendations & limits“
and DG9709 - “Engine alignment – Procedure & measurements at shipyard”
The measurement of static bearing loads (also called „jack-up test‟) is the common method to
determine actual static bearing loads for engine main bearings, intermediate shaft bearings
and forward stern tube bearing. The data is needed for the verification whether the real static
load distribution meets the requirements which were defined within the layout calculation.
3.1 Preparation of static bearing load measurements
3.1.1 Ambient condition during static bearing load measurement
Switching-off heat sources in foundation
For measurements at cold condition, the following heat sources have to be
switched-off at least 8 hours before the measurement:
the tank heating in main lubricating oil sump tank;
the tank heating in any other tank in the engine room double bottom;
the pre-heater of the main lubricating oil separator.
For measurements at warm conditions, the above mentioned heat sources have to be
switched-off at least 4 hours before the measurements.
5
This usually applies for the two foremost crankweb deflections in case a heavy external mass such
as a TV damper, front disc or free end PTO gear drive is installed.
If this applies for other main bearings, i.e. mb #3 to the second foremost, then Wärtsilä needs to be
contacted.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
11 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
For measurements at hot conditions, the above mentioned heat sources have to be
switched-off at least 1 hour before the measurements.
Sea motion
For measurements in afloat conditions, flat water conditions are recommended.
Measurements made at sea motion or heavy swell or even rough sea condition, may
lead to scattered measurement results which might not be evaluable.
If such measurement conditions cannot be avoided (e.g. at sea trial), then we
recommend to repeat the measurement as soon as more favorable conditions are
present (e.g. after sea trial) – even if the draught or temperature has changed – and to
include these additional measurements to those with scattered results.
Further influences
During the measurement, the influences onto alignment should be limited as far as possible:
Measurements at covered sky or just after sunrise or at night should be preferred.
Cargo operation or ballasting operation should be avoided.
Measurements at strong sunshine onto one side of ship hull should be avoided.
3.1.2 Engine condition during static bearing load measurement
The electric motor driven turning gear has to be ready for use.
The piston and cylinder liner including all other moving parts should be lubricated
well before the measurement is taken to avoid any abnormal friction change while
turning the crankshaft – in particular after a longer period of engine stand-still.
The engine is stopped and has to be reliably interlocked against starting.
The main lubricating oil pumps (incl. crosshead pumps, if exist) have to be stopped
as early as possible.
The indicator (test) cocks at all cylinder covers need to be opened.
3.1.3 Tools for static bearing load measurement
Appropriate hydraulic jacks which have to be chosen according to the following
criteria:
Jacks for jacking up engine main bearings need to have a sufficient size, whose
engine specific guidance values are provided in table 4.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
12 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä. Recommended Jack
Table 4
capacity [ton]
W-X35 25 – 50
W-X40 25 – 50
W-X62 70 – 100
W-X72 100 - 150
W-X82 100 - 150
W-X92 100 - 150
RTA / RT-flex48T-D 50 - 70
RT-flex50 / -B / -D
50 - 70
RT-flex50DF
RT-flex58T-D / -E
70 – 100
RTA58T-D
RT-flex60C-B 70 – 100
RTA / RT-flex68-D 70 – 100
RTA / RT-flex82C 100 - 150
RTA / RT-flex82T-B/D 100 - 150
RTA / RT-flex84T-D 100 - 150
RTA / RT-flex96C-B 100 - 150
Jacks for jacking up shaft line bearings need to be selected according to the
expected bearing loads which are provided in the alignment layout calculation
for referred condition. As guidance, the jack capacity for jacking up shaft line
bearings is usually about half in size as the jack capacity needed for jacking up
engine main bearings.
It is not recommended to increase the total capacity by operating two jacks in
parallel, side by side below one jack up point, since the results can be hardly
evaluated.
To avoid increased friction by twisting: It has to be avoided, in reference to
figure 10 that the jack‟s plunger is too much extended in the maximum position.
As countermeasure the adjustment of a parallel and even machined steel block
under the jack can be considered.
Figure 10: jack extension
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
13 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
To keep hysteresis small transversal angular misalignment and transversal
parallelism between shaft and bearing shell (figure 11) has to be equalized by
positioning of the jack exactly below the transversal shaft centre as it is shown
in figure 12.
Shaft
Lower half of
bearing shell
Lower half of bearing shell
Shaft
Figure 11: Transversal angular misalignment and transversal parallelism between shaft
and bearing shell
Shaft
Lower half of bearing shell
Figure 12: Correct positioning of hyd. jack and measurement gauge exactly above/below
of transversal shaft centre
Hydraulic pressure gauge, range acc. to jack size (fine scale 10, 20 or 25bar), or
electronic load cell.
Hydraulic pump, capacity acc. to jack size.
Adequate hydraulic hoses and stop valves.
Dial gauge (e.g. with 0.01mm scale) with magnetic stand.
Steel plate(s) for distribution of jack load onto tank top (or foundation) below
flywheel.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
14 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Steel plate between hydraulic jack and flywheel to protect flywheel turning teeth.
Girder (see figure 13) provided for crankweb lifting during lower half main bearing
shell inspection or replacement.
Figure 13: Girder for placing the hydraulic jacks below cranks
3.2 Measurement of static bearing loads
The following description provides a step by step instruction for the systematic
measurement of static bearing loads.
1) Engage the turning gear to the flywheel.
2) Turn the crankshaft at least one revolution in order to ensure that all moving
engine components are free and get properly lubricated and thus reduce the
resistance to a minimum, especially after a longer period of stand-still.
3) Turn the crankshaft to the required position e.g. cyl. 1 at top dead centre for
measuring of mb #1 and shaft line bearings loads or cyl. 1 at exhaust gas side for
measuring of mb #2 and mb #3 load.
4) Disengage the turning gear from the flywheel.
5) Arrange the measurement tools (jacks and dial gauges) according to following
descriptions, referring to figure 14 to figure 17.
Figure 14: Arrangement for jack-up Figure 15: Arrangement for jack-
test with hydraulic jack up test with load cell
and mechanical dial and electronic
gauge. displacement gauge.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
15 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
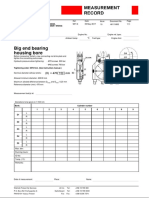
Figure 16: Jack-up test of aftmost Figure 17: Jack-up test of mb #2
mb #1
Aft most mb #1 should be jacked Mb #2 up to foremost mb should be
up below the flywheel. A steel jacked up below the crankweb next to
beam or steel plates are required the relevant bearing supported by a
to distribute the jack load to the girder. The dial gauge to measure the
tank top plate. A steel bar vertical lifting of the crankshaft in
arranged between jack and relation to bearing housing has to be
flywheel is required to prevent placed above or at least as close as
damage of flywheel turning gear possible to the jack with the magnet
teeth. stand placed either on top of the mb
cap or on the engine housing.
6) Before taking the measurement, lift up and lower down the shaft at least once and
check the jack and hoses concerning leakages of hydraulic oil during the
arrangement.
7) Lift up the crankshaft at the relevant bearings under consideration of the following
points:
The lifting up of the crankshaft at the relevant bearing should be done steadily
(step by step) and slowly in order to avoid an exceeded hysteresis.
For each step the vertical shaft position (lifting height) and the related jack
pressure has to be recorded. The recorded results are illustrated as jack up curve
in the evaluation sheet.
For the whole jack up test, a pressure range from 10-50 bar should be covered
and include as much as possible measurement points (at least 15), especially for
the lifting height range from 0 to 0.2 mm.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
16 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
In case the bearing load is very low resp. close to zero load it is recommended to
use 3 dial gauges (potentially with a finer calibration) in parallel, i.e. one on the
crankweb housing, two on each side of the adjacent crankwebs, to achieve by
reference measurements evaluable results.
The shaft at the corresponding bearing has to be lifted up as much as possible to
receive evaluable results. The max. lifting height for the main bearings is
restricted by the minimum bearing clearance plus 0,05 mm for taking into
account the elastic deflection. For the min. lifting height refer to table 5 which
provides engine specific guidance values.
The max. lifting height for the shaft line bearings is restricted by the minimum
bearing clearance plus 0,5 mm for taking into account the elastic deflection. For
the clearance of the shaft line bearings refer to the data provided by the bearing
supplier.
To avoid overstretching of bearing tie rods or provoking a deformation of the upper
bearing shell, the lifting up has to be stopped immediately as soon as an irregular
resistance is observed, i.e. the lifting height stagnates although the load increased
significantly.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
17 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä. Recommended minimum lifting
Table 5
height (mm)
W-X35 0.2
W-X40 0.2
W-X62 0.3
W-X72 0.4
W-X82 0.4
W-X92 0.4
RTA / RT-flex48T-D 0.3
RT-flex50 / -B / -D
0.2
RT-flex50DF
RTA / RT-flex58T-D / -E
0.3
RTA58T-D
RT-flex60C-B 0.3
RTA / RT-flex68-D 0.3
RTA / RT-flex82C 0.4
RTA / RT-flex82T-B/D 0.4
RTA / RT-flex84T-D 0.4
RTA / RT-flex96C-B 0.4
8) Lower down the crankshaft at the relevant bearings under consideration of the
following points:
The lowering down of the crankshaft at the relevant bearing should be done
steadily (step by step) and slowly in order to avoid exceeded hysteresis.
For each step the vertical shaft position (lifting height) and the related jack
pressure has to be recorded. The recorded results are illustrated as lowering down
curve in the evaluation sheet.
9) Repeat step 3 to 8 for the static load measurement of each bearing.
3.3 Recording of static bearing loads
To make a clear evaluation and to issue a confirmation letter, if the results met the
requirements, the following information are requested by Wärtsilä (if available,
Wärtsilä`s record sheet provided in DG9707 – “Engine Alignment Record Sheets”
should be always used):
Date of measurement
Engine type.
Engine builder and their manufacturing number. (refer to name plate at engine)
Ship name, shipyard and hull number.
Operating hours of the engine
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
18 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Engine and shaft installation progress status, e.g. before/after chocking,
before/during/after sea trial.
Actual fore and aft ship draught
Approx. temperature of crankshaft, lubricating oil and cylinder cooling water.
Scale unit of the measurement devise used for the recording of shaft lifting height.
Scale unit of the measurement devise used for the recording of jack pressure,
respectively jack load (e.g. bar, kg/cm2 or ton).
If only the jack pressure is recorded, exact effective pressure area of the used
hydraulic jack.
Exact position of each hydraulic jack and dial gauge
Crankshaft position, e.g. aftmost crank #1 at TDC or EXH side for each
measurement.
The jack up test measurement results (lifting heights with corresponding loads) for
all relevant bearings, i.e. at least for the three aftmost engine main bearings and
all shaftline bearings, except the aft sterntube bearing (see DG9709 - “Engine
alignment – Main bearing loads – recommendations & limits”).
The corresponding crankweb deflection measurement results, which were taken
under the same engine and ambient conditions and are needed for the evaluation
and verification of the recorded jack up curves by reverse calculation.
3.4 Evaluation of static bearing load measurement results
3.4.1 Calculation of static bearing loads
With the jack pressure recorded during the jack up test, the jack load can be calculated
with the corresponding effective jack area according to the following formula 1.
Jack load N Jack pressure MPa Jack area mm 2
Formula 1: calculation of jack load
The actual static bearing load is influenced by several factors which are taken into
account within the calculation as follows:
Jack position in correlation to the dial gauge position:
Since the hydraulic jack during jack up test is in most cases not exactly in the
same longitudinal position as the dial gauge for measuring of the lifting height a
jack correction factor needs to be applied to calculate the bearing load in the
corresponding position as described by formula 2:
Bearing load N Jack load N Jack correction factor
Formula 2: calculation of bearing load
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
19 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Basically, the jack correction factors depend on the project specific layout of the
propulsion shaft, i.e. shaft diameter, bearing distances and actual bearing load
distribution. For the evaluation of shaft bearings‟ jack-up test results, the jack
correction factors provided by the ALC should be applied. For further information
refer to DG9709 - “Engine alignment – Main bearing loads – recommendations &
limits“ - section “Jack correction factors”
Influence by friction of the hydraulic jack:
Due to the unavoidable friction in the hydraulic jack, the hydraulic pressure
corresponding to a specific load is during lifting up higher than during lowering
down. The real (frictionless) load can be achieved by the analysis as line between
the lifting up and lowering down curve.
Influence by the crank angle in actual measurement position:
The main bearing loads vary depending on the crank angle (CA). The reason for
this can be found in the geometry of the cranks which causes non-rotary
symmetrical stiffness of the cranks, i.e. the crankshaft stiffness between the
bearings is different for different crank angles and consequently the bearing load
distribution is different. Therefore, a reference condition is defined which
refers to zero crank angle, i.e. cylinder #1 in top dead centre position.
The total extent of each bearing‟s load range within one 360° rotation is indicated on
the EnDyn calculation output graphics (refer to figure 18) by a grey load range field.
The cylinder #1 top dead centre position (TDC) which refers to zero crank angle
(0°CA) is marked by the longer red centre line. The shorter red lines on the left and
right sides in the grey box mark the main bearing loads at jack-up test condition, i.e.
on the left side for jack-up test from the main bearing‟s aft side and on the right side
for the jack-up test from the main bearing‟s forward side. As main bearing #1 can
only be measured from aft side, the line on the right side is omitted, and the left line
accordingly for main bearing #2, as this bearing can only be measured from forward
side.
The following figure 18 shows an example of the vertical bearing load graphic as
provided by EnDyn, but reduced to just the aft main bearings #1 to #3.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
20 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Vertical bearing load [kN]
300
load range
load cyl1 TDC
200
load jack aft
100
load jack fwd
mb1
mb2
mb3
Figure 18: example of RT-flex58T-D main bearing #1 to #3 loads as plotted by the EnDyn
alignment calculation program.
The static load variation within one complete turn of main bearing #2 is shown in
figure 19 ; that of main bearing #3 is shown in figure 20.
200 mb2 : vertical bearing_force
max. load within 195
one 360° turn kN
jack fwd
190
load at reference
0° CA position 185
180
175
load at fwd jut
position, 90°CA 170
mean = 179 kN
min. load within 165
one 360° turn 0° 90° 180° 270° 360°
crank_angle
150
Figure 19: Main bearing #2 load and the corresponding bearing loads within one 360°
rotation.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
21 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
mb3 : vertical bearing_force
max. load within 220
one 360° turn
jack aft
kN
jack fwd
load at aft jut 210
position, 90°CA
200 200
load at fwd jut
position, 330°CA 190
load at reference
180
0° CA position
170
min. load within mean = 192 kN
one 360° turn 160
0° 90° 180° 270° 360°
150 crank_angle
Figure 20: Main bearing #3 load and the corresponding bearing loads within one 360°
rotation.
The loads calculated by applying the two-dimensional crankshaft model refer to
the reference condition, while the measured bearing loads refer to the crank angle
which is adjusted for carrying out the load measurements. Applying the EnDyn
calculation program makes information about the bearing loads at measurement
condition and any other crank angle condition available.
Main bearing #1 load is measured at zero crank angle (0° CA, reference condition)
position and therefore the measured load refers directly to the calculated load.
However, the jack-up tests for main bearings #2 and #3 are usually carried out with
the aftmost crankpin on exhaust side, as indicated in the bearing load graphics. For
these jack-up test conditions the bearing loads generally deviate compared to zero
crank angle (0°CA) as follows:
Mb #2: lower6 static bearing load7, close to the minimum of the one-revolution load
range.
Mb #3: higher8 static bearing load7, close to the maximum of the one-revolution load
range.
The extent of the bearing load change depends on the engine type as well as the
current situation (bending moments in the crankshaft). In general the range of
expected load change within one 360° rotation is less for main bearing #2 than for
main bearing #3.
6
In most cases between 80% and 90% of reference load for high-loaded bearing #2 as requested for
the layout condition. In case of low-loaded main bearing #2, the load might be reduced to 0%, i.e.
unloaded.
7
Static bearing load = jack load multiplied by the jack correction factor.
8
Depending on engine type and current situation (bending moments in the crankshaft), usually a
variation within the range of 15% to 70% can be expected, as long as main bearing #3 is loaded as
recommended. EnDyn alignment layout calculation helps at least to know the influence of the engine
type. Advanced analyses support is provided on request by Wärtsilä.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
22 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
3.4.2 Graphical analysis of static bearing loads - basics
This chapter provides the description how to judge and evaluate static bearing load
measurement results by means of graphical analysis.
The following graph (figure 21) shows a typical jack up test result plotting the lifting
height in correlation to the corresponding jack load.
Lifting
of
shaft Slope 4
3rd break point
Analysis line
of lifting curve
Slope 3
Analysis line
of average curve
2nd break point
Lowering curve
Analysis line Lifting curve
of lowering curve
Slope 2
1st break point
Slope 1
Evaluated jack Jack load or pressure
Load or pressure
Figure 21: Plotted jack-up test results (solid line) with analyses lines (dashed line)
Explanation of the graph in figure 21:
The following description refers to the jack-up tests results which are measured during
lifting of the shaft, shown in figure 21 in red colour. The jack load mentioned in this
description can also be understood as jack pressure.
Slope 1:
Initially all static load is in the bearing and no load is in the jack. By progressive increase
of jack load, the static load of the bearing is progressively transferred to the jack. The
slope 1 is rising moderately (low gradient). The bearing follows the lift of the shaft, i.e.
there is no bottom clearance and thus no reduction of top clearance.
1st break point:
The transfer of static load from bearing to jack is completed.
The measured lift of shaft is related to bearing support stiffness and bearing load.
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
23 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Slope 2:
This part of the plotted jack-up test results is required for evaluation of the bearing load. It
needs to be long enough to allow a clear determination of the analyse line direction.
Thus it needs to contain quite a number of readings which show the same increase of jack load
“ΔFjack” resulting in the same increase of lift “Δhjournal”, i.e. the same ratio of “ΔFjack / Δhjournal”.
The further increase of jack load progressively transfers static load from the 2nd next
bearing to the jack. Due to a larger distance (lever) between 2nd next bearing and jack, the
slope 2 is rising more steeply (larger gradient).
The bearing next to the jack is not in contact with the journal anymore. Thus its bottom
clearance increases and its top clearance reduces.
2nd break point:
The transfer of static load also from the 2nd next bearing to the jack is completed.
Slope 3:
The further increase of jack load progressively transfers static load from the 3rd next
bearing to the jack. Due to an even more larger distance (lever) between 3rd next
bearing and jack, the slope 3 is rising even more steeply (largest gradient).
3rd break point:
The shaft touches the upper shell of a bearing.
Slope 4:
The further increase of jack load “ΔFjack” results in a significantly reduced lift of shaft
“Δhjournal” (if any), i.e. in a much lower gradient of slope 4 for the curve of plotted jack-up
test results.
Maximum lifting of shaft during jack-up test
If the inclination of the curve of plotted jack up test results is changed like above the „3rd
break point‟ i.e. a further increase of jack load results in a significantly reduced lifting
height, then the shaft touches an upper shell of a bearing and the jack pressure should
not be further increased.
Shaft bearing loads
Evaluation of shaft bearing loads can be made manually. Further explanations to the
above mentioned are provided in DG9709 - “Engine alignment – Guideline for
Measurements”, section “Evaluation of static bearing load measurement results”.
Main bearing loads
Evaluation of main bearing loads is much more challenging due to their close distance in
combination with the high bending stiffness of crankshaft and the higher stiffness of
main bearing supports compared to the shaft bearings.
The most reliable evaluation is based on a reverse calculation – see DG9709 –
“Procedure & measurement at shipyard” - section - “Evaluation of static bearing loads”.
Evaluations without reverse calculations have an increased risk for errors. The following
should be born in mind:
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
24 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
The sum of evaluated static loads should be similar with the sum of relevant static
loads in ALC.
The evaluated static loads should be in an approximate relation to the elastic
deflection of the bearing (height of 1st break point) and the stiffness of the bearing
support.
3.4.3 Graphical analysis of static bearing loads - examples
In this chapter there are real examples of in practise recorded jack up test results shown
to make the end-user aware how the analysis lines should look like to enable a clear
evaluation. Therefore, in the following there are examples provided which fully meet
Wärtsiläs´ requirements as well as examples of jack up test results that can be hardly
evaluated. To avoid achieving of such undesired results as it is shown by figure 24,
figure 25, figure 29 and figure 33, the recommendation for the jack up procedure
provided in section 3.2 of this document should be followed.
Figure 22: Jack up curve of a shaft line bearing
Judgement: measurement quality is very good
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
25 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 23: Jack up curve of a shaft line bearing
Judgement: measurement quality is good, but the shaft was lifted up too much.
?
Figure 24: Jack up curve of a shaft line bearing
Judgement: measurement quality is bad due to huge hysteresis
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
26 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
?
Figure 25: Jack up curve of a shaft line bearing
Judgement: measurement quality is bad due to a too small lifting height
Figure 26: Jack up curve of a main bearing #1, low loaded
Judgement: measurement quality is good
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
27 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 27: Jack up curve of a main bearing #1, high loaded
Judgement: measurement quality is good
Figure 28: Jack up curve of a main bearing #1, low loaded
Judgement: measurement quality is not perfect but still acceptable
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
28 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 29: Jack up curve of a main bearing #1
Judgement: measurement quality is bad due to huge hysteresis, jack up/down
with un-even speed or leakage of hydraulic oil could be a reason
Figure 30: Jack up curve of another main bearing, high loaded
Judgement: measurement quality is good
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
29 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 31: Jack up curve of another main bearing, low loaded
Judgement: measurement quality is good
Figure 32: Jack up curve of a foremost main bearing with heavy mass installation at crank
shaft free end
Judgement: the measurement quality is good
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
30 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Copyright Wärtsilä. All rights reserved. By taking possession of the drawing, the recipient recognizes and honors these right s. Neither the whole nor any part of this drawing may be used in any way for construction, fabrication, marketing or any other purpose nor copied in any way nor made accessible to third parties with out the previous written consent of Wärtsilä.
Figure 33: Jack up curve of another main bearing,
Judgement: measurement quality is bad due to high hysteresis and a too
small lifting height
Substitute for: PC Q-Code X X X X X
Modif
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page Material ID
18.10.2013 W.Schiffer Design Group
31 / 31 PAAD128849
Chkd
Drawing ID Rev
Appd 21.10.2013 B.Haag 9709 DAAD040468
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
WinGD-2S - Guidelines for measurements
TRACK CHANGES
DATE SUBJECT DESCRIPTION
2016-10-25 DOCUMENT First web upload
DISCLAIMER
© Copyright by Winterthur Gas & Diesel Ltd.
All rights reserved. No part of this document may be reproduced or copied in any form or by any means (electronic,
mechanical, graphic, photocopying, recording, taping or other information retrieval systems) without the prior written
permission of the copyright owner.
THIS PUBLICATION IS DESIGNED TO PROVIDE AN ACCURATE AND AUTHORITATIVE INFORMATION WITH
REGARD TO THE SUBJECT-MATTER COVERED AS WAS AVAILABLE AT THE TIME OF PRINTING. HOWEVER,
THE PUBLICATION DEALS WITH COMPLICATED TECHNICAL MATTERS SUITED ONLY FOR SPECIALISTS IN
THE AREA, AND THE DESIGN OF THE SUBJECT-PRODUCTS IS SUBJECT TO REGULAR IMPROVEMENTS,
MODIFICATIONS AND CHANGES. CONSEQUENTLY, THE PUBLISHER AND COPYRIGHT OWNER OF THIS
PUBLICATION CAN NOT ACCEPT ANY RESPONSIBILITY OR LIABILITY FOR ANY EVENTUAL ERRORS OR
OMISSIONS IN THIS BOOKLET OR FOR DISCREPANCIES ARISING FROM THE FEATURES OF ANY ACTUAL
ITEM IN THE RESPECTIVE PRODUCT BEING DIFFERENT FROM THOSE SHOWN IN THIS PUBLICATION. THE
PUBLISHER AND COPYRIGHT OWNER SHALL UNDER NO CIRCUMSTANCES BE HELD LIABLE FOR ANY
FINANCIAL CONSEQUENTIAL DAMAGES OR OTHER LOSS, OR ANY OTHER DAMAGE OR INJURY, SUFFERED
BY ANY PARTY MAKING USE OF THIS PUBLICATION OR THE INFORMATION CONTAINED HEREIN.
Winterthur Gas & Diesel Ltd. Schützenstrasse 3 Tel. +41 (0)52 264 8844
Winterthur Gas & Diesel AG. PO Box 414, CH-8401 Fax +41 (0)52 264 8866
Winterthur Gas & Diesel S.A. Winterthur, Switzerland
You might also like
- Cyl Liner Upper O-Ring PDFDocument2 pagesCyl Liner Upper O-Ring PDFDimitrijs SilinsNo ratings yet
- Marine Installation Manual: Issue 2020-06Document185 pagesMarine Installation Manual: Issue 2020-06Thein MaungNo ratings yet
- Wartsila Component InspectionDocument1 pageWartsila Component InspectionFakir Mahadi HasanNo ratings yet
- RainDocument8 pagesRainlwinooNo ratings yet
- Service Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Document3 pagesService Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Gaetano MuccioNo ratings yet
- Engine Instruction Manual (2012)Document464 pagesEngine Instruction Manual (2012)rafael.eloidasilvaNo ratings yet
- Cylinder Head Safety Valve: Pbosf'b IbqqboDocument4 pagesCylinder Head Safety Valve: Pbosf'b IbqqboAlexanderNo ratings yet
- Undine & Cymbeline Wartsila Tech BulletinDocument3 pagesUndine & Cymbeline Wartsila Tech BulletinAlexis Barnabás CollinsNo ratings yet
- Injection Nozzle Opening Pressure: Lmbo QFKD Fkpqor'qflkDocument1 pageInjection Nozzle Opening Pressure: Lmbo QFKD Fkpqor'qflkAlexanderNo ratings yet
- Valve Tappet With Guide Block - WBD-IEL-5C0201Document1 pageValve Tappet With Guide Block - WBD-IEL-5C0201tomi100% (1)
- ( (Kdxvwvhdw2Ulqjv: NjurxqgDocument2 pages( (Kdxvwvhdw2Ulqjv: NjurxqgAlexanderNo ratings yet
- Turbo MonitoringDocument7 pagesTurbo MonitoringΣοκολάτα τέλεια100% (1)
- Gear Train Clearance-WBD-IEL-5C0196Document1 pageGear Train Clearance-WBD-IEL-5C0196tomi100% (1)
- 3216 P088 GBDocument1 page3216 P088 GBAlexanderNo ratings yet
- WV23Q093GBDocument4 pagesWV23Q093GBAlexanderNo ratings yet
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- 00 - ZF - CPP00189 TVK NB 03Document154 pages00 - ZF - CPP00189 TVK NB 03Felipe OliveiraNo ratings yet
- Spare Parts Notice: RT-156 Wärtsilä 2-StrokeDocument8 pagesSpare Parts Notice: RT-156 Wärtsilä 2-StrokeRaul DiazNo ratings yet
- Main Gas Valve - Wfi - ws16p020 - 01gbDocument4 pagesMain Gas Valve - Wfi - ws16p020 - 01gbAndrew ParkNo ratings yet
- A - 15 Service Bulletin: 03.02.97 Technical Information To All Owners of Sulzer A Type Diesel EnginesDocument4 pagesA - 15 Service Bulletin: 03.02.97 Technical Information To All Owners of Sulzer A Type Diesel EnginesgeamuccioNo ratings yet
- BULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02Document3 pagesBULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02enzobvNo ratings yet
- Counterweights of VASA 32 Engines: Service LetterDocument4 pagesCounterweights of VASA 32 Engines: Service LetterAlexanderNo ratings yet
- Deutz 444 Cylinder Liners TB444-06-001Document4 pagesDeutz 444 Cylinder Liners TB444-06-001D.Poljachihin100% (1)
- Lubricating Oil Pump Bearing inspection-WS18V005Document1 pageLubricating Oil Pump Bearing inspection-WS18V005tomiNo ratings yet
- Kdujhdluv/Vwhpiru:Luwvlol9Dvd5 Ilwwhgzlwk$% 5wxuerfkdujhuvDocument1 pageKdujhdluv/Vwhpiru:Luwvlol9Dvd5 Ilwwhgzlwk$% 5wxuerfkdujhuvAlexanderNo ratings yet
- WartsilaDocument16 pagesWartsilaRicardo AzevedoNo ratings yet
- 3211 T035 GBDocument2 pages3211 T035 GBAlexanderNo ratings yet
- Maintenance Manual: "Marine"Document219 pagesMaintenance Manual: "Marine"Anonymous rDVfM8UM5UNo ratings yet
- Apr 280Document2 pagesApr 280Ronald Bienemi PaezNo ratings yet
- Upgrading of Camshaft: Improved Performance For Old WÄRTSILÄ Vasa 32 Diesel EnginesDocument2 pagesUpgrading of Camshaft: Improved Performance For Old WÄRTSILÄ Vasa 32 Diesel EnginesAlexanderNo ratings yet
- Service Info No. 0016 - ComDocument1 pageService Info No. 0016 - Comcupid75No ratings yet
- Measurement - Split Gear - Wfi - ws11v216 - 01gbDocument1 pageMeasurement - Split Gear - Wfi - ws11v216 - 01gbtomiNo ratings yet
- Imo Tier I: General Information RT-88Document4 pagesImo Tier I: General Information RT-88Raul DiazNo ratings yet
- Turbocharger Washing UnitDocument7 pagesTurbocharger Washing UnitJavier Ramirez MedinaNo ratings yet
- Manual Vaasa 32 LNDocument350 pagesManual Vaasa 32 LNCihan YasarNo ratings yet
- Ss-đã Chuyển ĐổiDocument10 pagesSs-đã Chuyển ĐổiTrần Hoài VinhNo ratings yet
- P21020 Cit 0020 - 04Document1 pageP21020 Cit 0020 - 04Carlos David Hurtado MartinezNo ratings yet
- Wartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based EnginesDocument9 pagesWartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based Enginesswiatekpiotrwp.plNo ratings yet
- Safety Spare Parts For Wärtsilä Vasa 22, 22 - 26 EnginesDocument4 pagesSafety Spare Parts For Wärtsilä Vasa 22, 22 - 26 EnginesigorNo ratings yet
- New Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BDocument2 pagesNew Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BAlexander100% (1)
- Deutz 510 Deutz 645 Bearing Bushes in Rocker ArmDocument2 pagesDeutz 510 Deutz 645 Bearing Bushes in Rocker ArmD.Poljachihin100% (1)
- Service Letter About PArker LO Filter Exchange To B&KDocument2 pagesService Letter About PArker LO Filter Exchange To B&KAlexander100% (1)
- Damper Offer WartsilaDocument2 pagesDamper Offer WartsilaapsNo ratings yet
- olqghukhdgvfuhzv0: 6hhsdjhirulqvwuxfwlrqvrqzkhqdqgkrz WrfkdqjhwkhvfuhzvDocument4 pagesolqghukhdgvfuhzv0: 6hhsdjhirulqvwuxfwlrqvrqzkhqdqgkrz WrfkdqjhwkhvfuhzvAlexanderNo ratings yet
- Microsoft Word Engine Sulzer ZA40S Operation and Practical Advanced Training Course SpecificationDocument4 pagesMicrosoft Word Engine Sulzer ZA40S Operation and Practical Advanced Training Course SpecificationSai SarihadduNo ratings yet
- Technische Daten D 2876 LE 20x-EngDocument3 pagesTechnische Daten D 2876 LE 20x-EngFahad MohammedNo ratings yet
- Big End Bearing Housing Bore (Records)Document1 pageBig End Bearing Housing Bore (Records)Jose MarcialNo ratings yet
- Injection Valve: Lmbo QFKD Fkpqor'qflkDocument2 pagesInjection Valve: Lmbo QFKD Fkpqor'qflkAlexanderNo ratings yet
- RT 138 PDFDocument18 pagesRT 138 PDFRaul DiazNo ratings yet
- 2 PartsDocument185 pages2 PartspgerbzmNo ratings yet
- Piston Assembly, Piston Skirt & Piston Ring Tensioning Device - rt-114Document7 pagesPiston Assembly, Piston Skirt & Piston Ring Tensioning Device - rt-114Mark ChapmanNo ratings yet
- Geislinger Flexible Coupling Gesilco - 8 0Document57 pagesGeislinger Flexible Coupling Gesilco - 8 0Sebastian Nicușor PărăoanuNo ratings yet
- Fuel Leakage On LP Pipes W38B.0007.GB - 03Document2 pagesFuel Leakage On LP Pipes W38B.0007.GB - 03Ronald Bienemi PaezNo ratings yet
- Fuel Feed Pump: Wärtsilä Vasa 32 Engine SPC 174-0019ADocument4 pagesFuel Feed Pump: Wärtsilä Vasa 32 Engine SPC 174-0019ASaasiNo ratings yet
- kdujhdlufrrohulqvhuw: Engine Type GeneralDocument2 pageskdujhdlufrrohulqvhuw: Engine Type GeneralAlexanderNo ratings yet
- Water Cleaning of The Turbines On WÄRTSILÄ 32 Engines: Operating InstructionDocument22 pagesWater Cleaning of The Turbines On WÄRTSILÄ 32 Engines: Operating InstructionMEHEDI HASANNo ratings yet
- Manual de Partes Miller W-46Document491 pagesManual de Partes Miller W-46Romeo Vijil100% (1)
- WinGD 2S - Aligment - Guidelines For MeasurementsDocument33 pagesWinGD 2S - Aligment - Guidelines For MeasurementsGeorgios PapakostasNo ratings yet
- MAS72x EN 03 CablingDocument28 pagesMAS72x EN 03 CablingRodrigoNo ratings yet
- FLUSHING INSTRUCTION - WinGD 2S - LUBRICATING OIL SYSTEMDocument12 pagesFLUSHING INSTRUCTION - WinGD 2S - LUBRICATING OIL SYSTEMRamalingam PrabhakaranNo ratings yet
- ROLLWAY BearingDocument12 pagesROLLWAY BearingfendynovapamelaNo ratings yet
- HARDFACING ALLOYS in Sugar IndustryDocument28 pagesHARDFACING ALLOYS in Sugar IndustryfendynovapamelaNo ratings yet
- Book Review: Mindset - The New Psychology of Success by Carol DweckDocument20 pagesBook Review: Mindset - The New Psychology of Success by Carol DweckfendynovapamelaNo ratings yet
- Generating Gear GrindingDocument83 pagesGenerating Gear GrindingfendynovapamelaNo ratings yet
- Process Engineering Solutions To Mechanical FailuresDocument10 pagesProcess Engineering Solutions To Mechanical FailuresfendynovapamelaNo ratings yet
- Catalog Annapurna VillaDocument10 pagesCatalog Annapurna VillafendynovapamelaNo ratings yet
- Development of High Erosion-Resistant Gate Valve For Geothermal Gathering SystemDocument3 pagesDevelopment of High Erosion-Resistant Gate Valve For Geothermal Gathering SystemfendynovapamelaNo ratings yet
- GHT2021 Session II - Rainer Schroer - GIZ ChileDocument24 pagesGHT2021 Session II - Rainer Schroer - GIZ ChilefendynovapamelaNo ratings yet
- Gear Ginding FundamentalsDocument12 pagesGear Ginding FundamentalsfendynovapamelaNo ratings yet
- GHT2021 Session II - Jan Michalski - LBST (WEC)Document23 pagesGHT2021 Session II - Jan Michalski - LBST (WEC)fendynovapamelaNo ratings yet
- ANALYSISTABS Multiple Project Tracking Template ExcelDocument21 pagesANALYSISTABS Multiple Project Tracking Template ExcelfendynovapamelaNo ratings yet
- Mitsubishi Diesel Engine - S16R-PTADocument2 pagesMitsubishi Diesel Engine - S16R-PTAfendynovapamelaNo ratings yet
- 6EY18 (A) L (0CH10-M35901 - En)Document221 pages6EY18 (A) L (0CH10-M35901 - En)fendynovapamelaNo ratings yet
- Repair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingDocument3 pagesRepair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingfendynovapamelaNo ratings yet
- 1.9.1.2-85T - 316 Stainless SteelDocument4 pages1.9.1.2-85T - 316 Stainless SteelfendynovapamelaNo ratings yet
- Pneumatic Catatalogue UsDocument76 pagesPneumatic Catatalogue UsfendynovapamelaNo ratings yet
- Mitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EngineDocument4 pagesMitsubishi Diesel Engine Technical Information: Specification Sheets of S16R-PTA2 EnginefendynovapamelaNo ratings yet
- Mockingbird Corrective Action PlanDocument11 pagesMockingbird Corrective Action Planthe kingfishNo ratings yet
- Red Hat JBoss Enterprise Application Platform-7.1-Introduction To JBoss EAP-es-ESDocument12 pagesRed Hat JBoss Enterprise Application Platform-7.1-Introduction To JBoss EAP-es-ESYesidRaadRomeroNo ratings yet
- Premier Guitar March 2014 PDFDocument200 pagesPremier Guitar March 2014 PDFCustardScream67% (3)
- Cx2000 Ac Drive CatalogueDocument24 pagesCx2000 Ac Drive CataloguepandurangaNo ratings yet
- Impact of COVID-19 On FMCG Sector: Shanlax International Journal of Management April 2021Document7 pagesImpact of COVID-19 On FMCG Sector: Shanlax International Journal of Management April 2021Geet ShuklaNo ratings yet
- 64 LawDocument2 pages64 LawJay TiwariNo ratings yet
- SIP5 7SK82-85 V07.90 Manual C024-8 en PDFDocument1,750 pagesSIP5 7SK82-85 V07.90 Manual C024-8 en PDFPetre GabrielNo ratings yet
- Ericsson Minilink Spare Parts For Sale From Powerstorm 4SC01211061Document3 pagesEricsson Minilink Spare Parts For Sale From Powerstorm 4SC01211061sandro195No ratings yet
- Unit 1 - Capacity of PartiesDocument3 pagesUnit 1 - Capacity of PartiesPrecedensNo ratings yet
- Time Vale of Money ProblemDocument17 pagesTime Vale of Money ProblemEhab M. Abdel HadyNo ratings yet
- Quotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteDocument1 pageQuotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteNapoleon DasNo ratings yet
- Development AgreementDocument17 pagesDevelopment AgreementSridhara babu. N - ಶ್ರೀಧರ ಬಾಬು. ಎನ್67% (3)
- Standard Label LTE XL Project - Final v.1 RRU 5502Document1 pageStandard Label LTE XL Project - Final v.1 RRU 5502duz thaNo ratings yet
- Flotation Plant Optimisation s16Document223 pagesFlotation Plant Optimisation s16Jerzain AguilatNo ratings yet
- Lect 5 What Is Strategic ProcurementDocument3 pagesLect 5 What Is Strategic ProcurementAqsa FarooqNo ratings yet
- Course No: FMPE-358 Course Title: Farm Machinery and Equipment-I Credits: 2 (1+1) Semester:-V TheoryDocument38 pagesCourse No: FMPE-358 Course Title: Farm Machinery and Equipment-I Credits: 2 (1+1) Semester:-V TheoryMrunali GaikwadNo ratings yet
- Effect of Industrial Effluents On StreamsDocument13 pagesEffect of Industrial Effluents On StreamsHarsha OjhaNo ratings yet
- 10.21.2022 - 10.27.2022 - Gov. Wolf CalendarDocument7 pages10.21.2022 - 10.27.2022 - Gov. Wolf CalendarGovernor Tom WolfNo ratings yet
- Standard 15 Progress Mapping and Sign OffDocument3 pagesStandard 15 Progress Mapping and Sign OffEstherNo ratings yet
- MANU, Contract CaseDocument14 pagesMANU, Contract CaseAnita MathurNo ratings yet
- Forms of Business Ownership - Unit 5Document20 pagesForms of Business Ownership - Unit 5Nishant Sharma100% (1)
- Midterm Examination - Finamr - AnswersDocument10 pagesMidterm Examination - Finamr - AnswersAeron Arroyo IINo ratings yet
- Pre-Test Mapeh 6Document5 pagesPre-Test Mapeh 6RANDY ALVARONo ratings yet
- Final B.O.Q For Lecture and Laboratory BlockDocument128 pagesFinal B.O.Q For Lecture and Laboratory BlockkanabuevansNo ratings yet
- Abb Furse Earthing A4 8pp Brochure FinalDocument8 pagesAbb Furse Earthing A4 8pp Brochure FinalTony BombataNo ratings yet
- Dry Docks Brochure S PDFDocument8 pagesDry Docks Brochure S PDFPothineni Sri Ram KumarNo ratings yet
- Powerpoint Presentation Dissertation DefenseDocument4 pagesPowerpoint Presentation Dissertation DefenseIDon'TWantToWriteMyPaperNorthLasVegas100% (1)
- JSF TutorialDocument346 pagesJSF TutorialMarwa GhozNo ratings yet
- G.R. No. 155010Document5 pagesG.R. No. 155010Tahani Awar GurarNo ratings yet
- 12 796 and 798 Update - Jeff - 20nov18Document17 pages12 796 and 798 Update - Jeff - 20nov18tatiana100% (1)