You might also like
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Ammonia Storage Tank Group No 18Document17 pagesAmmonia Storage Tank Group No 18Anonymous Xf4w0D2cNo ratings yet
- Technical Specification PDFDocument101 pagesTechnical Specification PDFAsma KhanNo ratings yet
- Edo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankDocument13 pagesEdo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankErol DAĞNo ratings yet
- Nozzle Loads On Static Equipment: Engineering Standard Specification FORDocument4 pagesNozzle Loads On Static Equipment: Engineering Standard Specification FORHamid MansouriNo ratings yet
- Ammonia Sphere, Anhydrous Ammonia Spherical TanksDocument3 pagesAmmonia Sphere, Anhydrous Ammonia Spherical Tanksdevika11No ratings yet
- DSF-1101901-0568-SPC-MEC-179 Rev 4 PDFDocument6 pagesDSF-1101901-0568-SPC-MEC-179 Rev 4 PDFanon_102608277No ratings yet
- 2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankDocument19 pages2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankAdnan AliNo ratings yet
- Ammonia Gas Spherical Storage TankDocument7 pagesAmmonia Gas Spherical Storage TankBenedick Jayson MartiNo ratings yet
- Xebec Hydrogen BrochureDocument24 pagesXebec Hydrogen BrochureJoshNo ratings yet
- Spherical Tank PDFDocument1 pageSpherical Tank PDFevrim77No ratings yet
- CTS-TANK Gert Van MeijerenDocument38 pagesCTS-TANK Gert Van MeijerenA87_navjNo ratings yet
- Ammonia Storage Decommissioning PDFDocument19 pagesAmmonia Storage Decommissioning PDFDAYAMOY APL100% (1)
- Datasheet For Side Entry MixerDocument4 pagesDatasheet For Side Entry Mixervinoj chandranNo ratings yet
- ITP F TK-4101 & TK-4201 A/B: Persian Gulf Star Gas Condensate Refinery-Kal Station Booster PumpDocument20 pagesITP F TK-4101 & TK-4201 A/B: Persian Gulf Star Gas Condensate Refinery-Kal Station Booster PumpHamid MansouriNo ratings yet
- LTJ-PIP-004 Flexible Hose Specification Rev1 (FND) (NEW)Document6 pagesLTJ-PIP-004 Flexible Hose Specification Rev1 (FND) (NEW)Agus MarpaungNo ratings yet
- Oisd 161Document20 pagesOisd 161Arvind BharadwajNo ratings yet
- 2015 References Terminals EDocument59 pages2015 References Terminals EAllyson JohnsonNo ratings yet
- Kres KBRDocument33 pagesKres KBRrenitadyahNo ratings yet
- LNG 5 - Containment New Drawings 7.3.09-Aacomments-Aug09Document8 pagesLNG 5 - Containment New Drawings 7.3.09-Aacomments-Aug09FernandoTremariNo ratings yet
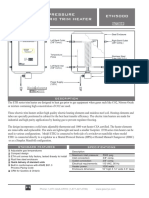
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMDocument30 pagesCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMHarish GojiyaNo ratings yet
- MOUNDED BULLETS FOR LPG STORAGEDocument41 pagesMOUNDED BULLETS FOR LPG STORAGEMarco Dos Santos NevesNo ratings yet
- SWS Process Flow DiagramDocument1 pageSWS Process Flow DiagramNKNo ratings yet
- TANK INSPECTION PROCEDUREDocument4 pagesTANK INSPECTION PROCEDUREzahid_497No ratings yet
- Simple Method For Calculation of Cryogenic Transfer Line Cool DownDocument8 pagesSimple Method For Calculation of Cryogenic Transfer Line Cool DownIgnacio ChaparroNo ratings yet
- API Storage Tank Job SpecificationDocument15 pagesAPI Storage Tank Job Specificationhuynhthanhtamga1981No ratings yet
- Vacum Criogenic StorageDocument2 pagesVacum Criogenic StorageAlejandro CanoNo ratings yet
- Exxon IP 10-3-4 Axial Compressors For Air ServiceDocument7 pagesExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaNo ratings yet
- PSA Nitrogen Generator Removes Oxygen From AirDocument7 pagesPSA Nitrogen Generator Removes Oxygen From AirFarjallahNo ratings yet
- Ajeet Singh Iffco ReportDocument53 pagesAjeet Singh Iffco ReportNaveen DikshitNo ratings yet
- Ammonia storage regulations and design guidelinesDocument2 pagesAmmonia storage regulations and design guidelinesZeroRecoNo ratings yet
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Document7 pagesAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluNo ratings yet
- A8ij 300 25 BD 0006 - 1Document34 pagesA8ij 300 25 BD 0006 - 1becpavanNo ratings yet
- Double DeckDocument4 pagesDouble DeckJose CarlosNo ratings yet
- Flare Pilot System Safety-TechnicalDocument2 pagesFlare Pilot System Safety-TechnicalParanthaman VikiNo ratings yet
- CHART Cold Box Installation Operation and Maintenance PDFDocument16 pagesCHART Cold Box Installation Operation and Maintenance PDFDana GuerreroNo ratings yet
- LPG Horton Sphere Send EnquiryDocument3 pagesLPG Horton Sphere Send EnquiryAnonymous i743lcNo ratings yet
- Refrigerated Ammonia Storage Tanks For Chemical Processing PlantDocument24 pagesRefrigerated Ammonia Storage Tanks For Chemical Processing Plantkresimir.mikoc9765100% (2)
- HP Surge ValveDocument4 pagesHP Surge ValveVee Balaji100% (1)
- BORSIG Process Heat Exchanger - Synloop Waste Heat Boiler in Ammonia PlantsDocument12 pagesBORSIG Process Heat Exchanger - Synloop Waste Heat Boiler in Ammonia PlantssivsyadavNo ratings yet
- Closed Drain System - CompressDocument166 pagesClosed Drain System - CompressMiguel FNo ratings yet
- Ips M PM 200 Reciprocating Compressors For Process ServicesDocument25 pagesIps M PM 200 Reciprocating Compressors For Process ServicesSeyedAli TabatabaeeNo ratings yet
- RA Report - DEVELOPMENT OF CRYOGENIC LPG IMPORT, STORAGE & DISTRIBUTION FACILITY ALONG WITH ALLIED INFRA PDFDocument137 pagesRA Report - DEVELOPMENT OF CRYOGENIC LPG IMPORT, STORAGE & DISTRIBUTION FACILITY ALONG WITH ALLIED INFRA PDFAshwini GanvirNo ratings yet
- Ammonia Plant Cryogenic TanksDocument18 pagesAmmonia Plant Cryogenic TankslilianurNo ratings yet
- Developing New Prereforming CatalystsDocument13 pagesDeveloping New Prereforming CatalystsReza RhiNo ratings yet
- Storage Tanks DSDocument18 pagesStorage Tanks DSNatarajan RavisankarNo ratings yet
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- Oisd192 PDFDocument68 pagesOisd192 PDFpmcmbharat264No ratings yet
- NL-WI-236-04 Nozzle Loads EquipmentDocument3 pagesNL-WI-236-04 Nozzle Loads EquipmentChirag ShahNo ratings yet
- CB 21466180998 en LtuDocument15 pagesCB 21466180998 en LtuRoger Parra0% (1)
- 2016 32hrs B Davis Ammonia Standards and Regulations PDFDocument31 pages2016 32hrs B Davis Ammonia Standards and Regulations PDFbtoro100% (1)
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- Double Deck Floating Roof Tanks MaintenanceDocument4 pagesDouble Deck Floating Roof Tanks MaintenanceNavya MishraNo ratings yet
- Dp&T-Sup Centrifugal Pumps Specification: 0 Original IssueDocument19 pagesDp&T-Sup Centrifugal Pumps Specification: 0 Original IssueAllyson LisboaNo ratings yet
- Urea Plant Equipment InspectionDocument12 pagesUrea Plant Equipment InspectionKashif Zaheer AlviNo ratings yet
- Boilers and Steam Lines Chemical CleaningDocument10 pagesBoilers and Steam Lines Chemical CleaningZaheer Ahmad RazaNo ratings yet
- Secondary Reformer Refractory - Dry - Out - OpDocument10 pagesSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoNo ratings yet
- Secondary Reformer Refractory Dry Out Operation: Prem BabooDocument10 pagesSecondary Reformer Refractory Dry Out Operation: Prem Babooronald mesinaNo ratings yet
- Storage TankDocument10 pagesStorage TankJacekNo ratings yet
- Asg Indoor Air QualityDocument2 pagesAsg Indoor Air QualityUnknownNo ratings yet
- Week 2 - Malaysian Legal System (New)Document29 pagesWeek 2 - Malaysian Legal System (New)UnknownNo ratings yet
- Gas Turbine Power PlantDocument35 pagesGas Turbine Power PlantUnknownNo ratings yet
- Role of Engineering Bodies in MalaysiaDocument15 pagesRole of Engineering Bodies in MalaysiaUnknownNo ratings yet
- Eqa 1974Document36 pagesEqa 1974elenameiyunNo ratings yet
- Environmental Quality (Clean Air) Regulations, 1978 PU (A) 280/1978Document20 pagesEnvironmental Quality (Clean Air) Regulations, 1978 PU (A) 280/1978UnknownNo ratings yet
- Biological Activity During Composting of Sewage Sludge at Low TemperaturesDocument5 pagesBiological Activity During Composting of Sewage Sludge at Low TemperaturesUnknownNo ratings yet
- Bioresource Technology: SciencedirectDocument10 pagesBioresource Technology: SciencedirectUnknownNo ratings yet
- Bioresource Technology: SciencedirectDocument9 pagesBioresource Technology: Sciencedirectsushmita karNo ratings yet
- Bioresource Technology: SciencedirectDocument10 pagesBioresource Technology: SciencedirectUnknownNo ratings yet
- Bioresource Technology: Contents Lists Available atDocument7 pagesBioresource Technology: Contents Lists Available atUnknownNo ratings yet
- Bioresource Technology: Contents Lists Available atDocument7 pagesBioresource Technology: Contents Lists Available atUnknownNo ratings yet
- Bioresource Technology 273 (2019) 25-33Document9 pagesBioresource Technology 273 (2019) 25-33UnknownNo ratings yet
- Biological Activity During Composting of Sewage Sludge at Low TemperaturesDocument5 pagesBiological Activity During Composting of Sewage Sludge at Low TemperaturesUnknownNo ratings yet
- Bioresource Technology: SciencedirectDocument9 pagesBioresource Technology: Sciencedirectsushmita karNo ratings yet
- Bioresource Technology 273 (2019) 25-33Document9 pagesBioresource Technology 273 (2019) 25-33UnknownNo ratings yet
- Chemosphere: SciencedirectDocument9 pagesChemosphere: SciencedirectUnknownNo ratings yet
- Waste Management: Hamid R. Amini, Debra R. Reinhart, Antti NiskanenDocument9 pagesWaste Management: Hamid R. Amini, Debra R. Reinhart, Antti NiskanenUnknownNo ratings yet
- Example of Yield LineDocument3 pagesExample of Yield LineUnknownNo ratings yet
- Waste Management: Hamid R. Amini, Debra R. ReinhartDocument7 pagesWaste Management: Hamid R. Amini, Debra R. ReinhartUnknownNo ratings yet
- Singhy, 2014 Groundwater Simulation ReviewDocument10 pagesSinghy, 2014 Groundwater Simulation ReviewadnanmirogluNo ratings yet
- BRM Bristell PohDocument94 pagesBRM Bristell PohRobert PladetNo ratings yet
- Cameron Middle East Skid Structural Calculation ReportDocument33 pagesCameron Middle East Skid Structural Calculation Reportsridhar100% (1)
- M-PRO2 DatasheetDocument17 pagesM-PRO2 DatasheetcdpangoNo ratings yet
- WorkshopPLUS SQLServer2014 PerformanceTuningandOptimizationDocument2 pagesWorkshopPLUS SQLServer2014 PerformanceTuningandOptimizationLucian HowardNo ratings yet
- Bugreport CPH2365T2 RKQ1.211119.001 2023 02 27 20 45 28 Dumpstate - Log 16616Document36 pagesBugreport CPH2365T2 RKQ1.211119.001 2023 02 27 20 45 28 Dumpstate - Log 16616Jhun CocaNo ratings yet
- Operacion de Sistemas Power Shift - D4EDocument6 pagesOperacion de Sistemas Power Shift - D4ERenato LicettiNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification ForMartuaHaojahanSaragihSidabutarNo ratings yet
- Ds Datalog8 040416 UkDocument2 pagesDs Datalog8 040416 UkMohamed IbrahimNo ratings yet
- AReviewOnGeopolymerConcrete (214 217)Document4 pagesAReviewOnGeopolymerConcrete (214 217)anupamrcNo ratings yet
- BE-WI-203-08-F02 Technical Checklist Instrumentation - Control ValvesDocument1 pageBE-WI-203-08-F02 Technical Checklist Instrumentation - Control Valvesmika cabelloNo ratings yet
- B. B. ALE Department of Mechanical EngineeringDocument36 pagesB. B. ALE Department of Mechanical EngineeringRam Krishna SinghNo ratings yet
- Python The Complete Course For Beginners by TELCOMADocument177 pagesPython The Complete Course For Beginners by TELCOMARahul Kolambkar100% (1)
- Analysis of Fatigue Life in Two Weld Class Systems: Master Thesis in Solid MechanicsDocument296 pagesAnalysis of Fatigue Life in Two Weld Class Systems: Master Thesis in Solid Mechanicsgoedel1000No ratings yet
- Lesson Plan in Aquaculture Ncii (Afa)Document3 pagesLesson Plan in Aquaculture Ncii (Afa)Adam WareNo ratings yet
- Safe Operation of Forklifts and Powered Industrial Trucks GuideDocument13 pagesSafe Operation of Forklifts and Powered Industrial Trucks GuidecibewizardNo ratings yet
- Palm Beach County Property Appraiser PTO Balance Report 4-30-2012Document7 pagesPalm Beach County Property Appraiser PTO Balance Report 4-30-2012LynnKWalshNo ratings yet
- Midsteel Pipe Chart - Inches and MetricDocument1 pageMidsteel Pipe Chart - Inches and MetricThành CôngNo ratings yet
- Rodenstock CV1000PDocument2 pagesRodenstock CV1000PemoboysliveNo ratings yet
- Cobham Antenna Systems Product Range Data Sheet LinksDocument5 pagesCobham Antenna Systems Product Range Data Sheet LinksMarco AlfieriNo ratings yet
- Month End and Year End ActivitiesDocument6 pagesMonth End and Year End ActivitiesAnonymous ldfiOk97uNo ratings yet
- Object-Oriented Design and High-Level Programming LanguagesDocument85 pagesObject-Oriented Design and High-Level Programming LanguagesctadventuresinghNo ratings yet
- FISH FARMING TECHNOLOGY: The Use of Feed in Recirculating Aquaculture Systems (RAS)Document4 pagesFISH FARMING TECHNOLOGY: The Use of Feed in Recirculating Aquaculture Systems (RAS)International Aquafeed magazineNo ratings yet
- ICT On YP Final ReportDocument29 pagesICT On YP Final Reportquang140788No ratings yet
- Brake System: D.S) BR-19Document21 pagesBrake System: D.S) BR-19VANESSA REYESNo ratings yet
- Project Report On Fly Ash Bricks PlantDocument11 pagesProject Report On Fly Ash Bricks PlantVineet Singhal80% (5)
- S 85 625 2016WebSumDocument13 pagesS 85 625 2016WebSumGerson cuyaNo ratings yet
- 1031 1192105956 13 202109 FGH F Torque Converter Erosion Jory For Cep - PDF 51376613 v1Document7 pages1031 1192105956 13 202109 FGH F Torque Converter Erosion Jory For Cep - PDF 51376613 v1Jesús SarriaNo ratings yet
- IEEE Standards and Network Protocols GuideDocument7 pagesIEEE Standards and Network Protocols GuideGray FullbusterNo ratings yet
- Digital Image Processing and Signal Processing PhD Research ProposalDocument1 pageDigital Image Processing and Signal Processing PhD Research ProposalKimberly MitchellNo ratings yet
- Capintec CRC-15W Dose Calibrator PDFDocument238 pagesCapintec CRC-15W Dose Calibrator PDFwesleyNo ratings yet