You might also like
- Managing To LearnDocument132 pagesManaging To LearnJose Ortega88% (26)
- PLC and SCADA Based Automation of Textile Industry": A Seminar OnDocument39 pagesPLC and SCADA Based Automation of Textile Industry": A Seminar OnYogesh HadpadNo ratings yet
- Experimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm in Automoblie Lighting Industries A Case StudyDocument5 pagesExperimental Study For Assembly Line Balancing Using Largest Candidate Rule Algorithm in Automoblie Lighting Industries A Case StudyKenan MuhamedagicNo ratings yet
- AltaraziYasin IPPSSDSTElectricalIndustryDocument13 pagesAltaraziYasin IPPSSDSTElectricalIndustrylsjayakumarNo ratings yet
- Yeoh Kim HaoDocument44 pagesYeoh Kim HaoPankajSinghBhatiNo ratings yet
- Research Paper On Assembly Line BalancingDocument8 pagesResearch Paper On Assembly Line Balancingyfwkdbaod100% (1)
- Application of Ranked Positional Weights Method inDocument7 pagesApplication of Ranked Positional Weights Method inM. IBRAN ANUGRAH -No ratings yet
- Optimizing Production Layout and Capacity Via FlexDocument9 pagesOptimizing Production Layout and Capacity Via Flexnikhilrane91_7522800No ratings yet
- Optimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFDocument19 pagesOptimizing Impeller Geometry For Performance Enhancement of A Centrífugal Pump PDFEnrique Javier González HenríquezNo ratings yet
- Ieq Microproject Group No 5Document15 pagesIeq Microproject Group No 5Mayuresh PadekarNo ratings yet
- Mesfin GijoDocument9 pagesMesfin GijomesfinNo ratings yet
- Flow Shop Scheduling Problem A Computational StudyDocument14 pagesFlow Shop Scheduling Problem A Computational Studyrajesh rNo ratings yet
- 35365975Document24 pages35365975Naveen Vara Prasad Kongaru0% (1)
- Parametric Programming in Feature-Based MachiningDocument9 pagesParametric Programming in Feature-Based MachiningGiovani Bruce Caballero CruzNo ratings yet
- Line Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)Document7 pagesLine Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)sitam_nitj4202No ratings yet
- Assembly Line Balancing Literature ReviewDocument5 pagesAssembly Line Balancing Literature Reviewaflstquqx100% (1)
- 3 VI June 2015Document11 pages3 VI June 2015sitam_nitj4202No ratings yet
- A Comprehensive Model of Reliability, Availability, and Maintainability (RAM) For Industrial Systems EvaluationsDocument10 pagesA Comprehensive Model of Reliability, Availability, and Maintainability (RAM) For Industrial Systems Evaluationslinxie888No ratings yet
- Line Balancing For Improving Apparel Production by Operator Skill MatrixDocument7 pagesLine Balancing For Improving Apparel Production by Operator Skill MatrixSmriti GoelNo ratings yet
- Line BalancingDocument8 pagesLine Balancingsaurabh pathakNo ratings yet
- Assembly Line Balancing Using Genetic Algorithms: June 2011Document7 pagesAssembly Line Balancing Using Genetic Algorithms: June 2011omkarNo ratings yet
- Overall Efficiency Improvement of A Production Line by Using Yamazumi Chart: A Case StudyDocument12 pagesOverall Efficiency Improvement of A Production Line by Using Yamazumi Chart: A Case StudyLâm Ngọc HùngNo ratings yet
- Work Study Methods in Industrial EngineeringDocument20 pagesWork Study Methods in Industrial EngineeringSanat patilNo ratings yet
- Journal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDocument13 pagesJournal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDanny AucancelaNo ratings yet
- Paper 7Document5 pagesPaper 7naty fishNo ratings yet
- Optimization of The Total Production Time by Splitting Complex Manual Assembly ProcessesDocument18 pagesOptimization of The Total Production Time by Splitting Complex Manual Assembly Processesمحمد حسينNo ratings yet
- Application of Firefly Algorithm and Its Parameter Setting For Job Shop SchedulingDocument7 pagesApplication of Firefly Algorithm and Its Parameter Setting For Job Shop Schedulingchincha chuNo ratings yet
- Productivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessDocument7 pagesProductivity Improvement by Using Line Balancing and Automation Strategies in Order To Improve Overall Equipment EffectivenessMAJID HUSSAIN 31199No ratings yet
- Literature Review On Assembly Line BalancingDocument7 pagesLiterature Review On Assembly Line Balancingea20cqyt100% (1)
- SY BTech Mech Syllabus AutonomousDocument30 pagesSY BTech Mech Syllabus Autonomousjeetupatilp7No ratings yet
- Material Handling Institute - Balancing For Material FlowDocument13 pagesMaterial Handling Institute - Balancing For Material FlowFranklin RodríguezNo ratings yet
- Stiffness Basedposeoptimizationofanindustrialrobotforfive AxismillingDocument26 pagesStiffness Basedposeoptimizationofanindustrialrobotforfive AxismillingyousufNo ratings yet
- Ranked Positional WeigthsDocument3 pagesRanked Positional WeigthsEidrian MoralesNo ratings yet
- Design and Optimization of Runner and Gating Systems For Permanent Mould CastingDocument8 pagesDesign and Optimization of Runner and Gating Systems For Permanent Mould CastingDrawing & Design DepartmentNo ratings yet
- Mixed Model Assembly Line Design in A Make-To-Order EnvironmentDocument17 pagesMixed Model Assembly Line Design in A Make-To-Order Environmentasmaa5m3No ratings yet
- Designing A Simple U-Shaped Production Line and Analysis of EffectivenessDocument4 pagesDesigning A Simple U-Shaped Production Line and Analysis of EffectivenessSitisaifulNo ratings yet
- Ijeit1412201203 45 PDFDocument4 pagesIjeit1412201203 45 PDFSathish SigamaniNo ratings yet
- Alexandra 2020 IOP Conf. Ser. Mater. Sci. Eng. 1007 012030Document8 pagesAlexandra 2020 IOP Conf. Ser. Mater. Sci. Eng. 1007 012030Dorinelle NgalaNo ratings yet
- Systematic Design of Energy Efficient Distillation Column For Alcohol MixtureDocument7 pagesSystematic Design of Energy Efficient Distillation Column For Alcohol MixtureKaroline Benites TemocheNo ratings yet
- PLC Based Solar Panel With Tilting Arrangement: April 2016Document9 pagesPLC Based Solar Panel With Tilting Arrangement: April 2016Paul TodericNo ratings yet
- Implementation of Line Balancing Method For Manufacturing Line of Handle BarDocument15 pagesImplementation of Line Balancing Method For Manufacturing Line of Handle BarMAJID HUSSAIN 31199No ratings yet
- Applied Mathematical Modelling: Parviz Fattahi, Fariborz Jolai, Jamal ArkatDocument12 pagesApplied Mathematical Modelling: Parviz Fattahi, Fariborz Jolai, Jamal ArkatThenarasumohanveluNo ratings yet
- Comparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcessDocument10 pagesComparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcesslsjayakumarNo ratings yet
- Caso de EstudioDocument15 pagesCaso de EstudioPame AbreuNo ratings yet
- How To Improve Line Efficiency in Electronics An Ultimate Guide.Document13 pagesHow To Improve Line Efficiency in Electronics An Ultimate Guide.jackNo ratings yet
- Performance and Robustness Improvement in The IMC-PID Tuning MethodDocument10 pagesPerformance and Robustness Improvement in The IMC-PID Tuning MethodParameswararao BillaNo ratings yet
- Cob09 0851 PDFDocument11 pagesCob09 0851 PDFxoxoNo ratings yet
- PDF 163423 89729Document13 pagesPDF 163423 89729teddygg468No ratings yet
- Power Transmission Line WorkbookDocument125 pagesPower Transmission Line WorkbookGhilman HabibNo ratings yet
- Scope of CFD in The Process IndustryDocument10 pagesScope of CFD in The Process IndustrydkrnambiarNo ratings yet
- Improvement of Machining Processes A Case StudyDocument9 pagesImprovement of Machining Processes A Case StudyParamesh Waran [049]No ratings yet
- Final ReportDocument30 pagesFinal ReportMilind SinghNo ratings yet
- Simulation Analysis For Assembly Line Workstation Layout: Case StudyDocument8 pagesSimulation Analysis For Assembly Line Workstation Layout: Case StudyEstewong ThuyNguyenNo ratings yet
- Line Balancing Techniques To Improve ProductivityDocument9 pagesLine Balancing Techniques To Improve ProductivityMAJID HUSSAIN 31199No ratings yet
- Assembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluDocument5 pagesAssembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluKenan MuhamedagicNo ratings yet
- Design and Development of Pneumatic Lab Activities For A Course On Fluid PowerDocument35 pagesDesign and Development of Pneumatic Lab Activities For A Course On Fluid PowerKhaled MahranNo ratings yet
- Topic 1Document10 pagesTopic 1Swfian ۦۦNo ratings yet
- Khlil 2020 IOP Conf. Ser. Mater. Sci. Eng. 745 012068Document8 pagesKhlil 2020 IOP Conf. Ser. Mater. Sci. Eng. 745 012068Juliana Ricato Musso SilvaNo ratings yet
- A Case Study On Improving The Productivity Using Ie ToolsDocument5 pagesA Case Study On Improving The Productivity Using Ie ToolsBhavik ShethNo ratings yet
- Computational Flow Modeling for Chemical Reactor EngineeringFrom EverandComputational Flow Modeling for Chemical Reactor EngineeringRating: 3 out of 5 stars3/5 (3)
- Impact of Accelerated Stresses On PowerDocument15 pagesImpact of Accelerated Stresses On Powersitam_nitj4202No ratings yet
- Stochastic Noise Removal On Partial DiscDocument6 pagesStochastic Noise Removal On Partial Discsitam_nitj4202No ratings yet
- Lec 22Document38 pagesLec 22sitam_nitj4202No ratings yet
- Lec 19Document32 pagesLec 19sitam_nitj4202No ratings yet
- Lec 21Document35 pagesLec 21sitam_nitj4202No ratings yet
- Optimization of Power Transformer Design Losses VoDocument30 pagesOptimization of Power Transformer Design Losses VoghersimonNo ratings yet
- Global Transformer Optimization Method UDocument5 pagesGlobal Transformer Optimization Method Usitam_nitj4202No ratings yet
- Lec 20Document29 pagesLec 20sitam_nitj4202No ratings yet
- Green BWLT Question PaperDocument5 pagesGreen BWLT Question Papersitam_nitj4202No ratings yet
- VSMDocument296 pagesVSMpgrdic100% (4)
- Applied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - AnnemiekeDocument303 pagesApplied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - Annemiekekalgm4437No ratings yet
- Case Study - Logistics IndustryDocument3 pagesCase Study - Logistics Industrysitam_nitj4202No ratings yet
- C 0Document2 pagesC 0Ravi ValakrishnanNo ratings yet
- Lean Manufacturing ProjectDocument5 pagesLean Manufacturing Projectsitam_nitj4202No ratings yet
- 04 3 Elements WorkbookDocument5 pages04 3 Elements Workbooksitam_nitj4202No ratings yet
- Lean Management BOKDocument68 pagesLean Management BOKsitam_nitj4202No ratings yet
- A3 ThinkingDocument17 pagesA3 Thinkingfdsa01100% (5)
- Prerequisites To Standard Work: A Stable ProcessDocument1 pagePrerequisites To Standard Work: A Stable Processsitam_nitj4202No ratings yet
- SigmaFlow VSM Reference ManualDocument236 pagesSigmaFlow VSM Reference ManualluisNo ratings yet
- Toyota A3 Process Ntro Chapt 1and2Document46 pagesToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- Standardization: Standard WorkDocument2 pagesStandardization: Standard WorkMenganoNo ratings yet
- Standard Work IntroductionDocument3 pagesStandard Work Introductionsitam_nitj4202No ratings yet
- Standard Work Course: WorkbookDocument4 pagesStandard Work Course: Workbooksitam_nitj4202No ratings yet
- Ejemplo de Instruccion de Trabajo PDFDocument2 pagesEjemplo de Instruccion de Trabajo PDFJose nuñezNo ratings yet
- LEAN ProjectDocument33 pagesLEAN Projectsitam_nitj4202No ratings yet
- SW Process Capacity SheetDocument2 pagesSW Process Capacity Sheetsitam_nitj4202No ratings yet
- 219 PDFDocument13 pages219 PDFAntónioSimõesBorbaNo ratings yet
- TAKT Time Mixed ModelDocument113 pagesTAKT Time Mixed Modelsitam_nitj4202No ratings yet
- Toyota A3 Process Ntro Chapt 1and2Document46 pagesToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- As 1050.1 2017Document49 pagesAs 1050.1 2017vkkt2016No ratings yet
- Star IndustriesDocument25 pagesStar IndustriesSushil KumarNo ratings yet
- Matias, Eiron Audrey P. - Time Setting of Portland CementDocument19 pagesMatias, Eiron Audrey P. - Time Setting of Portland CementMiNT MatiasNo ratings yet
- UMI Surface Preparation TechnologyDocument35 pagesUMI Surface Preparation TechnologySyed Aftab AhmedNo ratings yet
- NCP Reverse Engineering Capabilities & RafDocument21 pagesNCP Reverse Engineering Capabilities & Rafnevin KhedooNo ratings yet
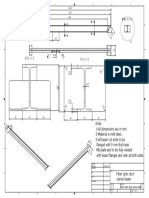
- Fiber Optic Duct Carrier BeamDocument1 pageFiber Optic Duct Carrier BeamshifinNo ratings yet
- Mater BiDocument10 pagesMater BihanjunyieeNo ratings yet
- Indigo Prodn. From Phenyl-Glycine Carboxylic Acid Salt - by Fusion in Mixed Potassium Hydroxide and Sodium Hydroxide Melt, Then OxidnDocument4 pagesIndigo Prodn. From Phenyl-Glycine Carboxylic Acid Salt - by Fusion in Mixed Potassium Hydroxide and Sodium Hydroxide Melt, Then OxidnCillian CreedonNo ratings yet
- Blended Cement Concrete BCCDocument122 pagesBlended Cement Concrete BCCnuraina aqilahNo ratings yet
- Checklist1301 - Plastering WorkDocument1 pageChecklist1301 - Plastering WorkAdlanAbushibaNo ratings yet
- Manufacturing Processes 20ME33P Lab Manual C-20Document44 pagesManufacturing Processes 20ME33P Lab Manual C-20Thanmay JSNo ratings yet
- Synopsis of Changes in Section VIII Div1 E2023Document121 pagesSynopsis of Changes in Section VIII Div1 E2023yathi sNo ratings yet
- Intern SummerDocument25 pagesIntern SummerPrakash GNo ratings yet
- Prabhat Brochure PDFDocument12 pagesPrabhat Brochure PDFSuresh BabuNo ratings yet
- Unit 5: Jit (Just-In-Time)Document48 pagesUnit 5: Jit (Just-In-Time)VELMURUGAN MNo ratings yet
- Production Technology Practical FileDocument16 pagesProduction Technology Practical File032AkritiNo ratings yet
- Daily ReportDocument17 pagesDaily ReportAgung Tri SugihartoNo ratings yet
- BASF - MasterTop 1331 System For System For Non Exposed Deck - 10.6Document12 pagesBASF - MasterTop 1331 System For System For Non Exposed Deck - 10.6Ramesh MankaniNo ratings yet
- Perfiles de CompresiónDocument25 pagesPerfiles de CompresiónAntonio ReguilloNo ratings yet
- VG B SFO-flyerDocument2 pagesVG B SFO-flyerMarko Altamirano DuranNo ratings yet
- August 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleDocument8 pagesAugust 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleTony C.No ratings yet
- KMB Inpack-Catalogo - EN WebDocument53 pagesKMB Inpack-Catalogo - EN WebTadeoNo ratings yet
- TESDA Order No. 031-2022Document11 pagesTESDA Order No. 031-2022Ana BelleNo ratings yet
- Be Hydrocyclone Package (Asbea-A-2702) 32294 Ponticelli - Al Shaheen PWTDocument5 pagesBe Hydrocyclone Package (Asbea-A-2702) 32294 Ponticelli - Al Shaheen PWTTĩnh Hồ TrungNo ratings yet
- W-L-1054 Pipe Through Gyp Board AssemblyDocument2 pagesW-L-1054 Pipe Through Gyp Board AssemblyJason StelleNo ratings yet
- Ultimate Guide To Cast Iron WeldingDocument16 pagesUltimate Guide To Cast Iron WeldingMohamedNo ratings yet
- Q and A Lab 9Document3 pagesQ and A Lab 9ysaaa. rbNo ratings yet
- 01 CE134P-2 Introduction To Structural Steel DesignDocument18 pages01 CE134P-2 Introduction To Structural Steel DesignPzynae FlorentinoNo ratings yet
- Ace Plast Ram BS2 Patch CBBDocument1 pageAce Plast Ram BS2 Patch CBBpulakjaiswal85No ratings yet
- Tiny 12 Dec 2021 1419Document201 pagesTiny 12 Dec 2021 1419RamaChandranANo ratings yet