You might also like
- Managing To LearnDocument132 pagesManaging To LearnJose Ortega88% (26)
- Professional Cloud Architect Exam - Free Actual Q&as, Mar 32pageDocument335 pagesProfessional Cloud Architect Exam - Free Actual Q&as, Mar 32pageTharun PanditiNo ratings yet
- FreetDocument32 pagesFreetHamed GeramiNo ratings yet
- Can't Stop RHCP Bass TabsDocument1 pageCan't Stop RHCP Bass TabsLengKeng Tan100% (1)
- LSSGB Project 2 Reducing Sealant Waste-ProblemDocument6 pagesLSSGB Project 2 Reducing Sealant Waste-ProblemEduardo Expósito Espinosa100% (1)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Visual Search Market Size, Status and Forecast 2019-2025Document8 pagesVisual Search Market Size, Status and Forecast 2019-2025mahi singhNo ratings yet
- Supply Chain Risk ManagementDocument140 pagesSupply Chain Risk ManagementJacob100% (1)
- WIRING DIAGRAM Wifi VendoDocument5 pagesWIRING DIAGRAM Wifi VendoDikdik PribadiNo ratings yet
- (RDMP) BQ Piping Smp3 170601 Iti Rev0Document365 pages(RDMP) BQ Piping Smp3 170601 Iti Rev0Fahmy FlipNo ratings yet
- Man - en As BB Logika2-Rev.08Document40 pagesMan - en As BB Logika2-Rev.08Hassan BelalNo ratings yet
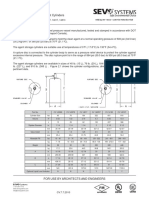
- SEO-Optimized Technical Data Sheet Title for SEVO 1230 Clean Agent CylindersDocument1 pageSEO-Optimized Technical Data Sheet Title for SEVO 1230 Clean Agent Cylinderstribhuvan ShankarNo ratings yet
- SMK Agribisnis Perikanan Air Payau Peralatan PraktikDocument8 pagesSMK Agribisnis Perikanan Air Payau Peralatan PraktikElpi BoimauNo ratings yet
- Next Gen 8320 ValvesDocument4 pagesNext Gen 8320 ValveskicsnerNo ratings yet
- Formulas Charts and TablesDocument56 pagesFormulas Charts and TablesRodolfo MendezNo ratings yet
- DSS Peerless Webinar Example Steam Trap Survey 2022Document8 pagesDSS Peerless Webinar Example Steam Trap Survey 2022Raj GaikwadNo ratings yet
- Atlas Copco Electronic Condensate Drains: EWD SeriesDocument1 pageAtlas Copco Electronic Condensate Drains: EWD SeriestariqNo ratings yet
- AMS Composite Cylinders User Manual HighlitedDocument19 pagesAMS Composite Cylinders User Manual HighlitedDon SheensNo ratings yet
- Install and operate AAFs silicon compressed air filterDocument10 pagesInstall and operate AAFs silicon compressed air filterMột Lằn QuangNo ratings yet
- TM 10-6640-229-13P Precision General Purpose Water Baths Model TS-66518 Aw-9Document31 pagesTM 10-6640-229-13P Precision General Purpose Water Baths Model TS-66518 Aw-9AdvocateNo ratings yet
- Arcelormittal Galati S.A. - Romania: Inspection Certificate 20564275 According To: en 10204/2004/3.1 Date: 26.11.2018Document1 pageArcelormittal Galati S.A. - Romania: Inspection Certificate 20564275 According To: en 10204/2004/3.1 Date: 26.11.2018Felicia Cioaba100% (2)
- Din en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Document1 pageDin en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Zoran JankovNo ratings yet
- H&M AQL Table RequirementDocument4 pagesH&M AQL Table RequirementMoklesur RahmanNo ratings yet
- AF Series - Omega Air D.O.O. LjubljanaDocument2 pagesAF Series - Omega Air D.O.O. LjubljanaOMEGA AIR d.o.o. LjubljanaNo ratings yet
- Omml 7 201 300 B enDocument7 pagesOmml 7 201 300 B enEngr Mohammed UsmaniaNo ratings yet
- Sumico: Ultrasonic Thickness Gauging ReportDocument1 pageSumico: Ultrasonic Thickness Gauging ReportShahbaz KhanNo ratings yet
- Min1 112309Document37 pagesMin1 112309Hernan RomeroNo ratings yet
- Mve SC Series Spec SheetDocument2 pagesMve SC Series Spec SheetБранко ЛуковићNo ratings yet
- Proteccion Conta Incendios Hdpe - KWH PipeDocument8 pagesProteccion Conta Incendios Hdpe - KWH PipeYHASMANI SOTELO GARCIANo ratings yet
- Y-Strainer: Type VC64 DN 15 - DN400 PN16-PN 40Document4 pagesY-Strainer: Type VC64 DN 15 - DN400 PN16-PN 40Gabriel RodriguezNo ratings yet
- CM-04&05 Flow MeterDocument10 pagesCM-04&05 Flow MeterPortfolio TrackerNo ratings yet
- CHAI Pack Pack Order Form Aug-23-1Document32 pagesCHAI Pack Pack Order Form Aug-23-1Briltex IndustriesNo ratings yet
- Acdx 2Document44 pagesAcdx 2GermánCastiglioniNo ratings yet
- Quantityware Working Paper: Annex A - Comparison of Astm D1250 Standard ImplementationsDocument88 pagesQuantityware Working Paper: Annex A - Comparison of Astm D1250 Standard ImplementationsMuhammad Rizky FauziNo ratings yet
- The Procter & Gamble Co.: Issue Date: See TS FormDocument7 pagesThe Procter & Gamble Co.: Issue Date: See TS FormIssam LahlouNo ratings yet
- Thread Pitch ChartDocument2 pagesThread Pitch ChartGeorgeMtyNo ratings yet
- Hydro N Matic - Indonesia - IfanDocument1 pageHydro N Matic - Indonesia - IfanPutra SNo ratings yet
- Liberty Galati S.A. - Romania: Inspection Certificate 20614009 ACCORDING TO: EN 10204/2004/3.1 DATE: 20.01.2020Document1 pageLiberty Galati S.A. - Romania: Inspection Certificate 20614009 ACCORDING TO: EN 10204/2004/3.1 DATE: 20.01.2020Felicia CioabaNo ratings yet
- Valvula 3 Vias 132k04Document1 pageValvula 3 Vias 132k04Filipe FilipeNo ratings yet
- Mroy Metering Pumps Data Sheet - 2022Document5 pagesMroy Metering Pumps Data Sheet - 2022Ricardo VeraNo ratings yet
- 4-AF SeriesDocument2 pages4-AF SeriesRoberto SanchezNo ratings yet
- KE O&M Log Sheets (13-03-2022)Document3 pagesKE O&M Log Sheets (13-03-2022)Umair A. KhanNo ratings yet
- Gas Lift Design and Economic AnalysisDocument11 pagesGas Lift Design and Economic AnalysisBabas Samudera HafwandiNo ratings yet
- Atlas Copco Air Dryers FD Series Performance DataDocument21 pagesAtlas Copco Air Dryers FD Series Performance Dataroni kurniawanNo ratings yet
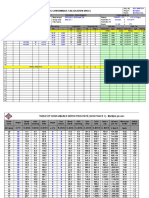
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Amal-18ST A Production TestDocument4 pagesAmal-18ST A Production TestMohamed HashemNo ratings yet
- 4220-0104-009 List of Commissioning Equipment Rev ADocument4 pages4220-0104-009 List of Commissioning Equipment Rev AqaiserNo ratings yet
- CC IntroDocument86 pagesCC IntroLuis HuirseNo ratings yet
- Bin Card Coc Level 4Document19 pagesBin Card Coc Level 4Kaleb Tilahun100% (1)
- Polycab Cables Pricelist NewDocument8 pagesPolycab Cables Pricelist NewChandan RayNo ratings yet
- Splitteto PDFDocument7 pagesSplitteto PDFRobson RibasNo ratings yet
- Liberty Galati S.A. - Romania: Inspection Certificate 20607255 ACCORDING TO: EN 10204/2004/3.1 DATE: 05.11.2019Document1 pageLiberty Galati S.A. - Romania: Inspection Certificate 20607255 ACCORDING TO: EN 10204/2004/3.1 DATE: 05.11.2019Felicia CioabaNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Praktikum Propulsi BDocument5 pagesPraktikum Propulsi BMokoNo ratings yet
- Capacity Question SheetDocument26 pagesCapacity Question SheetDrimit GhosalNo ratings yet
- KVF-B16.48 Spectacle Blind BrochureDocument26 pagesKVF-B16.48 Spectacle Blind Brochurepmech consultantNo ratings yet
- 4 Bela MFP Part 2Document28 pages4 Bela MFP Part 2susmita.sivasankaranNo ratings yet
- 2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Document185 pages2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Clash with HBNo ratings yet
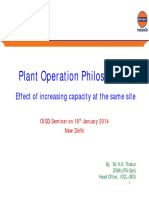
- Plant Operation PhilosophyDocument17 pagesPlant Operation Philosophyahmed.hossamelden91No ratings yet
- H.Q Lamps manufacturing co. Daily Inventory Report 15-Jul-15/TITLEDocument35 pagesH.Q Lamps manufacturing co. Daily Inventory Report 15-Jul-15/TITLEharishNo ratings yet
- Tcds Im e 240 Issue 01 FinalDocument26 pagesTcds Im e 240 Issue 01 Finaldyinganaldestroyer1No ratings yet
- Spir Star 2013Document259 pagesSpir Star 2013Ahmadreza AminianNo ratings yet
- 2015-16 CCGA Bag Price Matrix FINAL 09 10 15Document23 pages2015-16 CCGA Bag Price Matrix FINAL 09 10 15Marty ZaninovichNo ratings yet
- Baws014 Ex GBR 2 - 1343603272Document20 pagesBaws014 Ex GBR 2 - 1343603272denisNo ratings yet
- 16mm & 25mm MTVDocument2 pages16mm & 25mm MTVLOVEPREET SINGHNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Lec 22Document38 pagesLec 22sitam_nitj4202No ratings yet
- Impact_of_Accelerated_Stresses_on_PowerDocument15 pagesImpact_of_Accelerated_Stresses_on_Powersitam_nitj4202No ratings yet
- Optimization of Power Transformer Design Losses VoDocument30 pagesOptimization of Power Transformer Design Losses VoghersimonNo ratings yet
- Global_transformer_optimization_method_uDocument5 pagesGlobal_transformer_optimization_method_usitam_nitj4202No ratings yet
- Stochastic_noise_removal_on_partial_discDocument6 pagesStochastic_noise_removal_on_partial_discsitam_nitj4202No ratings yet
- Applied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - AnnemiekeDocument303 pagesApplied Data Analysis For Process Improvement - A Practical Guide To Six Sigma Black Belt Statistics-Hytinen, - Annemiekekalgm4437No ratings yet
- Lec 21Document35 pagesLec 21sitam_nitj4202No ratings yet
- Lec 19Document32 pagesLec 19sitam_nitj4202No ratings yet
- Lec 20Document29 pagesLec 20sitam_nitj4202No ratings yet
- A3 ThinkingDocument17 pagesA3 Thinkingfdsa01100% (5)
- C 0Document2 pagesC 0Ravi ValakrishnanNo ratings yet
- Green BWLT Question PaperDocument5 pagesGreen BWLT Question Papersitam_nitj4202No ratings yet
- Case Study - Logistics IndustryDocument3 pagesCase Study - Logistics Industrysitam_nitj4202No ratings yet
- VSMDocument296 pagesVSMpgrdic100% (4)
- SigmaFlow VSM Reference ManualDocument236 pagesSigmaFlow VSM Reference ManualluisNo ratings yet
- Lean Management BOKDocument68 pagesLean Management BOKsitam_nitj4202No ratings yet
- SW Process Capacity SheetDocument2 pagesSW Process Capacity Sheetsitam_nitj4202No ratings yet
- Toyota A3 Process Ntro Chapt 1and2Document46 pagesToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- Standardization: Standard WorkDocument2 pagesStandardization: Standard WorkMenganoNo ratings yet
- 04 3 Elements WorkbookDocument5 pages04 3 Elements Workbooksitam_nitj4202No ratings yet
- Standard Work Types ExplainedDocument3 pagesStandard Work Types Explainedsitam_nitj4202No ratings yet
- 219 PDFDocument13 pages219 PDFAntónioSimõesBorbaNo ratings yet
- Standard Work Course: WorkbookDocument4 pagesStandard Work Course: Workbooksitam_nitj4202No ratings yet
- Ejemplo de Instruccion de Trabajo PDFDocument2 pagesEjemplo de Instruccion de Trabajo PDFJose nuñezNo ratings yet
- Prerequisites To Standard Work: A Stable ProcessDocument1 pagePrerequisites To Standard Work: A Stable Processsitam_nitj4202No ratings yet
- TAKT Time Mixed ModelDocument113 pagesTAKT Time Mixed Modelsitam_nitj4202No ratings yet
- LEAN ProjectDocument33 pagesLEAN Projectsitam_nitj4202No ratings yet
- Toyota A3 Process Ntro Chapt 1and2Document46 pagesToyota A3 Process Ntro Chapt 1and2Vijayasekar100% (10)
- Blank Letterhead..... PDF - 20240120 - 143356 - 0000Document1 pageBlank Letterhead..... PDF - 20240120 - 143356 - 0000jrsrecyclingltdNo ratings yet
- 24 Territory Brochure enDocument12 pages24 Territory Brochure enmohammed sameer100% (1)
- JBoss Enterprise Application Platform-5-Performance Tuning Guide-En-USDocument75 pagesJBoss Enterprise Application Platform-5-Performance Tuning Guide-En-USvali07No ratings yet
- PartnerDocument14 pagesPartnerLeo van GorkumNo ratings yet
- SBI Online Registration Form for CINB SaralDocument1 pageSBI Online Registration Form for CINB Saralamitjainis60% (5)
- Excel CheatsheetDocument1 pageExcel CheatsheetBoring BlandNo ratings yet
- Las Tendencias Pedagógicas en América Latina. NassifDocument51 pagesLas Tendencias Pedagógicas en América Latina. NassifDora MuñozNo ratings yet
- Automotive Industry Innovation TrendsDocument5 pagesAutomotive Industry Innovation TrendsKESAVANNo ratings yet
- Price Fokus 2015 (Print)Document10 pagesPrice Fokus 2015 (Print)ariotwNo ratings yet
- Kit de CommunicationDocument3 pagesKit de CommunicationdupontNo ratings yet
- Solarnative BatteryBrick Data-Sheet-V0.3Document3 pagesSolarnative BatteryBrick Data-Sheet-V0.3Pedro fuenmayorNo ratings yet
- Example 8: Masonry Wall: Starting A New StructureDocument16 pagesExample 8: Masonry Wall: Starting A New StructureHENRY MICHELNo ratings yet
- Module 5D - DIGSI4 - CFCDocument25 pagesModule 5D - DIGSI4 - CFCWalter Andres Estevez Vasquez0% (1)
- Semrush-Backlinks Overview-Root Domain Https Ganknow Com - 11th Mar 2023Document3 pagesSemrush-Backlinks Overview-Root Domain Https Ganknow Com - 11th Mar 2023RrKartika RatnasariNo ratings yet
- No. Hotel Address City Star Number of Room Room Allocation PIC Phone EmailDocument27 pagesNo. Hotel Address City Star Number of Room Room Allocation PIC Phone Emailali71usmanNo ratings yet
- Lec4-5 QDocument4 pagesLec4-5 QBashir Emad kadimNo ratings yet
- Dcit 7.0 NotesDocument4 pagesDcit 7.0 NotesErick GitahiNo ratings yet
- 2 Vias-EgoDocument10 pages2 Vias-Egoleonardo osmelNo ratings yet
- PC400 8 1Document549 pagesPC400 8 1Eka Anwar100% (1)
- CV9202L TDocument57 pagesCV9202L TElhani MarocNo ratings yet
- Digital Marketing Agency AhmedabadDocument24 pagesDigital Marketing Agency AhmedabadDhavalNo ratings yet
- IM0973112 Camera AFZ EN A04 MailDocument12 pagesIM0973112 Camera AFZ EN A04 MailEmerson BatistaNo ratings yet
- MS-6600 10603Document2 pagesMS-6600 10603International EngineeringNo ratings yet
- ECO304 - Sampling DistributionDocument39 pagesECO304 - Sampling DistributionNicholas Atuoni GyabaaNo ratings yet
- A Systematic Review of Bio-Asphalt For Flexible Pavement ApplicationsDocument16 pagesA Systematic Review of Bio-Asphalt For Flexible Pavement ApplicationsadinaNo ratings yet