Professional Documents
Culture Documents
Todays Composite Elevated Storage Tanks
Uploaded by
c.liOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Todays Composite Elevated Storage Tanks
Uploaded by
c.liCopyright:
Available Formats
Today’s Composite Elevated Storage Tanks
Presented at the 2002 AWWA Conference & Exposition - New Orleans, LA
Stephen W. Meier, P.E., S.E.
Vice President of Engineering and Technology
Tank Industry Consultants
Indianapolis, IN
Abstract: Over the last two decades, composite
tanks for water storage—tanks with a steel tank
storage container atop a reinforced concrete
pedestal—have gained popularity. The challenge
for tank owners, engineers, and designers has been
that no widely recognized standards were in place
to provide guidance for the construction of these
types of tanks.
AWWA Standard Committee D170 is working to
fill that those gaps and provide a comprehensive
standard that will supply tank owners and
specifiers with the tools needed to design, specify,
build, and maintain these structures. It will also
aid the tank owner in better determining the
type—steel, concrete, composite—tank that will
best serve their water system needs now and in the
years to come.
This paper reviews the development of the
composite tank and includes a state-of-the-art look
at what concepts are being built today, the status
of the standards process, how composite tanks differ from the AWWA D100 tanks, and how to
properly specify a composite elevated tank. Mr. Meier chairs the AWWA Steel Elevated Tanks,
Standpipes & Reservoirs Committee and has been a member of the AWWA Composite Tank
standard committee since its inception. In addition, he is a member of the ACI 371R Committee;
the American Concrete Institute recommended practice for the design of the pedestal.
What is a Composite Elevated Tank?
A composite elevated water tank is comprised of a welded steel tank for watertight containment, a
single pedestal concrete support structure, a foundation, and accessories. These tanks are also
sometimes referred to as “concrete pedestal elevated tanks.” The steel tank provides a proven,
watertight container derived from the AWWA D100 Standard for welded steel tanks which has
demonstrated superior performance through decades of use by the water industry. The reinforced
concrete support column provides a cost effective, structurally robust pedestal with minimal
maintenance.
Today’s Composite Elevated Storage Tanks Page 1
S.W. Meier
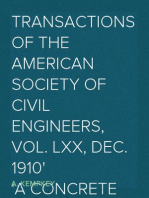
The basic configurations of the composite elevated storage tanks built in the US and Canada over
the last 25 years is shown in Figure 1.
Figure 1 - Common Composite Tank
Style A - Domed Style B - Style C - Concrete
Concrete Floor with Suspended Steel Slab with Liner
Liner Bottom
The most common composite tank is the domed concrete floor with a carbon steel liner (Style A).
The advantages and disadvantages of each style are shown in Table A.
Table A – Advantages and Disadvantages of the Styles
Style Advantages Disadvantages
A - Dome • Balance of forces at tank-to- • Special formwork
pedestal intersection • Intersection with steel tank more
• Scalable to large capacity tanks complex
• Reduced dead storage (i.e. water • Liner fitting/grouting dome shape
quality) • Underside of liner inaccessible for
coating similar to a ground storage
tank
• Additions or modifications to tank
bottom are difficult
B – Suspended Bottom • Bottom is accessible for coatings • Tolerances at top of pedestal
and addition or modification critical for skirt support
• Skirt-to-cone intersection design
• More dead storage
• Condensation on bottom may
require a condensate ceiling for
interior uses
C - Slab • Simple forming • Limited to smaller capacity tanks
• Liner is not formed ( similar to flat • Bending tension stresses cause
bottom tank on slab) cracking in lower face of slab
• Bending moments in top of
pedestal
• Underside of liner inaccessible for
coating similar to a ground storage
tank
• Additions or modifications to tank
bottom are difficult
Today’s Composite Elevated Storage Tanks Page 2
S.W. Meier
History
Although water storage tanks were constructed from different tank and tower materials since the
early 1800’s, the modern composite elevated water storage tank was initially developed in
Canada in the late 1970’s and slowly advanced into the US during the last half of the 1980’s. In
1978, Landmark Structures, Inc erected the first modern composite tank in Canada. The first
composite elevated water storage tank erected in the US was built in Southlake, Texas in 1985.
The initial US focus was in the southwestern regions, but in recent years numerous tanks of this
type have been constructed in mid-western and eastern regions of the country. To date, tanks
storing 3 million gallons and up to a height of 230 feet have been erected in the US. Figures 2
thru 7 illustrate the growth of this market segment.
Figure 2 - 1985 to1990 New Composite Tank Construction (map point plots)
Figure 3 – 1978 to 1998 New Composite Tank Construction
Figure 4 – 1978 to 2001 New Composite Tank Construction
Figure 5 – New Composite Tank Construction Histogram – Number of Tanks
Figure 6 - New Composite Tank Construction Histogram – Gallons of Storage
In all, over 450 composite tanks have been constructed since 1978 even though there is no
AWWA or other recognized national standard for this structure. Most of these tanks were
constructed according to manufacturer’s proprietary designs and job-specific engineer’s
specifications. In 1992, AWWA and others recognized the need for a standard and began the
development process that is still ongoing today. The following are highlights of the past standard
related activities:
Spring, 1992 – AWWA Standards Council created Standards Committee D170 – “Composite
Tanks for Water Storage” and several associated Subcommittees. This standard is not yet
complete.
May, 1992 – Steel Plate Fabricators Association published a “Guideline Specification for
Composite Elevated Water Storage Tanks.”
Fall, 1992 – American Concrete Institute authorized development of the “Recommended Practice
371R - Guide for the Analysis, Design, and Construction of Concrete Pedestal Water Towers”
which was published in 1998. The scope of this document is limited to the concrete portion of
the structure.
Construction
The typical construction sequence for the modern composite tank involves the following steps:
Step1 – Foundation
The foundation is usually a spread footing for average soil
bearing conditions since the tank footprint is relatively
large although deep foundations may be required in some
locations. It is important that the wall starter rebar be
located within tolerance so the wall construction can start
at with correct geometry.
Today’s Composite Elevated Storage Tanks Page 3
S.W. Meier
Step 2: Pedestal Wall Construction
From the footing, the wall forms are erected and the process of building the wall begins. Form
systems are usually proprietary to the tank constructor. The forms typically have strips fastened to
the formwork that create rustications in the concrete that hide construction joints and give a
pleasing panel-like appearance. Regardless of the formwork details, care should be taken to
ensure wall tolerances on thickness and plumbness are met. Additional reinforcement near
openings, block outs for the wall openings and embedment installation should be monitored. The
concrete mix, placement and vibration should be implemented in such a way to achieve good
consolidation and minimal surface defects (fins, bugholes, etc) and shading.
Step 3: Tank Erection – In Place
Photo courtesy of Chicago Bridge and Iron
Photo courtesy of CBI
Photo courtesy of Landmark Structures, Inc
One popular method of construction is to construct the steel tank in-place similar to that used in
welded steel elevated tanks. After the pedestal and dome are erected, the subassemblies of the
tank sections are lifted and fit into position. Welding, radiographic and tolerance examinations,
and coating work are also done in final position.
Jacking
For this erection method supports are erected
around base of the tank and the conical sections
and vertical shell are fit and welded. Lifting
supports are installed on the tank. Radiographic
and the coating work may also be completed while
the tank is in low position.
Photo courtesy of Landmark Structures,
Inc.
Today’s Composite Elevated Storage Tanks Page 4
S.W. Meier
Lifting frames and hydraulic cable jacks are supported on the top of the pedestal /dome and used
to hoist the tank into final position. When the tank reaches the final position, the tank is pinned in
place with proprietary locking systems until the final concrete placement can be made to
permanently lock the tank and tower together.
Photos Courtesy of Caldwell Tanks, Inc
Step 4—Completing Tank
After tank is secured to the pedestal the lifting equipment is
removed and the tank roof and any internals are installed. The floor
liner is installed and, if required, the space between the liner and
dome is grouted. The remainder of accessories, roof handrails and
communication antennas (if required) are installed. Coatings are
applied to roof and remaining tank components.
Photo courtesy of Landmark Structures
Step 5 – Interior of Pedestal
If specified, the interior of the pedestal can be
finished for a variety of uses – storage, office
space, training areas and other imaginative uses.
If the tank is used for communication antennas,
the interior may be sub-divided to provide space
for the communication carriers. The interior
space also provides a convenient space for
controls and valves for the tank. One word of
caution, storage of explosive or flammable
material is not recommended.
Typically a 1.5 million gallon tank can be
completed in approximately 1 year from the
issuance of the notice to proceed.
Today’s Composite Elevated Storage Tanks Page 5
S.W. Meier
Specifying a Composite Tank
Since no national or AWWA standard exists as yet, specifying a new composite tank is more
demanding than a tank type with an AWWA Standard. In the US, the tank builders often perform
detail engineering for several of the components based on their proprietary designs, fabrication
techniques and erection methods. Therefore, each tank builder has unique design characteristics
for their product. Over the past decade, through the development efforts of writing the AWWA
Standard for the composite tanks, the major tank builders have reached consensus on some of the
design requirements, but areas of disagreement remain.
While detailing a complete specification is beyond the scope of this paper, there are several areas
that a specifier should be aware of in preparing the project documents that are different than the
typical AWWA welded steel elevated tank. As constructed today, composite elevated tanks and
AWWA D100-96 welded steel tanks are not equivalent tanks, even though both serve the
intended function.
• Design Loads – typically ASCE 7 is used as the design basis for environmental loads (snow,
wind and seismic) unless the local building code governs. Any site specific or regional loads
such as high winds or snowfall should be specified. ASCE wind category C is usually
applied. If future uses (such as intermediate interior floors) are planned specify additional
floor loads on the pedestal.
• Pedestal
o Appearance - the typical appearance of the
pedestal is a series of rectangular panels that
provide relief in the surface. The “grooves”
are shaped into the wall when it is formed
and is the most economical appearance.
Single source of cement and aggregate
supply and consistent concrete work
practices are important to meet aesthetic
requirements.
o Finish and coating - The industry standard is
a brush blast finish. In coastal areas, regions
subject to severe freeze-thaw, or in locations
where corrosion of reinforced concrete
structures is evident, a sealant or coating may be considered. Coloring admixtures are not
recommended as it is difficult to get a consistent appearance on a surface area this large
with even minor variation in the mix constituents.
o Interior uses - If the pedestal interior is to be used for storage or other purposes, pre-
planning for embedments to support interface and connection elements attached to
pedestal (additional floors, ceilings, HVAC, lighting, etc) is vital. Sealing of interior
through-ties may also be required for architectural or aesthetic reasons.
o Access ladders and platforms – In the author’s opinion, these safety- related elements
should not be installed with post installed anchors, but securely attached with embedded
elements. The long-term adequacy of most post installed anchors in the connection of
these critical safety components is unproven.
o Openings – Limiting the number and size of openings in the pedestal is recommended,
especially in regions where high lateral loads may be encountered. A 10 to 12 ft wide
equipment door and a 30 inch personnel door are usually included in the standard design.
For larger tank pedestals, a second equipment door can be provided if it is spaced around
the perimeter from the other openings.
Today’s Composite Elevated Storage Tanks Page 6
S.W. Meier
o Electrical grounding – Composite tanks are not inherently grounded. Separate electrical
grounding systems for lightning, electrical service, and communication services is
recommended.
o Construction limitations – Cold or hot weather concrete placement, air entrainment, and
special tolerances should be clarified if they are applicable.
• Tank
The tank criterion generally follows AWWA D100-96 with a few exceptions:
o Design method for water-filled conical elements – This is a complex and
controversial issue. There is not yet a complete consensus or understanding among
tank designers on the design methodology. The experienced, major tank contractors
have developed design methods that recognize the beneficial effect of internal water
pressure on the critical buckling behavior of the shell (i.e. pressure stability). The
effects of pressure stability are not new, but the design techniques for water storage
tanks are relatively recent. To properly evaluate this behavior, a complex analysis is
required and a thorough understanding of the construction tolerances and boundary
conditions for the shell is
paramount. Experienced tank
contractors have demonstrated
that these methods and
construction can be used
effectively. However,
inexperienced designers and
contractors that do not understand
all of the design and construction
issues can err. In the extreme
situation, a collapse may result as
it did on a composite tank in
Newfoundland several years ago.
The specifier must decide whether to allow the tank contractor to use this benefit
which may yield plate thicknesses that are 20% to 30% less than a design that does
not include pressure stability. The initial release of the AWWA Standard for
composite tanks and the next revision of the AWWA D100 Standard will have
guidance and requirements in this area. In this author’s opinion, it is reasonable to
permit this design procedure providing the tank contractor can demonstrate
experience with this method, can provide complete design calculations and
assumptions for review, and the specifier requires the construction tolerances be
measured, recorded and verified against the design assumptions.
o Liner – The author recommends the liner be a minimum of ¼ inch thick carbon steel
(note: this follows from AWWA D100 requirements for ¼ inch thick material for
plates in contact with water and a ¼ inch minimum plate for the bottoms of above
ground storage tanks. The liner plates should be sized or formed to conform to the
shape of the dome or grouted to provide support.
o Dissimilar metals – Do NOT use dissimilar metals in the wet areas of the tank. Even
a small amount of stainless steel components or other dissimilar metals can cause
rapid corrosion at an imperfection in the coating. If dissimilar metals must be used,
then they should be electrically isolated (very difficult to do!) or they should be
coated to reduce the area exposed to the water. For example, some tank
manufacturers and owners prefer stainless steel riser pipes. Care must be taken to
electrically isolate the riser from the carbon steel.
Today’s Composite Elevated Storage Tanks Page 7
S.W. Meier
o Roof rafters – should be located completely above the top capacity line and be a
minimum of 8 inches deep to allow for proper cleaning and painting. Seal welding is
recommended.
AWWA Standards Committee Update
The Standard Committee for Composite Elevated Water Storage Tanks is continuing to
work on the first release of the standard. They anticipate a standard will be adopted by
AWWA by the end of 2003. At this time (spring 2002), most of the sections have been
successfully balloted.
There are several related AWWA Standards of interest to specifiers of composite tanks.
AWWA D102 on coatings for tanks is in final balloting and is expected to be issued by
the end of 2002. A revised standard on impressed current cathodic protection, AWWA
D104, was issued in 2001. The AWWA D100 standard for welded steel tanks is also in
final balloting with the intent of issuing a revised standard by the end of 2002.
Conclusion
The composite elevated water storage tank has
continued to evolve and grow into an increasingly
vital part of the storage tank options for the US and
Canadian water industry. Even thought composite
tanks have been in service a little more than 20 tears
and there is limited experience with maintenance of
these tanks, it appears that composite tanks will be the
tank of choice for many water systems in the coming
years.
Acknowledgements
The author is grateful to the following individuals for
their assistance with the photographs and information
presented in this paper: Greg Larson, P.E., Chicago
Bridge and Iron Company, Clive, IA; Eric Lamon,
Landmark Structures, Inc., Keller, TX; Rusty
Spangler, Caldwell Tanks, Inc, Louisville, KY
Today’s Composite Elevated Storage Tanks Page 8
S.W. Meier
Today’s Composite Elevated Storage Tanks
Presented at the 2002 AWWA Conference & Exposition - New Orleans, LA
Stephen W. Meier, P.E., S.E.
Vice President of Engineering and Technology
Tank Industry Consultants
Indianapolis, IN
Abstract: Over the last two decades, composite
tanks for water storage—tanks with a steel tank
storage container atop a reinforced concrete
pedestal—have gained popularity. The challenge
for tank owners, engineers, and designers has been
that no widely recognized standards were in place
to provide guidance for the construction of these
types of tanks.
AWWA Standard Committee D170 is working to
fill that those gaps and provide a comprehensive
standard that will supply tank owners and
specifiers with the tools needed to design, specify,
build, and maintain these structures. It will also
aid the tank owner in better determining the
type—steel, concrete, composite—tank that will
best serve their water system needs now and in the
years to come.
This paper reviews the development of the
composite tank and includes a state-of-the-art look
at what concepts are being built today, the status
of the standards process, how composite tanks differ from the AWWA D100 tanks, and how to
properly specify a composite elevated tank. Mr. Meier chairs the AWWA Steel Elevated Tanks,
Standpipes & Reservoirs Committee and has been a member of the AWWA Composite Tank
standard committee since its inception. In addition, he is a member of the ACI 371R Committee;
the American Concrete Institute recommended practice for the design of the pedestal.
What is a Composite Elevated Tank?
A composite elevated water tank is comprised of a welded steel tank for watertight containment, a
single pedestal concrete support structure, a foundation, and accessories. These tanks are also
sometimes referred to as “concrete pedestal elevated tanks.” The steel tank provides a proven,
watertight container derived from the AWWA D100 Standard for welded steel tanks which has
demonstrated superior performance through decades of use by the water industry. The reinforced
concrete support column provides a cost effective, structurally robust pedestal with minimal
maintenance.
Today’s Composite Elevated Storage Tanks Page 1
S.W. Meier
The basic configurations of the composite elevated storage tanks built in the US and Canada over
the last 25 years is shown in Figure 1.
Figure 1 - Common Composite Tank
Style A - Domed Style B - Style C - Concrete
Concrete Floor with Suspended Steel Slab with Liner
Liner Bottom
The most common composite tank is the domed concrete floor with a carbon steel liner (Style A).
The advantages and disadvantages of each style are shown in Table A.
Table A – Advantages and Disadvantages of the Styles
Style Advantages Disadvantages
A - Dome • Balance of forces at tank-to- • Special formwork
pedestal intersection • Intersection with steel tank more
• Scalable to large capacity tanks complex
• Reduced dead storage (i.e. water • Liner fitting/grouting dome shape
quality) • Underside of liner inaccessible for
coating similar to a ground storage
tank
• Additions or modifications to tank
bottom are difficult
B – Suspended Bottom • Bottom is accessible for coatings • Tolerances at top of pedestal
and addition or modification critical for skirt support
• Skirt-to-cone intersection design
• More dead storage
• Condensation on bottom may
require a condensate ceiling for
interior uses
C - Slab • Simple forming • Limited to smaller capacity tanks
• Liner is not formed ( similar to flat • Bending tension stresses cause
bottom tank on slab) cracking in lower face of slab
• Bending moments in top of
pedestal
• Underside of liner inaccessible for
coating similar to a ground storage
tank
• Additions or modifications to tank
bottom are difficult
Today’s Composite Elevated Storage Tanks Page 2
S.W. Meier
History
Although water storage tanks were constructed from different tank and tower materials since the
early 1800’s, the modern composite elevated water storage tank was initially developed in
Canada in the late 1970’s and slowly advanced into the US during the last half of the 1980’s. In
1978, Landmark Structures, Inc erected the first modern composite tank in Canada. The first
composite elevated water storage tank erected in the US was built in Southlake, Texas in 1985.
The initial US focus was in the southwestern regions, but in recent years numerous tanks of this
type have been constructed in mid-western and eastern regions of the country. To date, tanks
storing 3 million gallons and up to a height of 230 feet have been erected in the US. Figures 2
thru 7 illustrate the growth of this market segment.
Figure 2 - 1985 to1990 New Composite Tank Construction (map point plots)
Figure 3 – 1978 to 1998 New Composite Tank Construction
Figure 4 – 1978 to 2001 New Composite Tank Construction
Figure 5 – New Composite Tank Construction Histogram – Number of Tanks
Figure 6 - New Composite Tank Construction Histogram – Gallons of Storage
In all, over 450 composite tanks have been constructed since 1978 even though there is no
AWWA or other recognized national standard for this structure. Most of these tanks were
constructed according to manufacturer’s proprietary designs and job-specific engineer’s
specifications. In 1992, AWWA and others recognized the need for a standard and began the
development process that is still ongoing today. The following are highlights of the past standard
related activities:
Spring, 1992 – AWWA Standards Council created Standards Committee D170 – “Composite
Tanks for Water Storage” and several associated Subcommittees. This standard is not yet
complete.
May, 1992 – Steel Plate Fabricators Association published a “Guideline Specification for
Composite Elevated Water Storage Tanks.”
Fall, 1992 – American Concrete Institute authorized development of the “Recommended Practice
371R - Guide for the Analysis, Design, and Construction of Concrete Pedestal Water Towers”
which was published in 1998. The scope of this document is limited to the concrete portion of
the structure.
Construction
The typical construction sequence for the modern composite tank involves the following steps:
Step1 – Foundation
The foundation is usually a spread footing for average soil
bearing conditions since the tank footprint is relatively
large although deep foundations may be required in some
locations. It is important that the wall starter rebar be
located within tolerance so the wall construction can start
at with correct geometry.
Today’s Composite Elevated Storage Tanks Page 3
S.W. Meier
Step 2: Pedestal Wall Construction
From the footing, the wall forms are erected and the process of building the wall begins. Form
systems are usually proprietary to the tank constructor. The forms typically have strips fastened to
the formwork that create rustications in the concrete that hide construction joints and give a
pleasing panel-like appearance. Regardless of the formwork details, care should be taken to
ensure wall tolerances on thickness and plumbness are met. Additional reinforcement near
openings, block outs for the wall openings and embedment installation should be monitored. The
concrete mix, placement and vibration should be implemented in such a way to achieve good
consolidation and minimal surface defects (fins, bugholes, etc) and shading.
Step 3: Tank Erection – In Place
Photo courtesy of Chicago Bridge and Iron
Photo courtesy of CBI
Photo courtesy of Landmark Structures, Inc
One popular method of construction is to construct the steel tank in-place similar to that used in
welded steel elevated tanks. After the pedestal and dome are erected, the subassemblies of the
tank sections are lifted and fit into position. Welding, radiographic and tolerance examinations,
and coating work are also done in final position.
Jacking
For this erection method supports are erected
around base of the tank and the conical sections
and vertical shell are fit and welded. Lifting
supports are installed on the tank. Radiographic
and the coating work may also be completed while
the tank is in low position.
Photo courtesy of Landmark Structures,
Inc.
Today’s Composite Elevated Storage Tanks Page 4
S.W. Meier
Lifting frames and hydraulic cable jacks are supported on the top of the pedestal /dome and used
to hoist the tank into final position. When the tank reaches the final position, the tank is pinned in
place with proprietary locking systems until the final concrete placement can be made to
permanently lock the tank and tower together.
Photos Courtesy of Caldwell Tanks, Inc
Step 4—Completing Tank
After tank is secured to the pedestal the lifting equipment is
removed and the tank roof and any internals are installed. The floor
liner is installed and, if required, the space between the liner and
dome is grouted. The remainder of accessories, roof handrails and
communication antennas (if required) are installed. Coatings are
applied to roof and remaining tank components.
Photo courtesy of Landmark Structures
Step 5 – Interior of Pedestal
If specified, the interior of the pedestal can be
finished for a variety of uses – storage, office
space, training areas and other imaginative uses.
If the tank is used for communication antennas,
the interior may be sub-divided to provide space
for the communication carriers. The interior
space also provides a convenient space for
controls and valves for the tank. One word of
caution, storage of explosive or flammable
material is not recommended.
Typically a 1.5 million gallon tank can be
completed in approximately 1 year from the
issuance of the notice to proceed.
Today’s Composite Elevated Storage Tanks Page 5
S.W. Meier
Specifying a Composite Tank
Since no national or AWWA standard exists as yet, specifying a new composite tank is more
demanding than a tank type with an AWWA Standard. In the US, the tank builders often perform
detail engineering for several of the components based on their proprietary designs, fabrication
techniques and erection methods. Therefore, each tank builder has unique design characteristics
for their product. Over the past decade, through the development efforts of writing the AWWA
Standard for the composite tanks, the major tank builders have reached consensus on some of the
design requirements, but areas of disagreement remain.
While detailing a complete specification is beyond the scope of this paper, there are several areas
that a specifier should be aware of in preparing the project documents that are different than the
typical AWWA welded steel elevated tank. As constructed today, composite elevated tanks and
AWWA D100-96 welded steel tanks are not equivalent tanks, even though both serve the
intended function.
• Design Loads – typically ASCE 7 is used as the design basis for environmental loads (snow,
wind and seismic) unless the local building code governs. Any site specific or regional loads
such as high winds or snowfall should be specified. ASCE wind category C is usually
applied. If future uses (such as intermediate interior floors) are planned specify additional
floor loads on the pedestal.
• Pedestal
o Appearance - the typical appearance of the
pedestal is a series of rectangular panels that
provide relief in the surface. The “grooves”
are shaped into the wall when it is formed
and is the most economical appearance.
Single source of cement and aggregate
supply and consistent concrete work
practices are important to meet aesthetic
requirements.
o Finish and coating - The industry standard is
a brush blast finish. In coastal areas, regions
subject to severe freeze-thaw, or in locations
where corrosion of reinforced concrete
structures is evident, a sealant or coating may be considered. Coloring admixtures are not
recommended as it is difficult to get a consistent appearance on a surface area this large
with even minor variation in the mix constituents.
o Interior uses - If the pedestal interior is to be used for storage or other purposes, pre-
planning for embedments to support interface and connection elements attached to
pedestal (additional floors, ceilings, HVAC, lighting, etc) is vital. Sealing of interior
through-ties may also be required for architectural or aesthetic reasons.
o Access ladders and platforms – In the author’s opinion, these safety- related elements
should not be installed with post installed anchors, but securely attached with embedded
elements. The long-term adequacy of most post installed anchors in the connection of
these critical safety components is unproven.
o Openings – Limiting the number and size of openings in the pedestal is recommended,
especially in regions where high lateral loads may be encountered. A 10 to 12 ft wide
equipment door and a 30 inch personnel door are usually included in the standard design.
For larger tank pedestals, a second equipment door can be provided if it is spaced around
the perimeter from the other openings.
Today’s Composite Elevated Storage Tanks Page 6
S.W. Meier
o Electrical grounding – Composite tanks are not inherently grounded. Separate electrical
grounding systems for lightning, electrical service, and communication services is
recommended.
o Construction limitations – Cold or hot weather concrete placement, air entrainment, and
special tolerances should be clarified if they are applicable.
• Tank
The tank criterion generally follows AWWA D100-96 with a few exceptions:
o Design method for water-filled conical elements – This is a complex and
controversial issue. There is not yet a complete consensus or understanding among
tank designers on the design methodology. The experienced, major tank contractors
have developed design methods that recognize the beneficial effect of internal water
pressure on the critical buckling behavior of the shell (i.e. pressure stability). The
effects of pressure stability are not new, but the design techniques for water storage
tanks are relatively recent. To properly evaluate this behavior, a complex analysis is
required and a thorough understanding of the construction tolerances and boundary
conditions for the shell is
paramount. Experienced tank
contractors have demonstrated
that these methods and
construction can be used
effectively. However,
inexperienced designers and
contractors that do not understand
all of the design and construction
issues can err. In the extreme
situation, a collapse may result as
it did on a composite tank in
Newfoundland several years ago.
The specifier must decide whether to allow the tank contractor to use this benefit
which may yield plate thicknesses that are 20% to 30% less than a design that does
not include pressure stability. The initial release of the AWWA Standard for
composite tanks and the next revision of the AWWA D100 Standard will have
guidance and requirements in this area. In this author’s opinion, it is reasonable to
permit this design procedure providing the tank contractor can demonstrate
experience with this method, can provide complete design calculations and
assumptions for review, and the specifier requires the construction tolerances be
measured, recorded and verified against the design assumptions.
o Liner – The author recommends the liner be a minimum of ¼ inch thick carbon steel
(note: this follows from AWWA D100 requirements for ¼ inch thick material for
plates in contact with water and a ¼ inch minimum plate for the bottoms of above
ground storage tanks. The liner plates should be sized or formed to conform to the
shape of the dome or grouted to provide support.
o Dissimilar metals – Do NOT use dissimilar metals in the wet areas of the tank. Even
a small amount of stainless steel components or other dissimilar metals can cause
rapid corrosion at an imperfection in the coating. If dissimilar metals must be used,
then they should be electrically isolated (very difficult to do!) or they should be
coated to reduce the area exposed to the water. For example, some tank
manufacturers and owners prefer stainless steel riser pipes. Care must be taken to
electrically isolate the riser from the carbon steel.
Today’s Composite Elevated Storage Tanks Page 7
S.W. Meier
o Roof rafters – should be located completely above the top capacity line and be a
minimum of 8 inches deep to allow for proper cleaning and painting. Seal welding is
recommended.
AWWA Standards Committee Update
The Standard Committee for Composite Elevated Water Storage Tanks is continuing to
work on the first release of the standard. They anticipate a standard will be adopted by
AWWA by the end of 2003. At this time (spring 2002), most of the sections have been
successfully balloted.
There are several related AWWA Standards of interest to specifiers of composite tanks.
AWWA D102 on coatings for tanks is in final balloting and is expected to be issued by
the end of 2002. A revised standard on impressed current cathodic protection, AWWA
D104, was issued in 2001. The AWWA D100 standard for welded steel tanks is also in
final balloting with the intent of issuing a revised standard by the end of 2002.
Conclusion
The composite elevated water storage tank has
continued to evolve and grow into an increasingly
vital part of the storage tank options for the US and
Canadian water industry. Even thought composite
tanks have been in service a little more than 20 tears
and there is limited experience with maintenance of
these tanks, it appears that composite tanks will be the
tank of choice for many water systems in the coming
years.
Acknowledgements
The author is grateful to the following individuals for
their assistance with the photographs and information
presented in this paper: Greg Larson, P.E., Chicago
Bridge and Iron Company, Clive, IA; Eric Lamon,
Landmark Structures, Inc., Keller, TX; Rusty
Spangler, Caldwell Tanks, Inc, Louisville, KY
Today’s Composite Elevated Storage Tanks Page 8
S.W. Meier
You might also like
- Raft FoundationDocument12 pagesRaft Foundationurmiladhameliya9586% (7)
- CofferdamDocument46 pagesCofferdamPreeti 1026100% (1)
- Dam and Reservoir: Geological InvestigationDocument19 pagesDam and Reservoir: Geological InvestigationGadige ChandraNo ratings yet
- Dam Foundation Treatment: GroutingDocument27 pagesDam Foundation Treatment: GroutingZeleke TaimuNo ratings yet
- 12.8 Ship Structure-Aft End StructureDocument20 pages12.8 Ship Structure-Aft End StructureT VigneshwarNo ratings yet
- Storage of Crude Oil & Petroleum ProductsDocument53 pagesStorage of Crude Oil & Petroleum ProductsShashankGoswamiNo ratings yet
- Chapter-Ii Types of FoundationsDocument61 pagesChapter-Ii Types of FoundationsVijaykumar Nagnaik100% (1)
- Caissons AND Coffer Dams: Department of Civil Engineering Parul University - P.I.E.TDocument27 pagesCaissons AND Coffer Dams: Department of Civil Engineering Parul University - P.I.E.TÂsÏF MåñSùRï100% (1)
- Ug BreakwatersDocument34 pagesUg BreakwatersMahiba Shalon100% (1)
- Presentation On Offshore Geotechnical en PDFDocument13 pagesPresentation On Offshore Geotechnical en PDFDadang Kurnia100% (1)
- Stern ConstructionDocument47 pagesStern ConstructionAung Htet KyawNo ratings yet
- Hull StructureDocument94 pagesHull StructureAktarojjaman MiltonNo ratings yet
- 2.ship ConstDocument74 pages2.ship ConstArjun AchuNo ratings yet
- Simple Boat-Building - Rowing Flattie, V-Bottom Sailing Dinghy, Moulded Pram, Hull for OutboardFrom EverandSimple Boat-Building - Rowing Flattie, V-Bottom Sailing Dinghy, Moulded Pram, Hull for OutboardNo ratings yet
- Tanks Essentials PresentationDocument175 pagesTanks Essentials PresentationCepi Sindang KamulanNo ratings yet
- RaftDocument16 pagesRaftpoojaNo ratings yet
- Offshore Drilling RigsDocument19 pagesOffshore Drilling RigsAbhijith DwvadasNo ratings yet
- Water Resistance BasementDocument6 pagesWater Resistance BasementGabby KenNo ratings yet
- Rehabilitation of Parking GarageDocument18 pagesRehabilitation of Parking GarageEragon ShahNo ratings yet
- Cofferdam Analysis, Design and ConstructionDocument29 pagesCofferdam Analysis, Design and ConstructionNathalieAngiciellysArosemenaNo ratings yet
- Storage Tanks 2Document53 pagesStorage Tanks 2Shubham PrakashNo ratings yet
- Topic 6 - Bridge SubstructureDocument62 pagesTopic 6 - Bridge SubstructureAisyah NadhirahNo ratings yet
- Innovations in The Design and Construction of Bridge Foundations by R. Bittner - Paper PDFDocument35 pagesInnovations in The Design and Construction of Bridge Foundations by R. Bittner - Paper PDFनिपुण कुमारNo ratings yet
- Cofferdam 2019 PDFDocument29 pagesCofferdam 2019 PDFaditya paranjapeNo ratings yet
- Composite Tank FinalDocument30 pagesComposite Tank FinalAmru AmruteshNo ratings yet
- Recalque (Anos 2000)Document16 pagesRecalque (Anos 2000)Ennes AbreuNo ratings yet
- Chapter3 FDocument44 pagesChapter3 FZsoloa adamNo ratings yet
- Chapter-2-Types of Shallow FoundationsDocument42 pagesChapter-2-Types of Shallow FoundationsKubaNo ratings yet
- Course 1 (E)Document60 pagesCourse 1 (E)אחמד סלאח כאמלNo ratings yet
- Caisson: Prepared By:-Harshil PatelDocument22 pagesCaisson: Prepared By:-Harshil Patelashok sutharNo ratings yet
- Cen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeDocument26 pagesCen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeSiddhantNo ratings yet
- 2 Deep Foundations R1 PDFDocument39 pages2 Deep Foundations R1 PDFAayisha MNo ratings yet
- Debre Berhan UniversityDocument108 pagesDebre Berhan UniversityZeleke Taimu100% (1)
- Chapter 5 Coffer DamDocument8 pagesChapter 5 Coffer Dambipul bhattataiNo ratings yet
- 11 - Canal Falls PDFDocument18 pages11 - Canal Falls PDFMuhammad Ali HafeezNo ratings yet
- Types of Weir PDFDocument14 pagesTypes of Weir PDFRAKESH KUMAR 061No ratings yet
- Buttress Dam Le1Document16 pagesButtress Dam Le1Cj GumiranNo ratings yet
- Chapter 2 ReadingDocument38 pagesChapter 2 ReadingNatnaelNo ratings yet
- Earth Dams 2020Document40 pagesEarth Dams 2020Nana Kwame Osei AsareNo ratings yet
- DCQ10033 - TOPIC 3 SUBSTRUCTURE Vol 1 PILINGDocument75 pagesDCQ10033 - TOPIC 3 SUBSTRUCTURE Vol 1 PILINGMohamad HaniffNo ratings yet
- CH 3Document72 pagesCH 3Baysa CamadNo ratings yet
- Formwork Failures: Failure Lessons in Concrete Construction PART 2Document5 pagesFormwork Failures: Failure Lessons in Concrete Construction PART 2Amin ZuraiqiNo ratings yet
- Midterm Module 3Document17 pagesMidterm Module 3CarloNo ratings yet
- Building Tech UtutDocument10 pagesBuilding Tech UtutJannah Mae GagarinNo ratings yet
- Bridge Construction 5C - EllingsonDocument47 pagesBridge Construction 5C - EllingsonSL TehNo ratings yet
- Superstucture: Prepared By: Suganob, Charlyn ADocument55 pagesSuperstucture: Prepared By: Suganob, Charlyn AZyril BestoNo ratings yet
- Note5 FoundationDocument50 pagesNote5 FoundationthamilNo ratings yet
- HS Chapter-1 With ExampleDocument59 pagesHS Chapter-1 With ExamplealexNo ratings yet
- 84afe547 1612845311345Document30 pages84afe547 1612845311345dolar buhaNo ratings yet
- Habtamu Fentahun Id 1044Document40 pagesHabtamu Fentahun Id 1044Zeleke TaimuNo ratings yet
- 01 MakDocument79 pages01 Mak巫馬期No ratings yet
- Cassion: Box CaissonDocument8 pagesCassion: Box CaissonRaj GandhiNo ratings yet
- Cut and Bench Fill Construction - NZ Forest Road Engineering Manual - Operators GuideDocument3 pagesCut and Bench Fill Construction - NZ Forest Road Engineering Manual - Operators GuideBikis MisganNo ratings yet
- Slabs: Waffle Slab, Lift-Slab, Flat Slab: Submitted By: XXXDocument16 pagesSlabs: Waffle Slab, Lift-Slab, Flat Slab: Submitted By: XXXPragya ChattreeNo ratings yet
- Wells and CaissonsDocument57 pagesWells and CaissonsRijoGeorge100% (1)
- Earth and Rock DamDocument45 pagesEarth and Rock Damsmh khanNo ratings yet
- 3rd ModuleDocument65 pages3rd ModuleSvr SNo ratings yet
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 A Concrete Water Tower, Paper No. 1173From EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 A Concrete Water Tower, Paper No. 1173No ratings yet