You might also like
- Pulp and Paper Industry: Nanotechnology in Forest IndustryFrom EverandPulp and Paper Industry: Nanotechnology in Forest IndustryRating: 5 out of 5 stars5/5 (1)
- Kenaf FibreDocument10 pagesKenaf FibreIfkar AzmiNo ratings yet
- Paper 7Document13 pagesPaper 7RakeshconclaveNo ratings yet
- Cementitious composites reinforced with agricultural fibersDocument27 pagesCementitious composites reinforced with agricultural fibersDaniel GomesNo ratings yet
- A Review of Natural Fiber Composites PropertiesDocument65 pagesA Review of Natural Fiber Composites Propertieschatgpt51023No ratings yet
- Mukherjee 2011Document12 pagesMukherjee 2011Johnny 17No ratings yet
- Reinforced PolymerDocument5 pagesReinforced PolymerIsakNo ratings yet
- Composites Based On Natural Fibre Fabrics: Giuseppe Cristaldi, Alberta Latteri, Giuseppe Recca and Gianluca CicalaDocument26 pagesComposites Based On Natural Fibre Fabrics: Giuseppe Cristaldi, Alberta Latteri, Giuseppe Recca and Gianluca CicalaMiritoiu CosminNo ratings yet
- Vegetal Fibers in Composite Materials - Advantages and LimitationsDocument20 pagesVegetal Fibers in Composite Materials - Advantages and Limitationsbogdan marianNo ratings yet
- Development of Fiber Board From Banana (Musa Sapientum) Stalk FibersDocument17 pagesDevelopment of Fiber Board From Banana (Musa Sapientum) Stalk FibersReachel TambasacanNo ratings yet
- Composites Based On Natural Fibre Fabrics: August 2010Document27 pagesComposites Based On Natural Fibre Fabrics: August 2010Sudhir Chakravarthy KatragaddaNo ratings yet
- Characterization of Natural Reinforcements and Their CompositesDocument18 pagesCharacterization of Natural Reinforcements and Their CompositesspawnmeaddowNo ratings yet
- MachenicalDocument45 pagesMachenicalNaveesh GuptaNo ratings yet
- Literature Review Chapter 2 PSM 1Document15 pagesLiterature Review Chapter 2 PSM 1Muhammad AzmiNo ratings yet
- Jute/Coir/Banana Fiber Reinforced Bio-Composites: Critical Review of Design, Fabrication, Properties and ApplicationsDocument6 pagesJute/Coir/Banana Fiber Reinforced Bio-Composites: Critical Review of Design, Fabrication, Properties and ApplicationsGowda KadurNo ratings yet
- 18846Document34 pages18846Lamia Nour Ben abdelrahmenNo ratings yet
- A Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayDocument11 pagesA Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayClaudia UngureanuNo ratings yet
- Bio CompositesDocument26 pagesBio CompositesVeeresh MudnoorNo ratings yet
- Development of Natural Fibre Composites in IndiaDocument12 pagesDevelopment of Natural Fibre Composites in IndiaPaolo BartoliNo ratings yet
- Development and Characterisation of Multi-Layered Jute Fabric-Reinforced HDPE CompositesDocument15 pagesDevelopment and Characterisation of Multi-Layered Jute Fabric-Reinforced HDPE Compositesabilio_j_vieiraNo ratings yet
- A Review On Date Palm Phoenix Dactylifera Fibers ADocument18 pagesA Review On Date Palm Phoenix Dactylifera Fibers ASyed KhaleelullahNo ratings yet
- Review Article A Literature Review On Natural Fibers, Its Properties and Influence of Water Absorption On Mechanical Properties of CompositesDocument9 pagesReview Article A Literature Review On Natural Fibers, Its Properties and Influence of Water Absorption On Mechanical Properties of Compositesmkumar_234155No ratings yet
- Mechanical Performance of Natural Fiber Epoxy Hybrid CompositesDocument5 pagesMechanical Performance of Natural Fiber Epoxy Hybrid CompositesParnia ZakikhaniNo ratings yet
- Innovative Banana Fiber Nonwoven Reinforced Polymer Composites PR - and PostTreatment Effects On Physical and Mechanical PropertiesDocument23 pagesInnovative Banana Fiber Nonwoven Reinforced Polymer Composites PR - and PostTreatment Effects On Physical and Mechanical PropertiesHea TherNo ratings yet
- Polypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFDocument9 pagesPolypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFAlfredo Marcel SamperomponNo ratings yet
- RitupayalbookchapterDocument16 pagesRitupayalbookchapterSi DoNo ratings yet
- 1 s2.0 S1359836819310017 MainDocument29 pages1 s2.0 S1359836819310017 MainJoão Paulo PaschoalNo ratings yet
- Bioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersDocument14 pagesBioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersAbdul jeleelNo ratings yet
- BLD 525 Week 4Document4 pagesBLD 525 Week 4Yusuf Musa TungaNo ratings yet
- Review On Properties of Natural Hybrid CDocument6 pagesReview On Properties of Natural Hybrid Cteshome enchalewNo ratings yet
- Materials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakDocument5 pagesMaterials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakedmealemNo ratings yet
- Bio-Based Materials For Nonwovens Santos - Et - Al-2021-CelluloseDocument31 pagesBio-Based Materials For Nonwovens Santos - Et - Al-2021-CelluloseLiuudmilaNo ratings yet
- Fibra de CocoDocument6 pagesFibra de CocoJuliano Reis PereiraNo ratings yet
- Composite Materials Manufacturing Using Textile Inserts With Natural Origins FibresDocument8 pagesComposite Materials Manufacturing Using Textile Inserts With Natural Origins FibresSadikur RahmanNo ratings yet
- Process Ability Enhancementof False Banana Fibrefor Rural DevelopmentDocument11 pagesProcess Ability Enhancementof False Banana Fibrefor Rural DevelopmentWendmagegn Assefa RasNo ratings yet
- Materials Today: Proceedings: Jonathan B. Dawit, Hirpa G. Lemu, Yohannes Regassa, Adugna D. AkessaDocument6 pagesMaterials Today: Proceedings: Jonathan B. Dawit, Hirpa G. Lemu, Yohannes Regassa, Adugna D. AkessaHelmi ChaâbeneNo ratings yet
- Natural Fiber Reinforced Building MaterialsDocument4 pagesNatural Fiber Reinforced Building MaterialsIOSRjournalNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- 2.literature ReviewDocument8 pages2.literature ReviewMohanraj SubramaniNo ratings yet
- 6natural Fiber Composites For ConstructionDocument9 pages6natural Fiber Composites For ConstructionForsythe LearningNo ratings yet
- Analysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesDocument10 pagesAnalysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesGODWIN GNo ratings yet
- Biodegradable Composite ResearchDocument6 pagesBiodegradable Composite ResearchNkem OkonkwoNo ratings yet
- Experimental Investigation of Jute Fiberreinforcednano Clay CompositeDocument5 pagesExperimental Investigation of Jute Fiberreinforcednano Clay Compositedennisitty01No ratings yet
- Mechanical Properties of Natural Cellulose Fibers Reinforced PolymerDocument8 pagesMechanical Properties of Natural Cellulose Fibers Reinforced Polymernurshiyama89No ratings yet
- Environment Friendly Composite Materials: Biocomposites and Green CompositesDocument18 pagesEnvironment Friendly Composite Materials: Biocomposites and Green CompositesClaudia UngureanuNo ratings yet
- Production and Characterization of Particle Boards From Common Agro Wastes in NigeriaDocument6 pagesProduction and Characterization of Particle Boards From Common Agro Wastes in NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Flexural Behaviors of Sandwich Composites Produced Using Recycled and Natural MaterialDocument10 pagesFlexural Behaviors of Sandwich Composites Produced Using Recycled and Natural MaterialyigitilgazNo ratings yet
- A Review of Banana Fiber Impact of Treatment, Filler Materials, Hybrid Composite, and ApplicationDocument12 pagesA Review of Banana Fiber Impact of Treatment, Filler Materials, Hybrid Composite, and Applicational ichlasNo ratings yet
- Flexural Properties of Unidirectional Enset Fiber Reinforced Epoxy Composite For Automotive Interior ApplicationDocument7 pagesFlexural Properties of Unidirectional Enset Fiber Reinforced Epoxy Composite For Automotive Interior Applicationesubalewzekarias11No ratings yet
- ChaptersDocument123 pagesChaptersMuhammad Mostafizur RahmanNo ratings yet
- Review 1Document14 pagesReview 1karthikkolli420No ratings yet
- 1 Helmet DesignDocument37 pages1 Helmet DesignpramodassNo ratings yet
- Pretreatments - of - Natural - Fibers - and - Thei PDFDocument20 pagesPretreatments - of - Natural - Fibers - and - Thei PDFVăn ThưNo ratings yet
- Environmentally Friendly Vegetal Fiber Based MaterialsDocument9 pagesEnvironmentally Friendly Vegetal Fiber Based Materialsbogdan marianNo ratings yet
- Use of Oak Fiber As A Substitute For Plastic ProductsDocument30 pagesUse of Oak Fiber As A Substitute For Plastic ProductsArmando Balan ArceoNo ratings yet
- Tahir Et Al, 2011Document22 pagesTahir Et Al, 2011Diego Arcos100% (1)
- Composite VerastileDocument17 pagesComposite VerastiledsathiyaNo ratings yet
- ReviewDocument5 pagesReviewSandra MoriNo ratings yet
- Review of Natural Fiber CompositesDocument10 pagesReview of Natural Fiber CompositesArvind RNo ratings yet
- Research On The Development of DIE STEEL Industry in Huangshi Based On SWOT AnalysisDocument9 pagesResearch On The Development of DIE STEEL Industry in Huangshi Based On SWOT AnalysisMiritoiu CosminNo ratings yet
- 1 s2.0 S1359836817301798 MainDocument9 pages1 s2.0 S1359836817301798 MainMiritoiu CosminNo ratings yet
- 1 s2.0 S1359836816300634 MainDocument9 pages1 s2.0 S1359836816300634 MainMiritoiu CosminNo ratings yet
- 2020 Mohajerani Et Al.Document17 pages2020 Mohajerani Et Al.Sarangi M PNo ratings yet
- Fatigue Strength Analysis of Crankshaft Based On Rules For Classification of Sea-Going Steel ShipsDocument12 pagesFatigue Strength Analysis of Crankshaft Based On Rules For Classification of Sea-Going Steel ShipsMiritoiu CosminNo ratings yet
- Composites Based On Natural Fibre Fabrics: Giuseppe Cristaldi, Alberta Latteri, Giuseppe Recca and Gianluca CicalaDocument26 pagesComposites Based On Natural Fibre Fabrics: Giuseppe Cristaldi, Alberta Latteri, Giuseppe Recca and Gianluca CicalaMiritoiu CosminNo ratings yet
- Recent Development of Fiber Reinforced Composite Materials: JULY 2014Document57 pagesRecent Development of Fiber Reinforced Composite Materials: JULY 2014Miritoiu CosminNo ratings yet
- Research in Polymer CompositesDocument18 pagesResearch in Polymer CompositesMiritoiu CosminNo ratings yet
- Journal of Reinforced Plastics and CompositesDocument19 pagesJournal of Reinforced Plastics and CompositesMiritoiu CosminNo ratings yet
- Recent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced CompositesDocument21 pagesRecent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced CompositesMiritoiu CosminNo ratings yet
- Review ArticleDocument20 pagesReview ArticleMiritoiu CosminNo ratings yet
- Pretreatments - of - Natural - Fibers - and - Thei PDFDocument20 pagesPretreatments - of - Natural - Fibers - and - Thei PDFVăn ThưNo ratings yet
- Mechanical Properties of Polypropylene Composites: A Review: Quazi TH Shubhra, AKMM Alam and MA QuaiyyumDocument30 pagesMechanical Properties of Polypropylene Composites: A Review: Quazi TH Shubhra, AKMM Alam and MA QuaiyyumMiritoiu CosminNo ratings yet
- Ackground Lant Fibres and Their Composites: Omposites Concern For The EnvironmentDocument46 pagesAckground Lant Fibres and Their Composites: Omposites Concern For The EnvironmentMiritoiu CosminNo ratings yet
- Recent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced CompositesDocument21 pagesRecent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced CompositesMiritoiu CosminNo ratings yet
- Dasylab Techniques: Create A Worksheet That Collects, Displays and Saves Temperature DataDocument8 pagesDasylab Techniques: Create A Worksheet That Collects, Displays and Saves Temperature DataMiritoiu CosminNo ratings yet
- Finite Element Analysis Using AbaqusDocument8 pagesFinite Element Analysis Using Abaqushasib0% (2)
- Desene IndrumarDocument8 pagesDesene IndrumarMiritoiu CosminNo ratings yet
- Solidworks 2003 Tutorial: A Step-By-Step Project Based Approach Utilizing 3D Solid ModelingDocument83 pagesSolidworks 2003 Tutorial: A Step-By-Step Project Based Approach Utilizing 3D Solid ModelingMiritoiu CosminNo ratings yet
- Microbial Pectinases Sources, Characterization and ApplicationsDocument16 pagesMicrobial Pectinases Sources, Characterization and ApplicationsChava PjNo ratings yet
- BISU Ecological Agriculture Learning PlanDocument6 pagesBISU Ecological Agriculture Learning PlanRosebelle GocoNo ratings yet
- Analytical Methods For Lipases Activity Determination - A ReviewDocument8 pagesAnalytical Methods For Lipases Activity Determination - A ReviewgotcanNo ratings yet
- Ipomoea JalapaDocument8 pagesIpomoea JalapaAve CaesarNo ratings yet
- Chemical Reaction & Equation ExplainedDocument134 pagesChemical Reaction & Equation ExplainedZach BilsonNo ratings yet
- Essential Amino Acids Functions: Patricia Anne Nicole C. Mansat Bs Nursing BiochemDocument4 pagesEssential Amino Acids Functions: Patricia Anne Nicole C. Mansat Bs Nursing BiochembiologyNo ratings yet
- Haloalkane Note NDocument109 pagesHaloalkane Note NBichitra GautamNo ratings yet
- Ester Alkoxylation TehnologyDocument9 pagesEster Alkoxylation TehnologySanjayka100% (1)
- Microbiological Investigation of The Space Dust CollectedDocument8 pagesMicrobiological Investigation of The Space Dust CollectedLuisa González BautistaNo ratings yet
- AgarDocument22 pagesAgarmeerameringeoge100% (1)
- Chemistry Important-Questions-For CBSE - Class XIIDocument40 pagesChemistry Important-Questions-For CBSE - Class XIIkharemixNo ratings yet
- B.Sc. Chemistry SyllabusDocument95 pagesB.Sc. Chemistry SyllabusVishnu ChariNo ratings yet
- Gacan Qabad Chemistry Book With AnswersDocument32 pagesGacan Qabad Chemistry Book With Answerscazmi Andirahman100% (1)
- Citric Acid Production Patent ReviewDocument17 pagesCitric Acid Production Patent ReviewAdinda MargarisaNo ratings yet
- GhghhiyuyyDocument4 pagesGhghhiyuyyDurgesh TrivediNo ratings yet
- StructuresDocument7 pagesStructuresFarouk Ramadan100% (1)
- Raven Biology of Plants: Eighth EditionDocument43 pagesRaven Biology of Plants: Eighth EditionMoath EnnabNo ratings yet
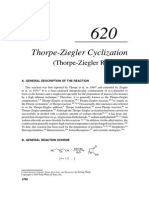
- Thrope Ziegler Cyclization SearchDocument4 pagesThrope Ziegler Cyclization SearchahmedramadanNo ratings yet
- Food TestsDocument4 pagesFood Testsrchataika863No ratings yet
- Handbook of Detergents, Part C Analysis (Surfactant Science Series Vol 123) (Marcel Dekker, 2005) PDFDocument667 pagesHandbook of Detergents, Part C Analysis (Surfactant Science Series Vol 123) (Marcel Dekker, 2005) PDFramzibtr50% (2)
- Soda Bottle CompostingDocument3 pagesSoda Bottle CompostingKenneth Lucena100% (1)
- If T Food ExperimentsDocument63 pagesIf T Food ExperimentsMuhammad Sohail AkramNo ratings yet
- Mineral NutritionDocument13 pagesMineral NutritionMunna Salpama100% (1)
- Choosing the Right Location for Safe Biodiesel ProductionDocument4 pagesChoosing the Right Location for Safe Biodiesel ProductionabdulmatinhublikarNo ratings yet
- Fish Gelatin-Chitosan Films Improved with PlasticizersDocument6 pagesFish Gelatin-Chitosan Films Improved with PlasticizersValentina RoznovNo ratings yet
- C Solvent ExtractionDocument24 pagesC Solvent ExtractionmathanrochNo ratings yet
- Pharmaceutical ExcipientsDocument19 pagesPharmaceutical ExcipientsTikaUlamNo ratings yet
- Quiz Questions With Answers Cognitive ChemistryDocument18 pagesQuiz Questions With Answers Cognitive ChemistryKarthika KarthiNo ratings yet
- CN103172600A (Patent)Document5 pagesCN103172600A (Patent)Ahmad Pratama 1607111822No ratings yet
- Excess Reagent Stoichiometry: Worksheet 4.8Document2 pagesExcess Reagent Stoichiometry: Worksheet 4.8bigbuddhazNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Design of Nanostructures for Theranostics ApplicationsFrom EverandDesign of Nanostructures for Theranostics ApplicationsNo ratings yet