You might also like
- Proof of The Riemann Hypothesis Utilizing The Theory of Alternative FactsDocument4 pagesProof of The Riemann Hypothesis Utilizing The Theory of Alternative FactsDavid Johnston99% (73)
- Variable Power Supply With Digital ControlDocument15 pagesVariable Power Supply With Digital ControlSubhash Bajaj100% (1)
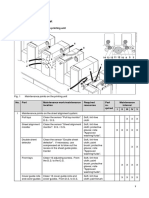
- 1-1 Checking The Installation SpaceDocument9 pages1-1 Checking The Installation SpaceManuel VidalNo ratings yet
- GRE Math Practice Test 17Document22 pagesGRE Math Practice Test 17Malik Shahzad100% (2)
- SR-4 Microprocessor Control System For Trailer Single-Temp UnitsDocument429 pagesSR-4 Microprocessor Control System For Trailer Single-Temp UnitsIan McDaniel (Mc)100% (2)
- 'Docslide - Us - Prinect Signa Station Users Guide en PDFDocument359 pages'Docslide - Us - Prinect Signa Station Users Guide en PDFResimasc González100% (1)
- Computer Control: Control Processor UC Control Processor TVDocument23 pagesComputer Control: Control Processor UC Control Processor TVmaxxiss75% (4)
- Technical Data CD102 PDFDocument2 pagesTechnical Data CD102 PDFSegaf Sang Pengelana100% (2)
- Baumcut 26.4 ProgrammableDocument98 pagesBaumcut 26.4 ProgrammableraduroNo ratings yet
- R999000216 09 2015 Automation Media PDFDocument124 pagesR999000216 09 2015 Automation Media PDFJose Manuel Barroso PantojaNo ratings yet
- Accucut-Tc ManualDocument23 pagesAccucut-Tc ManualNaresh KumarNo ratings yet
- Interface AdapterDocument16 pagesInterface AdapterAnthonyNo ratings yet
- Exercise 3.3: Configure Probes: Simpleapp - YamlDocument5 pagesExercise 3.3: Configure Probes: Simpleapp - Yamlrevelanatoly9776No ratings yet
- IOControl SdokuDocument23 pagesIOControl Sdokushiva100% (1)
- POLAR Productsheet 137Document6 pagesPOLAR Productsheet 137Syed Hassan TariqNo ratings yet
- Polar 76 Schema ElectronicaDocument13 pagesPolar 76 Schema ElectronicassdfsfNo ratings yet
- POLAR Cutting Machine D 66 ProductsheetDocument2 pagesPOLAR Cutting Machine D 66 ProductsheetKanniyappan GounderNo ratings yet
- 8335BSC Multi Card Operation Manual: WWW - Dumor.cnDocument58 pages8335BSC Multi Card Operation Manual: WWW - Dumor.cnNguyen Tran50% (2)
- PHD Entrance Exam BIT MesraDocument5 pagesPHD Entrance Exam BIT MesraMohammad Mottahir AlamNo ratings yet
- FTTH Business GuideDocument78 pagesFTTH Business Guidesatyvan2003No ratings yet
- Ryobi 3200 PDFDocument139 pagesRyobi 3200 PDFKevinSuriyanNo ratings yet
- 16 - Chapter 8 PDFDocument60 pages16 - Chapter 8 PDFJavier Martinez CañalNo ratings yet
- Cutting - in - Practice - Blades IndicationsDocument24 pagesCutting - in - Practice - Blades IndicationsHector Elias Mercedes HazimNo ratings yet
- Computer Control: Control Processor UC Control Processor TVDocument23 pagesComputer Control: Control Processor UC Control Processor TVmaxxiss50% (2)
- Module 5 - SoftwareDocument16 pagesModule 5 - Softwareshiva100% (1)
- Overallcontrol SystemDocument36 pagesOverallcontrol SystemAnthony100% (3)
- Ryobi-512 Crestlain - ESPAÑOLDocument68 pagesRyobi-512 Crestlain - ESPAÑOLvergamás1No ratings yet
- Dorner 1100seriesMANUAL 916FlrDocument20 pagesDorner 1100seriesMANUAL 916FlrTOPOTRONIKNo ratings yet
- Service Instructions: PERFECTA 76 / 92 / 115 / 132 / 168 Uc / TVDocument32 pagesService Instructions: PERFECTA 76 / 92 / 115 / 132 / 168 Uc / TVmaxxissNo ratings yet
- Polar N 78 Eco High Speed CutterDocument140 pagesPolar N 78 Eco High Speed CutterMrGaffaNo ratings yet
- 1 Printing Unit ChecklistDocument5 pages1 Printing Unit ChecklistMagnus BergmanNo ratings yet
- Schematic View of Rollers: WaterDocument11 pagesSchematic View of Rollers: Watersuhas k100% (1)
- Maintenance - Repair MO PDFDocument342 pagesMaintenance - Repair MO PDFjose100% (2)
- 1 Preface: 1.1 Notes For The ReaderDocument14 pages1 Preface: 1.1 Notes For The Readerahmed samierNo ratings yet
- Microcut STDSCR Manual Rev 498 PDFDocument82 pagesMicrocut STDSCR Manual Rev 498 PDFfroilan ochoaNo ratings yet
- 02 Secnarios 12c PDFDocument10 pages02 Secnarios 12c PDFHari PrasathNo ratings yet
- Pages From Operation 78ed 176eedv400 - eDocument8 pagesPages From Operation 78ed 176eedv400 - eNaresh KumarNo ratings yet
- 11493PQC Data Manager enDocument95 pages11493PQC Data Manager enHiếu TrầnNo ratings yet
- Description of Compucut® GO Scope of SupplyDocument2 pagesDescription of Compucut® GO Scope of SupplyKanniyappan GounderNo ratings yet
- Pqa-C: Operation ManualDocument46 pagesPqa-C: Operation ManualHuy Nguyen Q100% (3)
- KBA Grafitrec Performa 74 enDocument20 pagesKBA Grafitrec Performa 74 enCovek Bez FejsbukaNo ratings yet
- ZSK2 ErrorsDocument36 pagesZSK2 ErrorsHABUMUGISHA Dieudonne100% (1)
- Horizon - APC - M61 - D001 PDFDocument136 pagesHorizon - APC - M61 - D001 PDFomar tlebNo ratings yet
- Microcut HSTD ManualDocument25 pagesMicrocut HSTD ManualPedro IsmaelNo ratings yet
- Parts Catalog: Dynamic Booklet MakerDocument98 pagesParts Catalog: Dynamic Booklet MakerZorig Ishdo0% (1)
- Sheet Alignment ControlDocument13 pagesSheet Alignment Controlمحمد محمودNo ratings yet
- Stahl HMI Operating InstructionsDocument60 pagesStahl HMI Operating InstructionsJaysonNo ratings yet
- MACHINERY EUROPE HEIDELBERG SM 74 - 5 H OFFSET PRINTING MACHINEDocument2 pagesMACHINERY EUROPE HEIDELBERG SM 74 - 5 H OFFSET PRINTING MACHINEMagros TamNo ratings yet
- CITYLINE EXPRESS 4 Page Newspaper Offset PressDocument4 pagesCITYLINE EXPRESS 4 Page Newspaper Offset Presssunil kambleNo ratings yet
- EF-35 - Service ManualDocument53 pagesEF-35 - Service ManualsudalfaNo ratings yet
- Technical Training For Emc Ii EM SD - P: (Types 92, 115, 137, 155)Document9 pagesTechnical Training For Emc Ii EM SD - P: (Types 92, 115, 137, 155)Miguel Juan De DiosNo ratings yet
- 4995A ICS BrochureDocument8 pages4995A ICS BrochureGerardo BernardoNo ratings yet
- MassicotDocument7 pagesMassicotJuan Sanchez GutierraNo ratings yet
- User ElantrixDocument11 pagesUser Elantrixwdanel2428No ratings yet
- v65d v6 0 Instruction ManualDocument57 pagesv65d v6 0 Instruction ManualMr.K ch100% (1)
- MC 8Document46 pagesMC 8Christian Marcelo VallejosNo ratings yet
- Enthrone 29Document6 pagesEnthrone 29Adam Muhamad AliNo ratings yet
- Using Polar Guillotine CuttersDocument1 pageUsing Polar Guillotine Cutterswahyu nugroho100% (1)
- Design & Implementation of Motion Controller For Industrial Paper Cutting MachineDocument7 pagesDesign & Implementation of Motion Controller For Industrial Paper Cutting MachineEditor IJRITCCNo ratings yet
- SM 74Document27 pagesSM 74mail4281No ratings yet
- Mbo Folding Machine Manual PDF - Google SucheDocument2 pagesMbo Folding Machine Manual PDF - Google SucheDocus PocusNo ratings yet
- Smart: Intelligent Relay Hardware ManualDocument190 pagesSmart: Intelligent Relay Hardware ManualDragan LugonićNo ratings yet
- Rodillos Ryobi ItekDocument11 pagesRodillos Ryobi Itekjuanluis201277No ratings yet
- Prinect Signa Station - Install ENDocument28 pagesPrinect Signa Station - Install ENAndrés Febres-CorderoNo ratings yet
- BQ270 Operator ManualDocument123 pagesBQ270 Operator Manualsudalfa0% (1)
- POLAR - Cutting in PracticeDocument24 pagesPOLAR - Cutting in PracticePetrtmNo ratings yet
- Minichiller HP IOM MAC070CDocument28 pagesMinichiller HP IOM MAC070CLeopoldo Godinez Hernandez100% (2)
- FXB-X03201 User ManualDocument106 pagesFXB-X03201 User Manualivan andres rios guiralesNo ratings yet
- ArcSyn User ManualDocument20 pagesArcSyn User ManualHigaru KawasakiNo ratings yet
- 1MRK506164-BEN-En Protect IT Line Distance Protection Terminal REL 511-2-5Document92 pages1MRK506164-BEN-En Protect IT Line Distance Protection Terminal REL 511-2-5ngocanhvyNo ratings yet
- Instructional Tools For Designing and Analysing A Very Simple CPUDocument10 pagesInstructional Tools For Designing and Analysing A Very Simple CPUFrancisco Javier Cesni MaldonadoNo ratings yet
- ENG 2094813-001 BX50 UM-SIM Addendum 2-0-8Document40 pagesENG 2094813-001 BX50 UM-SIM Addendum 2-0-8Jose Luis Rios Tomas NashaNo ratings yet
- CXW01 - Campus Switching Fundamentals - Lab GuideDocument19 pagesCXW01 - Campus Switching Fundamentals - Lab Guidetest testNo ratings yet
- Part 2 Ethernet+NetworkingDocument23 pagesPart 2 Ethernet+NetworkingSumit MidhaNo ratings yet
- LOAD MANNA How to Download and Install the Loadmanna AppDocument35 pagesLOAD MANNA How to Download and Install the Loadmanna AppFred Astair Nieva Santelices100% (1)
- Fx-3650P User ManualDocument61 pagesFx-3650P User ManualWho Am INo ratings yet
- Handfree Driving For Automobile Full Seminar Report 3456Document6 pagesHandfree Driving For Automobile Full Seminar Report 3456ankitsingh_yadav704No ratings yet
- Erc Qualification Standards: Position SG Education Experience Training Eligibiliy Additional Requirements Accountant IIIDocument9 pagesErc Qualification Standards: Position SG Education Experience Training Eligibiliy Additional Requirements Accountant IIIArafat BauntoNo ratings yet
- Makex Brochure MainDocument12 pagesMakex Brochure MainAtharv BalujaNo ratings yet
- Nems Lock Server InstallationDocument27 pagesNems Lock Server InstallationbathcolNo ratings yet
- Appendix A List of Abbreviations With Full FormDocument42 pagesAppendix A List of Abbreviations With Full FormKhan FahadNo ratings yet
- Diophantine Equations - PRMODocument6 pagesDiophantine Equations - PRMOapocalypticNo ratings yet
- Statistics On Technological DevelopmentDocument5 pagesStatistics On Technological DevelopmentDEMON LIONNo ratings yet
- Ul MCCBDocument112 pagesUl MCCBbsunanda01No ratings yet
- Fox ESS K Series Datasheet 3.22Document2 pagesFox ESS K Series Datasheet 3.22iandcNo ratings yet
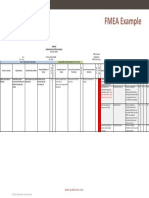
- FMEA ExampleDocument1 pageFMEA Exampleanass sbniNo ratings yet
- X5 Operations 01-04-2010 PDF 4459154 01Document254 pagesX5 Operations 01-04-2010 PDF 4459154 01Hossein Tasha100% (1)
- Data Communications Networks Network Types Protocol LayeringDocument48 pagesData Communications Networks Network Types Protocol LayeringiotNo ratings yet
- Micom Agile P342/3/5/6: Grid SolutionsDocument8 pagesMicom Agile P342/3/5/6: Grid SolutionsJOVINNo ratings yet
- Patent Search & Analysis Report (PSAR)Document4 pagesPatent Search & Analysis Report (PSAR)Neel PatelNo ratings yet