You might also like
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Analysis of Aluminium-Flyash Particulate Metal Matrix Composites Properties of Cylindrical SpecimenDocument5 pagesAnalysis of Aluminium-Flyash Particulate Metal Matrix Composites Properties of Cylindrical Specimenpurushothaman sinivasanNo ratings yet
- Investigation On Influence of Cutting Parameters oDocument6 pagesInvestigation On Influence of Cutting Parameters oDuy TrầnNo ratings yet
- Editorirjmt, 5th PaperDocument11 pagesEditorirjmt, 5th PaperrajesaravindNo ratings yet
- DT PaperDocument9 pagesDT PaperR Krishnakumar MA. ME.No ratings yet
- 3217 PDF PDFDocument7 pages3217 PDF PDFdwarakaNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Prediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDocument13 pagesPrediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- 1 s2.0 S1877705814033657 MainDocument10 pages1 s2.0 S1877705814033657 MainDesalegn DgaNo ratings yet
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Document6 pagesEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNo ratings yet
- High Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDocument8 pagesHigh Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDariusNo ratings yet
- Processing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteDocument12 pagesProcessing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteTJPRC PublicationsNo ratings yet
- Machining Response in Turning Aluminium Composite Lm13 With 15% SicDocument6 pagesMachining Response in Turning Aluminium Composite Lm13 With 15% SicER Publications, IndiaNo ratings yet
- Ijems 23 (1) 65-78Document14 pagesIjems 23 (1) 65-78محمد رفیق حیدرNo ratings yet
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDocument14 pagesOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNo ratings yet
- Measurement: Anand Kumar, M.M. Mahapatra, P.K. JhaDocument8 pagesMeasurement: Anand Kumar, M.M. Mahapatra, P.K. JhaAnna Carolina Cardoso MartinsNo ratings yet
- Paper Development of Hot Rolled Pickled Oiled 490 MPa KS 49Document6 pagesPaper Development of Hot Rolled Pickled Oiled 490 MPa KS 49harishidaytNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- High-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationDocument16 pagesHigh-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationAsha NegiNo ratings yet
- S.Vijayraj, A.Arivazhagan, G.Prakash, G.PrahbuDocument7 pagesS.Vijayraj, A.Arivazhagan, G.Prakash, G.Prahbuவிஜய்ராஜ்No ratings yet
- Full Article PCDDocument6 pagesFull Article PCDAKHIL C SUNNYNo ratings yet
- Mohammad Hafizuddin MokhtarDocument24 pagesMohammad Hafizuddin MokhtarGabryel BogdanNo ratings yet
- 73 Ijmperddec201873Document6 pages73 Ijmperddec201873TJPRC PublicationsNo ratings yet
- PolymerDocument11 pagesPolymerqadir aliNo ratings yet
- C6-Project Phase1Document15 pagesC6-Project Phase1H NiceNo ratings yet
- 2 67 1587621735 6ijmperdjun20206Document10 pages2 67 1587621735 6ijmperdjun20206TJPRC PublicationsNo ratings yet
- TMT 2011, Prague, Czech Republic, 12-18 September 2011Document4 pagesTMT 2011, Prague, Czech Republic, 12-18 September 2011Nexhat QehajaNo ratings yet
- Machining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodDocument10 pagesMachining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodTJPRC PublicationsNo ratings yet
- Ijmet 08 08 093Document11 pagesIjmet 08 08 09321P410 - VARUN MNo ratings yet
- Effect of Under Surface Cooling On Tensile Strength of Friction Stir Processed Aluminium Alloy 6082Document5 pagesEffect of Under Surface Cooling On Tensile Strength of Friction Stir Processed Aluminium Alloy 6082Kaushik SenguptaNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Microstructure and Mechanical Properties of Al2024-B4C-hBN Reinforced Metal Matrix CompositesDocument5 pagesMicrostructure and Mechanical Properties of Al2024-B4C-hBN Reinforced Metal Matrix CompositesIJRASETPublicationsNo ratings yet
- Experimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesDocument5 pagesExperimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesAnonymous D5OSzzfNo ratings yet
- 1 s2.0 S175558172300072X MainDocument14 pages1 s2.0 S175558172300072X Main007 Karim khan mechNo ratings yet
- Anisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaDocument11 pagesAnisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaajayvgNo ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- Manual Cutting Machine 1Document4 pagesManual Cutting Machine 1H 5895No ratings yet
- Effects of Cutting Tool Materials on Performance Using FEADocument20 pagesEffects of Cutting Tool Materials on Performance Using FEAAyush UpadhyayNo ratings yet
- COB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelDocument7 pagesCOB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelvianaufgNo ratings yet
- Relationship Between Surface RoughnDocument7 pagesRelationship Between Surface RoughnJohn TorrezNo ratings yet
- Parameter Optimization of Gas Metal Arc Welding Process On AISI: 430 Stainless Steel Using Meta Heuristic Optimization TechniquesDocument26 pagesParameter Optimization of Gas Metal Arc Welding Process On AISI: 430 Stainless Steel Using Meta Heuristic Optimization TechniquesBrajendra PatelNo ratings yet
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDocument6 pagesEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNo ratings yet
- Multi Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisDocument8 pagesMulti Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisKailash C BhosaleNo ratings yet
- Cutting ToolDocument9 pagesCutting ToolRay Live To RaceNo ratings yet
- WCE2007 pp1068-1071Document4 pagesWCE2007 pp1068-1071Adarsh KumarNo ratings yet
- Table of Contents ReadyDocument7 pagesTable of Contents ReadyAkhil DayaluNo ratings yet
- Chaubey 2019Document38 pagesChaubey 2019ranim najibNo ratings yet
- Analytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351Document7 pagesAnalytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Optimization of Cutting Parameters in Hard Turning of AISI H10A Steel Under Minimum Quantity LubricationDocument9 pagesOptimization of Cutting Parameters in Hard Turning of AISI H10A Steel Under Minimum Quantity LubricationJoker 246No ratings yet
- Effect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDocument9 pagesEffect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- 919 2980 1 PB PDFDocument9 pages919 2980 1 PB PDFrosyiNo ratings yet
- Y 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GDocument9 pagesY 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GAdalberto Gomes de MirandaNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Improvement of Surface Properties by Burnishing On Aluminium AlloyDocument8 pagesImprovement of Surface Properties by Burnishing On Aluminium AlloyTJPRC PublicationsNo ratings yet
- Mechanical Characterization of Stir Cast Al-7075/B C/Graphite Reinforced Hybrid Metal Matrix CompositesDocument7 pagesMechanical Characterization of Stir Cast Al-7075/B C/Graphite Reinforced Hybrid Metal Matrix CompositesMEER MUSTAFA ALINo ratings yet
- 79IJMPERDJUN201979Document8 pages79IJMPERDJUN201979TJPRC PublicationsNo ratings yet
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNo ratings yet
- ArticleText 387200 1 10 20190807Document11 pagesArticleText 387200 1 10 20190807Daniel felipe Ariza carranzaNo ratings yet
- EDM Optimization of Al-Nano Alumina CompositeDocument5 pagesEDM Optimization of Al-Nano Alumina CompositeNambiRajNo ratings yet
- A Study On Wear Assessment of AA6061-B4C-Nanographite Hybrid CompositeDocument6 pagesA Study On Wear Assessment of AA6061-B4C-Nanographite Hybrid CompositeNambiRajNo ratings yet
- AlN-TiB2 Based Self-Lubricating Ceramic Insert Fabricated by SPSDocument4 pagesAlN-TiB2 Based Self-Lubricating Ceramic Insert Fabricated by SPSNambiRajNo ratings yet
- Machining Characteristics Evaluation of Aluminium CompositesDocument7 pagesMachining Characteristics Evaluation of Aluminium CompositesNambiRajNo ratings yet
- Accelerated Testing Model Prediction of Fatigue Life of AA5083-H111-AA6061-T6Document9 pagesAccelerated Testing Model Prediction of Fatigue Life of AA5083-H111-AA6061-T6NambiRajNo ratings yet
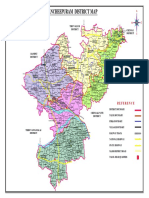
- Kanchipuram District MapDocument1 pageKanchipuram District MapDhivya0% (2)
- AddendumDocument2 pagesAddendumShan MugamNo ratings yet
- PolyDocument32 pagesPolyraniNo ratings yet
- How To ApplyDocument6 pagesHow To ApplypecboyshostelNo ratings yet
- 2016 J MSE Chip Fracture Behavior in The High Speed Machining of Titanium AlloysDocument32 pages2016 J MSE Chip Fracture Behavior in The High Speed Machining of Titanium AlloysNambiRajNo ratings yet
- 2015 JMSE On Cutting Temperature Measurement During Titanium Machining With An Atomization-Based Cutting Fluid Spray SystemDocument7 pages2015 JMSE On Cutting Temperature Measurement During Titanium Machining With An Atomization-Based Cutting Fluid Spray SystemNambiRajNo ratings yet
- PolyDocument32 pagesPolyraniNo ratings yet
- Me Manufacturing SyllabusDocument30 pagesMe Manufacturing SyllabusSatheesh SekarNo ratings yet
- 2015 JMSE Assessment of Microgrooved Cutting Tool in Dry Machining of AISI 1045 SteelDocument9 pages2015 JMSE Assessment of Microgrooved Cutting Tool in Dry Machining of AISI 1045 SteelNambiRajNo ratings yet
- 2018 JMSE Study of Film Formation On Grooved Tools in An Atomization-Based Cutting Fluid Delivery System For Titanium MachiningDocument24 pages2018 JMSE Study of Film Formation On Grooved Tools in An Atomization-Based Cutting Fluid Delivery System For Titanium MachiningNambiRajNo ratings yet
- 2018 JSME Chip Morphology and Chip Formation Mechanisms During Machining of Ecae-Processed Titanium - 1Document12 pages2018 JSME Chip Morphology and Chip Formation Mechanisms During Machining of Ecae-Processed Titanium - 1NambiRajNo ratings yet
- 2003 JMSE Experimental Cutting Tool Temperature DistributionsDocument7 pages2003 JMSE Experimental Cutting Tool Temperature DistributionsNambiRajNo ratings yet
- MT: Metallurgical Engineering: Linear AlgebraDocument2 pagesMT: Metallurgical Engineering: Linear AlgebraprasadNo ratings yet
- Cryogenic Machining of Titanium Ti-5553 Alloy PDFDocument32 pagesCryogenic Machining of Titanium Ti-5553 Alloy PDFramakrishna09304No ratings yet
- GATE 2022 BrochureDocument178 pagesGATE 2022 BrochureAnkesh Kumar SrivastavaNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- PMP Lesson 8: Name: Class: DateDocument12 pagesPMP Lesson 8: Name: Class: DateYas AlbNo ratings yet
- Road Work & DrainageDocument17 pagesRoad Work & Drainagentah84No ratings yet
- Gas Lift Design With Self-Well GasDocument12 pagesGas Lift Design With Self-Well GasMohanad HussienNo ratings yet
- Modeling MindsetsDocument113 pagesModeling MindsetsArchana ShNo ratings yet
- Jee FS MT-D 28-12-2023 JM PaperDocument16 pagesJee FS MT-D 28-12-2023 JM PaperbusinesspratssyyNo ratings yet
- Lecture20 PDFDocument20 pagesLecture20 PDFkhitab12No ratings yet
- Using Manipulatives To Teach DecimalsDocument2 pagesUsing Manipulatives To Teach DecimalsfazamyNo ratings yet
- Apex Series 5000 7000 Bill Acceptor Manual PDFDocument17 pagesApex Series 5000 7000 Bill Acceptor Manual PDFFidelRomasantaNo ratings yet
- Answer All The Questions Section A.: True of Science?Document4 pagesAnswer All The Questions Section A.: True of Science?hyeazsNo ratings yet
- Euclids GeometryDocument10 pagesEuclids GeometryChitturi SushanthNo ratings yet
- Fundamentals of Mathematics L-1 To 22Document200 pagesFundamentals of Mathematics L-1 To 22tanmoy bhattacharjeeNo ratings yet
- The Rubber Band Revisited Wang-Landau SimulationDocument13 pagesThe Rubber Band Revisited Wang-Landau SimulationJose GuerraNo ratings yet
- AOCS Annual Meeting 2020 Surfactants Detergents AbstractsDocument47 pagesAOCS Annual Meeting 2020 Surfactants Detergents AbstractsJonathan DiamondNo ratings yet
- Stress Corrosion Cracking in Stainless SteelDocument3 pagesStress Corrosion Cracking in Stainless Steelmavis16No ratings yet
- Simplifying Absolute Value ProblemsDocument8 pagesSimplifying Absolute Value ProblemslmlNo ratings yet
- Practice 24 - PDB Cloning and Relocation Using DBCADocument11 pagesPractice 24 - PDB Cloning and Relocation Using DBCALogis M100% (1)
- Circle Theorem June/July 2021Document4 pagesCircle Theorem June/July 2021Sachin MangarNo ratings yet
- Stat 122Document22 pagesStat 122Dexter RubionNo ratings yet
- Apes Gum LabDocument3 pagesApes Gum Labapi-409641205No ratings yet
- Diclofenac SodiumDocument3 pagesDiclofenac SodiumTitis Adisti HapsariNo ratings yet
- Cooling Tower CalculationeditedDocument3 pagesCooling Tower CalculationeditedMark LouieNo ratings yet
- Synergysoft Scheduler SystemDocument40 pagesSynergysoft Scheduler SystemfelipeNo ratings yet
- Biological Buffer SystemDocument4 pagesBiological Buffer SystemSharm Jarin-AlonzoNo ratings yet
- Red Soil and Bentonite As LinerDocument8 pagesRed Soil and Bentonite As LinerGKNo ratings yet
- Mouna HezbriDocument106 pagesMouna HezbriMuhammedNo ratings yet
- Romantis UHP Overview MAR13eDocument26 pagesRomantis UHP Overview MAR13ePravesh Kumar Thakur100% (1)
- Introduction To Operations ResearchDocument37 pagesIntroduction To Operations ResearchSiegfred Laborte100% (1)
- Physics Stage 3 Exam 2012Document44 pagesPhysics Stage 3 Exam 2012gragon.07No ratings yet
- Metering Devices IQ DP-4000: Cutler-HammerDocument4 pagesMetering Devices IQ DP-4000: Cutler-HammerArif KhanNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet