You might also like
- 2012 - Partial Discharge Testing - A Progress ReportDocument13 pages2012 - Partial Discharge Testing - A Progress Reportdiogoufrn-1No ratings yet
- 2016 Cigre Progress in Interpreting On Line Partial Discharge Test Results EtcDocument8 pages2016 Cigre Progress in Interpreting On Line Partial Discharge Test Results EtcAgustin A.No ratings yet
- Edoc - Advances in Interpreting Partial Discharge Test Results From Motor and Generator Stator WindingsDocument7 pagesEdoc - Advances in Interpreting Partial Discharge Test Results From Motor and Generator Stator WindingscadtilNo ratings yet
- Partial Discharge As A Stator Winding Evaluation Tool - Clyde Maughan Irmc2005Document20 pagesPartial Discharge As A Stator Winding Evaluation Tool - Clyde Maughan Irmc2005賴明宏No ratings yet
- Stator Winding Partial Discharge Activity For Air-Cooled GeneratorsDocument7 pagesStator Winding Partial Discharge Activity For Air-Cooled GeneratorsMuhammad Kashif IdreesNo ratings yet
- A NEW TECHNIQUE FOR THE REMOTE PARTIAL DISCHARGE MONITORING OF THE STATOR INSULATION OF HIGH-VOLTAGE MOTORS LOCATED IN "Ex" (HAZARDOUS) LOCATIONSDocument10 pagesA NEW TECHNIQUE FOR THE REMOTE PARTIAL DISCHARGE MONITORING OF THE STATOR INSULATION OF HIGH-VOLTAGE MOTORS LOCATED IN "Ex" (HAZARDOUS) LOCATIONSZakaria BelloulaNo ratings yet
- Generating System Test Template For Non-Synchronous GenerationDocument66 pagesGenerating System Test Template For Non-Synchronous Generationaracgx9900No ratings yet
- Modern Online Testing of Induction Motors For Predictive Maintenance and MonitoringDocument7 pagesModern Online Testing of Induction Motors For Predictive Maintenance and MonitoringJonas BorgesNo ratings yet
- Study and Analysis of Systems For Monitoring in Power SubstationsDocument3 pagesStudy and Analysis of Systems For Monitoring in Power SubstationsIsrael DanielNo ratings yet
- EMCM-VFD-whitepaper - TOKOLOGO MOTORS MPUMALANGADocument7 pagesEMCM-VFD-whitepaper - TOKOLOGO MOTORS MPUMALANGAcraig pretoriusNo ratings yet
- Case Studies TransformerDocument10 pagesCase Studies TransformersankumaNo ratings yet
- Turbine Governor Testing and Model Validation GuidelineDocument30 pagesTurbine Governor Testing and Model Validation GuidelineJohn BihagNo ratings yet
- Generating System Test Plan Template For Conventional Synchronous MachinesDocument47 pagesGenerating System Test Plan Template For Conventional Synchronous MachinesReparadigmaNo ratings yet
- Reg0012 - KVP Accuracy: 1 Personnel RequirementsDocument66 pagesReg0012 - KVP Accuracy: 1 Personnel RequirementsGeorgiana KokonaNo ratings yet
- Doble-2000 RTD PaperDocument7 pagesDoble-2000 RTD PaperKUNALJAYNo ratings yet
- Econv Trans 97 - Continuous On-Line Partial Discharge Monitoring of Generator Stator WindingsDocument6 pagesEconv Trans 97 - Continuous On-Line Partial Discharge Monitoring of Generator Stator Windingsreza515heiNo ratings yet
- A1 - Full Papers PS2 10125 2022Document10 pagesA1 - Full Papers PS2 10125 2022DmitryNo ratings yet
- A Data-Based Reliability Analysis of ESPDocument19 pagesA Data-Based Reliability Analysis of ESPfunwithcubingNo ratings yet
- Development and Application of New Condition Assessment Methods For Power TransformersDocument10 pagesDevelopment and Application of New Condition Assessment Methods For Power TransformersRoy Dz HutapeaNo ratings yet
- On-Line 81 Off-Line Diagnostics For Power Station HV EquipmentDocument7 pagesOn-Line 81 Off-Line Diagnostics For Power Station HV EquipmentTadeu SantanaNo ratings yet
- Motor Data: IMAGE 2: PDIV ChartDocument2 pagesMotor Data: IMAGE 2: PDIV ChartAMITAVA RAYNo ratings yet
- Condition MonitoringDocument10 pagesCondition MonitoringRoy Samia100% (1)
- Morocco Qeg June 2014 Test and Measurement Report v2 011Document30 pagesMorocco Qeg June 2014 Test and Measurement Report v2 011Brandon GarlandNo ratings yet
- Testing Synchrophasor DataDocument8 pagesTesting Synchrophasor DatamersiumNo ratings yet
- An Elin Load Tap Changer Diagnosis by DgaDocument4 pagesAn Elin Load Tap Changer Diagnosis by Dgamartinez_joselNo ratings yet
- REF. 8 Diagnostics of Current Technical State of Transformer Equipment Using The Analytic Hierarchy ProcessDocument6 pagesREF. 8 Diagnostics of Current Technical State of Transformer Equipment Using The Analytic Hierarchy ProcessCap Scyte Victor MariscalNo ratings yet
- Application of AI For Incipient Fault Diagnosis and Condition Assessment of Power TransformerDocument41 pagesApplication of AI For Incipient Fault Diagnosis and Condition Assessment of Power Transformernuzi62No ratings yet
- Transformer Refurbishment Policy at Rte Conditioned by The Residual Lifetime AssessmentDocument10 pagesTransformer Refurbishment Policy at Rte Conditioned by The Residual Lifetime AssessmentPit SamprasNo ratings yet
- InstrumentationDocument8 pagesInstrumentationtingpaduNo ratings yet
- MVAR Test ProcedureDocument11 pagesMVAR Test ProcedureSuresh BabuNo ratings yet
- First Benchmack Model For HVDC Controls in ATP Program X SEPOPEDocument10 pagesFirst Benchmack Model For HVDC Controls in ATP Program X SEPOPEgiba_cNo ratings yet
- ARP1383Document25 pagesARP1383chrisrae23100% (2)
- Overview of AGA 7 Revision: On Gu Id El in EsDocument5 pagesOverview of AGA 7 Revision: On Gu Id El in EsTriHendrawanNo ratings yet
- Morocco QEG Test and Measurement Report Version 2 - June 2014Document42 pagesMorocco QEG Test and Measurement Report Version 2 - June 2014Leonid VolkovNo ratings yet
- Power Transformer Maintenance. Field Testing.: Pdfill PDF Editor With Free Writer and ToolsDocument19 pagesPower Transformer Maintenance. Field Testing.: Pdfill PDF Editor With Free Writer and Toolssandyarajagopalan321No ratings yet
- Ceiling Fan Laboratory Guidance ManualDocument35 pagesCeiling Fan Laboratory Guidance ManualSsdssddNo ratings yet
- Compliance Analysis of PMU Algorithms and Devices For Wide-Area Stabilizing Control of Large Power SystemsDocument13 pagesCompliance Analysis of PMU Algorithms and Devices For Wide-Area Stabilizing Control of Large Power SystemsxuanvinhspktvlNo ratings yet
- VF SynrmDocument10 pagesVF SynrmMusical CreationsNo ratings yet
- Converter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWDocument6 pagesConverter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWInternational Journal of Research in Engineering and ScienceNo ratings yet
- Paper 408Document8 pagesPaper 408benlahnecheNo ratings yet
- Frequency of Maintenance TestsDocument5 pagesFrequency of Maintenance TestsJose Miguel VarelaNo ratings yet
- Single Phase PWM Rectifier Sensor Fault Tolerant CDocument15 pagesSingle Phase PWM Rectifier Sensor Fault Tolerant CLuis Angel Garcia ReyesNo ratings yet
- Use and Analysis of PD Tests R2Document4 pagesUse and Analysis of PD Tests R2AlonsoNo ratings yet
- Optimizer2008 - 2 Calculo de PararrayosDocument278 pagesOptimizer2008 - 2 Calculo de PararrayosshfedericoNo ratings yet
- Eda Test To Perform Predictive Maintenance in Relevant Rotating MachinesDocument32 pagesEda Test To Perform Predictive Maintenance in Relevant Rotating MachinesR0B0T2013No ratings yet
- Ref24 PDFDocument8 pagesRef24 PDFashwiniNo ratings yet
- Nema TR1Document27 pagesNema TR1Sandeep Panigrahi100% (2)
- Item 04 m14d Attachment e Draft ChangesDocument12 pagesItem 04 m14d Attachment e Draft ChangesInsan AzizNo ratings yet
- Imeko WC 2009 TC4 603Document6 pagesImeko WC 2009 TC4 603rubiakleyaNo ratings yet
- Partial Discharge Measurements On 110kV Current Transformers. Setting The Control Value. Case StudyDocument9 pagesPartial Discharge Measurements On 110kV Current Transformers. Setting The Control Value. Case StudyHafiziAhmadNo ratings yet
- Luwendran MoodleyDocument7 pagesLuwendran MoodleyDante FilhoNo ratings yet
- Norsok U-Cr-005 Subsea Production Control SystemsDocument25 pagesNorsok U-Cr-005 Subsea Production Control SystemscristianoclemNo ratings yet
- DMAIC - GRR TemplateDocument25 pagesDMAIC - GRR TemplateAnonymous rvXfvFNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- Power Quality in Power Systems and Electrical MachinesFrom EverandPower Quality in Power Systems and Electrical MachinesRating: 4.5 out of 5 stars4.5/5 (11)
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- Condenser Bushings 25 KVDocument8 pagesCondenser Bushings 25 KVOktafian PrabandaruNo ratings yet
- Analysis of Partial Discharge To High Voltage Motor Stator WindiDocument4 pagesAnalysis of Partial Discharge To High Voltage Motor Stator WindiOktafian PrabandaruNo ratings yet
- HV Bushing Pno 300-765kv Manual Is2470gb-EDocument17 pagesHV Bushing Pno 300-765kv Manual Is2470gb-Eprotecciones100% (2)
- EnergiesDocument18 pagesEnergiesOktafian PrabandaruNo ratings yet
- Kasus 4Document4 pagesKasus 4Oktafian PrabandaruNo ratings yet
- Genetic and Other Global Optimization Algorithms - Comparison and Use in Calibration ProblemsDocument11 pagesGenetic and Other Global Optimization Algorithms - Comparison and Use in Calibration ProblemsOktafian PrabandaruNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakaOktafian PrabandaruNo ratings yet
- Hasil Trial and ErrorDocument3 pagesHasil Trial and ErrorOktafian PrabandaruNo ratings yet
- Installed Capacity 200MW: Time Load 0 160 20 140 41.7 120 83.4 80 100 64 0 180Document2 pagesInstalled Capacity 200MW: Time Load 0 160 20 140 41.7 120 83.4 80 100 64 0 180Oktafian PrabandaruNo ratings yet
- Update Jadwal Gasal 1415 Mhs Elektro ITSDocument6 pagesUpdate Jadwal Gasal 1415 Mhs Elektro ITSOktafian PrabandaruNo ratings yet
- Lab 5 ADocument14 pagesLab 5 AmohsinslatchNo ratings yet
- Abs TrakDocument1 pageAbs TrakOktafian PrabandaruNo ratings yet
- BLIBLIDocument1 pageBLIBLIOktafian PrabandaruNo ratings yet
- BLIBLIDocument1 pageBLIBLIOktafian PrabandaruNo ratings yet
- Technology and Livelihood EducationDocument16 pagesTechnology and Livelihood EducationBlue Marlin Rodilla GakoNo ratings yet
- Ponova CT VT AnalyzerDocument71 pagesPonova CT VT AnalyzerYan Lin AungNo ratings yet
- Chemical Engineering Thermodynamics-Ii MCQDocument32 pagesChemical Engineering Thermodynamics-Ii MCQ302A008 Akshay SharmaNo ratings yet
- Stamford AvK Product Selection and Pricing 2018 WebDocument68 pagesStamford AvK Product Selection and Pricing 2018 WebZakir MunirNo ratings yet
- Chapter 13 Drill: Section I: Multiple ChoiceDocument7 pagesChapter 13 Drill: Section I: Multiple ChoiceRadhika C.No ratings yet
- Module 1 (Mathematics, Science, and Technology) Bsba 2 (Final Copy)Document7 pagesModule 1 (Mathematics, Science, and Technology) Bsba 2 (Final Copy)frederick liponNo ratings yet
- PHYS 211 6.STATIC 1ST CONDITION MergedDocument36 pagesPHYS 211 6.STATIC 1ST CONDITION MergedLEENo ratings yet
- Department of Geomatics Engineering: AssignmentDocument4 pagesDepartment of Geomatics Engineering: AssignmentCecil GhimireNo ratings yet
- Lecture 04 - Interference and ApplicationsDocument27 pagesLecture 04 - Interference and ApplicationsArc ZeroNo ratings yet
- Thermodynamics Part 3 NotesDocument52 pagesThermodynamics Part 3 NotesFrancis CometaNo ratings yet
- NEET Manipur Answer Key 2023Document77 pagesNEET Manipur Answer Key 2023Ranveer BaiswarNo ratings yet
- Ecs Txo 2520Document2 pagesEcs Txo 2520miri10861No ratings yet
- COMPROSSOR, DANFOSS, NLE15KTK2, NLE15KTK2 105H6966, 105H6966, 105H, 6966, 253W, 1 - 3Hp, LBP, R600, 220V - 50, Indesit, Ariston - MBSM DOT PRODocument6 pagesCOMPROSSOR, DANFOSS, NLE15KTK2, NLE15KTK2 105H6966, 105H6966, 105H, 6966, 253W, 1 - 3Hp, LBP, R600, 220V - 50, Indesit, Ariston - MBSM DOT PROCristian Eduardo Cuba GuzmanNo ratings yet
- Unit 3 Press MeasurementDocument89 pagesUnit 3 Press MeasurementAkshat RawatNo ratings yet
- 12th Physics - One ShotDocument62 pages12th Physics - One ShotmaheshNo ratings yet
- SKF Introduction Guide To Vibration MonitoringDocument33 pagesSKF Introduction Guide To Vibration MonitoringANo ratings yet
- Gcse Physics Coursework Falling ObjectsDocument8 pagesGcse Physics Coursework Falling Objectsqclvqgajd100% (2)
- Introductory Physics Laboratory Manual Course 20300Document41 pagesIntroductory Physics Laboratory Manual Course 20300Tariq MirNo ratings yet
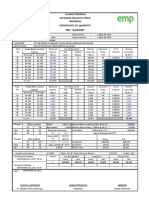
- Certificate of QuantityDocument1 pageCertificate of QuantityWisnu WicaksonoNo ratings yet
- Storage Tank Design Calculation - Api 650: Close Floating RoofDocument14 pagesStorage Tank Design Calculation - Api 650: Close Floating Roofhgagselim2012No ratings yet
- MCAT Physics Equation SheetDocument3 pagesMCAT Physics Equation SheetKathleen Joy ArutaNo ratings yet
- CH 9. Heat - Thermodynamics (Phy +1)Document84 pagesCH 9. Heat - Thermodynamics (Phy +1)tomyNo ratings yet
- Current Electricity McqsDocument31 pagesCurrent Electricity McqsM.Tharun KumarNo ratings yet
- Class-10 CPQSDocument259 pagesClass-10 CPQSSANTOSH KUMARNo ratings yet
- 6 NSEP-TEST-6 Fluidsoundwave PCDocument11 pages6 NSEP-TEST-6 Fluidsoundwave PCShohom DeNo ratings yet
- Lab ReviewDocument12 pagesLab ReviewEmaan MunsheyNo ratings yet
- Handy Dandy Clipper Blade and Guard Chart - Ivan Zoot - ClipperGuy - AndisDocument1 pageHandy Dandy Clipper Blade and Guard Chart - Ivan Zoot - ClipperGuy - AndisIvan Zoot100% (1)
- Strain Gauge General Information PDFDocument4 pagesStrain Gauge General Information PDFPom tancoNo ratings yet
- Rotational Motion - Short Notes - (Arjuna NEET 2023)Document25 pagesRotational Motion - Short Notes - (Arjuna NEET 2023)gajendrar129No ratings yet
- Geodesy and Topography IV-A - 2023Document20 pagesGeodesy and Topography IV-A - 2023Maria Estefany Cobeñas CavaNo ratings yet