You might also like
- Kawasaki ZX9R 98-99Document307 pagesKawasaki ZX9R 98-99motomech100% (3)
- CYLINDER HEAD COMPONENTS AND REMOVAL GUIDEDocument35 pagesCYLINDER HEAD COMPONENTS AND REMOVAL GUIDEAlex Hernandez100% (2)
- 19d Impeller SpacingDocument9 pages19d Impeller Spacingbtgottlieb100% (1)
- 61SNC01 - 07 - Engine Mechanical - BlockDocument30 pages61SNC01 - 07 - Engine Mechanical - BlockangelvalladaresNo ratings yet
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos QuirosNo ratings yet
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Manual HaydenDocument179 pagesManual Haydenelperrote3No ratings yet
- FT51010-32 User Manual Rev 1.3Document19 pagesFT51010-32 User Manual Rev 1.3elperrote3No ratings yet
- Iso 1052Document33 pagesIso 1052Ritxar DfNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- Assembly TECHLOK 3 Fold English v3 2013Document2 pagesAssembly TECHLOK 3 Fold English v3 2013Chup AlaNo ratings yet
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- Rear Axle ShaftsDocument4 pagesRear Axle ShaftsMaria AparecidaNo ratings yet
- Flex I GaugeDocument1 pageFlex I Gaugehead_masterNo ratings yet
- Overhaul: 1. Inspect Connecting Rod Thrust ClearanceDocument22 pagesOverhaul: 1. Inspect Connecting Rod Thrust ClearanceIslam AttiaNo ratings yet
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyDocument9 pagesChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryNo ratings yet
- Oil Pump Assy Overhaul (U340E A/TDocument5 pagesOil Pump Assy Overhaul (U340E A/TMax K.No ratings yet
- Service Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupDocument18 pagesService Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupANGEL MURILLO100% (1)
- Ser 200 IMDocument5 pagesSer 200 IMshadialameddinNo ratings yet
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - CheckchanlinNo ratings yet
- Deethanizer Reflux Pump InfoDocument5 pagesDeethanizer Reflux Pump InfoarasNo ratings yet
- 2014 RMB Tech Manual Rev Apr 8Document71 pages2014 RMB Tech Manual Rev Apr 8muzNo ratings yet
- Manual de Repararacion Yaris 1NZFEDocument18 pagesManual de Repararacion Yaris 1NZFEVictorNo ratings yet
- Omega Elastomeric Couplings - Installation ManualDocument2 pagesOmega Elastomeric Couplings - Installation ManualmmkattaNo ratings yet
- 7.0 Reference: 7.1 Engine Room LayoutDocument3 pages7.0 Reference: 7.1 Engine Room LayoutCarlos MenaNo ratings yet
- RandD ShaftDocument4 pagesRandD ShaftloloNo ratings yet
- Suspension AxleDocument97 pagesSuspension AxleLoc TruongNo ratings yet
- Torque SpecificationsDocument50 pagesTorque SpecificationsNilton sergio gomes lins100% (1)
- Lip Seal InstallationDocument11 pagesLip Seal InstallationLuis CuaxiloNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461No ratings yet
- Fis190 en A5Document8 pagesFis190 en A5andhucaosNo ratings yet
- Bawn 004Document4 pagesBawn 004sike1977No ratings yet
- Caterpillar 3508, 3508B, 3508CDocument11 pagesCaterpillar 3508, 3508B, 3508CGazNo ratings yet
- Installation Manual Reverse Gear 5 Speed Revision 7Document6 pagesInstallation Manual Reverse Gear 5 Speed Revision 7arieskittenNo ratings yet
- YTE Suspension Installation MaintenanceDocument16 pagesYTE Suspension Installation MaintenanceRam OscNo ratings yet
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
- Ajuste Diferencial Dana 44Document21 pagesAjuste Diferencial Dana 44datomarcaNo ratings yet
- SEBF8149 - Specifications For Connecting Rods Used in 3500 Family of EnginesDocument24 pagesSEBF8149 - Specifications For Connecting Rods Used in 3500 Family of Enginesyahmanmahira4No ratings yet
- Mini Skalper W EZ Torque Rev9 152Document10 pagesMini Skalper W EZ Torque Rev9 152Dug1as GreyNo ratings yet
- Propeller ShaftDocument13 pagesPropeller Shaftmika DataNo ratings yet
- Voith Fluid Couplings - End in XGDocument18 pagesVoith Fluid Couplings - End in XGDênis DáyolNo ratings yet
- Group 4 Adjustment: 1. Checking The Ring Gear Backface RunoutDocument7 pagesGroup 4 Adjustment: 1. Checking The Ring Gear Backface RunoutAndré TarginoNo ratings yet
- File 94catalogo SumitomoDocument28 pagesFile 94catalogo SumitomoJaime Arreola100% (1)
- Identification: Drive Axle Noise DiagnosisDocument48 pagesIdentification: Drive Axle Noise DiagnosisRoberto Ortega MicalizziNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRNo ratings yet
- Technical Information - S-RF3 Three Speed HubDocument4 pagesTechnical Information - S-RF3 Three Speed Hubdupazbita11No ratings yet
- Acura TL Type S 2007Document50 pagesAcura TL Type S 2007DEIDRE ANTONIETA BERNAL MORALESNo ratings yet
- Timing Chain: Service and Repair InstallationDocument3 pagesTiming Chain: Service and Repair InstallationDiego496No ratings yet
- Timing Chain: Service and Repair InstallationDocument3 pagesTiming Chain: Service and Repair InstallationDiego496No ratings yet
- Timing Chain: Service and Repair InstallationDocument3 pagesTiming Chain: Service and Repair InstallationDiego496No ratings yet
- Dedacciai Ran-Eng 2016Document14 pagesDedacciai Ran-Eng 2016pk50sNo ratings yet
- 7HB (A, B, C, D, E, X) Assembly-Disassembly ManualDocument33 pages7HB (A, B, C, D, E, X) Assembly-Disassembly ManualYavuz Ercanli100% (1)
- Manual Avance AutomaticoDocument20 pagesManual Avance AutomaticopesyrNo ratings yet
- 1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3Document200 pages1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3CandieApple100% (1)
- Flowserve Seal - ISC2 - Install - LTRDocument8 pagesFlowserve Seal - ISC2 - Install - LTRjame11inNo ratings yet
- Shaft Seal Installation GuideDocument11 pagesShaft Seal Installation GuideMachineryengNo ratings yet
- Section 6-2Document80 pagesSection 6-2Raidul WafiNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- DisassemblyDocument8 pagesDisassemblyEdson CRNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Accesories - ZP154KCE TED 950Document1 pageAccesories - ZP154KCE TED 950elperrote3No ratings yet
- Sandpiper s1f PumpDocument3 pagesSandpiper s1f PumpAdi PurnomoNo ratings yet
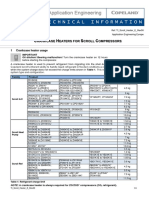
- Everything You Need to Know About Crankcase Heaters for Scroll CompressorsDocument4 pagesEverything You Need to Know About Crankcase Heaters for Scroll Compressorselperrote3No ratings yet
- Service Parts ZP154KCE-TED-950Document1 pageService Parts ZP154KCE-TED-950elperrote3No ratings yet
- Hoja de Datos Cummins MotorDocument7 pagesHoja de Datos Cummins Motorelperrote3No ratings yet
- Summary - ZP154KCE TED 950Document1 pageSummary - ZP154KCE TED 950elperrote3No ratings yet
- 6013 Deep Groove Ball Bearings - 20210614Document4 pages6013 Deep Groove Ball Bearings - 20210614elperrote3No ratings yet
- Documenting Process Calibrator: Getting StartedDocument16 pagesDocumenting Process Calibrator: Getting Startedelperrote3No ratings yet
- Weights Mokveld Axial On-Off Valve-6-1Document2 pagesWeights Mokveld Axial On-Off Valve-6-1elperrote3No ratings yet
- Ficha Tecnica FE-488ZDocument1 pageFicha Tecnica FE-488Zelperrote3No ratings yet
- Ultra EL: Formulated To Last Up To 16,000 HoursDocument4 pagesUltra EL: Formulated To Last Up To 16,000 Hourselperrote3No ratings yet
- Ficha Tecnica FE-488ZDocument1 pageFicha Tecnica FE-488Zelperrote3No ratings yet
- Tellows Magazine 2020 EspanaDocument33 pagesTellows Magazine 2020 Espanaelperrote3No ratings yet
- Mantenimiento Amarillo Reductor 1000GDocument4 pagesMantenimiento Amarillo Reductor 1000Gelperrote3No ratings yet
- Pop® Ssd... SSBS: BN 1409 - Blind Rivets Standard Dome HeadDocument2 pagesPop® Ssd... SSBS: BN 1409 - Blind Rivets Standard Dome HeadFoocheong LoiNo ratings yet
- Ansun 2011 Product Range and Finishes CatalogDocument202 pagesAnsun 2011 Product Range and Finishes CatalogAnsun-ERPNo ratings yet
- Aircraft Materials and Hardware: (Nuts, Studs, Screws)Document25 pagesAircraft Materials and Hardware: (Nuts, Studs, Screws)PakistaniTalent cover songsNo ratings yet
- JackscrewDocument17 pagesJackscrewSibhatNo ratings yet
- Chemical Consumption ChartDocument1 pageChemical Consumption ChartMalith MadushanNo ratings yet
- Toshiba E-STUDIO120 150 Parts ListDocument127 pagesToshiba E-STUDIO120 150 Parts Listkostas_sanNo ratings yet
- Process Specification: Docmaster: Uncontrolled Copy When PrintedDocument30 pagesProcess Specification: Docmaster: Uncontrolled Copy When PrintedCemre BağbozanNo ratings yet
- Vis de CommandeDocument1 pageVis de CommandeFabien CazesNo ratings yet
- BMEL305Document12 pagesBMEL305hrushithar27No ratings yet
- YUKEN Hydraulic Equipment (PG 618)Document1 pageYUKEN Hydraulic Equipment (PG 618)yogi fransbeenNo ratings yet
- High Strength Hexagonal Bolt & Nut Astm A 325 For Steel Structure ConstructionDocument2 pagesHigh Strength Hexagonal Bolt & Nut Astm A 325 For Steel Structure ConstructionDede SetiawanNo ratings yet
- ASME B 18.6.5M - 2000 (R2010) Metric Type IA Cross-Recessed Flat Countersunk Head Tapping Screws (Table 10)Document1 pageASME B 18.6.5M - 2000 (R2010) Metric Type IA Cross-Recessed Flat Countersunk Head Tapping Screws (Table 10)Mahmut ErdönmezNo ratings yet
- FED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit SDocument8 pagesFED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit Sahmed AwadNo ratings yet
- ME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)Document598 pagesME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)NaveenNo ratings yet
- Hexagon and Offset Keys, Screwdrivers: Ball End Hexagon Key Hexagon Key Hexagon KeyDocument1 pageHexagon and Offset Keys, Screwdrivers: Ball End Hexagon Key Hexagon Key Hexagon KeyRintis SitaresmiNo ratings yet
- International Limited: ShackleDocument40 pagesInternational Limited: ShackleMichael OkwuwaNo ratings yet
- ISO Metric Screw Thread - WikipediaDocument6 pagesISO Metric Screw Thread - WikipediaWalrus Honey BadgerNo ratings yet
- BN 9524Document2 pagesBN 9524XavierNo ratings yet
- Cub Cadet Parts Manual For Model 7232 TractorDocument20 pagesCub Cadet Parts Manual For Model 7232 Tractorjohn100% (42)
- CEC Drawing of 10.7X21.6m GFS Tank With Aluminum Dome Roof - 230131Document13 pagesCEC Drawing of 10.7X21.6m GFS Tank With Aluminum Dome Roof - 230131danNo ratings yet
- 2020 FLEXIBLE GRAIN HEAD MAIN SHAFT PARTSDocument197 pages2020 FLEXIBLE GRAIN HEAD MAIN SHAFT PARTSVlad PtashnichenkoNo ratings yet
- PP25 Parts ManualDocument55 pagesPP25 Parts ManualЮра ПименовNo ratings yet
- TDS Between A325 & GR.5Document1 pageTDS Between A325 & GR.5ASTRID AMNo ratings yet
- BS en 14399-7-2007 (2010)Document24 pagesBS en 14399-7-2007 (2010)WeldedSpliceNo ratings yet
- Arvind Check For Pedestal (Anchor Bolt) Concreting: Time:S124Document12 pagesArvind Check For Pedestal (Anchor Bolt) Concreting: Time:S124Sudhanshu PalNo ratings yet
- 1287640GTDocument54 pages1287640GTManuel QuispeNo ratings yet
- Seat Hardware, Trim, and UpholsteryDocument66 pagesSeat Hardware, Trim, and UpholsteryKing EwaNo ratings yet
- Abstract of ASTM F879 2002Document6 pagesAbstract of ASTM F879 2002Jesse ChenNo ratings yet
- Tightening TorquesDocument4 pagesTightening Torquesflanker76No ratings yet