You might also like
- DMAIC Tools & DeliverablesDocument27 pagesDMAIC Tools & DeliverablessalvaNo ratings yet
- APQP Process FlowDocument13 pagesAPQP Process Flowkaca82No ratings yet
- PPAP and APQP TrainingDocument173 pagesPPAP and APQP TrainingChiheb GNo ratings yet
- Automotive Core Tools GuideDocument69 pagesAutomotive Core Tools GuideRAJESH KV100% (2)
- APQPDocument25 pagesAPQPHeera Singh100% (3)
- Starting A Business Candle Making 2009Document2 pagesStarting A Business Candle Making 2009Carlo Fabros Junio100% (4)
- THE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson LearningDocument21 pagesTHE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson Learningcolyneth papaNo ratings yet
- APQP Process Flow GuideDocument13 pagesAPQP Process Flow Guidesuresh kumar100% (1)
- Airs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayDocument19 pagesAirs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayRamil J. Merculio100% (1)
- Apqp MiniDocument14 pagesApqp MiniSudhagarNo ratings yet
- APQP Training MaterialDocument13 pagesAPQP Training Materialsuresh kumar100% (1)
- Development Processes and Organizations: Teaching Materials To AccompanyDocument32 pagesDevelopment Processes and Organizations: Teaching Materials To AccompanyhansleyNo ratings yet
- Real World Software TestingDocument289 pagesReal World Software TestingKapil Samadhiya99% (73)
- RACI MatrixDocument3 pagesRACI MatrixMHD100% (1)
- 1 ApqpDocument30 pages1 ApqpVIPIN YADAVNo ratings yet
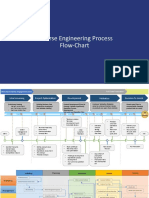
- Reverse Engineering Process Flow ChartDocument3 pagesReverse Engineering Process Flow Chartpradeep k100% (1)
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICFrom EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICRating: 4.5 out of 5 stars4.5/5 (7)
- Training Effectiveness ISO 9001Document50 pagesTraining Effectiveness ISO 9001jaiswalsk1No ratings yet
- APQP Process Flow GuideDocument13 pagesAPQP Process Flow Guidejohnoo70% (1)
- Change Management Plan: Project Management, Project Planning, Templates and AdviceDocument8 pagesChange Management Plan: Project Management, Project Planning, Templates and AdviceSasi Kumar100% (1)
- Hajj A Practical Guide-Imam TahirDocument86 pagesHajj A Practical Guide-Imam TahirMateen YousufNo ratings yet
- Supplier APQP Process Training in DepthDocument142 pagesSupplier APQP Process Training in DepthMarcelo TeixeiraNo ratings yet
- 2 Development - Processes - and OrganizationsDocument32 pages2 Development - Processes - and OrganizationsishmamNo ratings yet
- Product Workflow Descriptions and Tools (Current Working Document)Document3 pagesProduct Workflow Descriptions and Tools (Current Working Document)KPNo ratings yet
- Develop a Quality Plan to Prevent Costly ErrorsDocument44 pagesDevelop a Quality Plan to Prevent Costly ErrorsAbhishek SharmaNo ratings yet
- Advanced Product Quality Planning APQP GuideDocument142 pagesAdvanced Product Quality Planning APQP GuideVijayNo ratings yet
- Apqp & Ppap PDFDocument52 pagesApqp & Ppap PDFAman Poonia100% (1)
- 2-Development Processes PDFDocument14 pages2-Development Processes PDFGenie MecaNo ratings yet
- Apqp PDFDocument130 pagesApqp PDFotokar2No ratings yet
- SC5 2012 InspectionDocument6 pagesSC5 2012 Inspectionwidi ekoNo ratings yet
- Product Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TDocument57 pagesProduct Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TKumar AbhishekNo ratings yet
- Product Development ProcessDocument29 pagesProduct Development ProcessrvimalsamsinghNo ratings yet
- Advanced Product Quality Planning: Why PlanDocument29 pagesAdvanced Product Quality Planning: Why PlanSudhagarNo ratings yet
- 1,2&3 SQandSQADocument25 pages1,2&3 SQandSQASandy CyrusNo ratings yet
- Apqp & PpapDocument63 pagesApqp & Ppapjd4u100% (1)
- Automotive Core Tools - CompressDocument69 pagesAutomotive Core Tools - CompressNikhil Pandey100% (1)
- Lean Management AssignmentDocument14 pagesLean Management AssignmentElorm Oben-Torkornoo100% (1)
- Building and Enhancing New Literacies Across The CurriculumDocument119 pagesBuilding and Enhancing New Literacies Across The CurriculumLowela Kasandra100% (3)
- (PDF) Biochemistry and Molecular Biology of Plants: Book DetailsDocument1 page(PDF) Biochemistry and Molecular Biology of Plants: Book DetailsArchana PatraNo ratings yet
- MITES - Shrikant Kulkarni 1Document48 pagesMITES - Shrikant Kulkarni 1santoshanishaaNo ratings yet
- Product DevelopmentDocument13 pagesProduct DevelopmentTushar MohtaNo ratings yet
- Lecture 6 Project Quality ManagementDocument14 pagesLecture 6 Project Quality ManagementBellatinyNo ratings yet
- Introduction to Software Quality ManagementDocument26 pagesIntroduction to Software Quality ManagementMir SahibNo ratings yet
- Quality Assurance For A Stable Server OperationDocument7 pagesQuality Assurance For A Stable Server OperationJo-Sharon UdohNo ratings yet
- Introduction To Product DesignDocument35 pagesIntroduction To Product DesignFildaWidaniatiAssifaNo ratings yet
- 9-100 Intro To The StandardDocument8 pages9-100 Intro To The Standardvp_s4460No ratings yet
- Software Quality Assurance: Computer Science and Software Engineering Auburn UniversityDocument14 pagesSoftware Quality Assurance: Computer Science and Software Engineering Auburn UniversityRevathi NakshathraNo ratings yet
- 2020 - Chapter 3 Product AssuranceDocument60 pages2020 - Chapter 3 Product AssuranceSeanleng TanNo ratings yet
- ISO 9001 quality assurance stagesDocument9 pagesISO 9001 quality assurance stageshmd rasikaNo ratings yet
- Quality Engineering: DR Afshan NaseemDocument37 pagesQuality Engineering: DR Afshan NaseemSania SafdarNo ratings yet
- Chapter 5Document29 pagesChapter 5rajmessi2001No ratings yet
- Apqp 20181116Document23 pagesApqp 20181116med amine mnasserNo ratings yet
- Bisnis Maritim - Kelas B - Kelompok 8 - Chapter 8Document30 pagesBisnis Maritim - Kelas B - Kelompok 8 - Chapter 8adityaNo ratings yet
- Process Auditing IRCADocument24 pagesProcess Auditing IRCADaniel GalvanNo ratings yet
- PezzeYoung Ch20 PlanningDocument16 pagesPezzeYoung Ch20 PlanningSinchana SatishNo ratings yet
- Session 1 Fundamentals of TestingDocument48 pagesSession 1 Fundamentals of TestingShakaiba MajeedNo ratings yet
- Lý Thuyết Kiểm Định Chất Lượng Phần Mềm - 2. Quality Assurance - Quality EngineeringDocument35 pagesLý Thuyết Kiểm Định Chất Lượng Phần Mềm - 2. Quality Assurance - Quality Engineeringgzzgzz5xNo ratings yet
- Role of Organization & Principles: Session 4Document11 pagesRole of Organization & Principles: Session 4ZehelNo ratings yet
- Basic Briefing on Quality Inspection & AssuranceDocument12 pagesBasic Briefing on Quality Inspection & Assurancesyed sardar hussain shahNo ratings yet
- Final HandoutDocument3 pagesFinal HandoutCrisanta EstebanNo ratings yet
- Supplier APQP Process Training (In-Depth)Document142 pagesSupplier APQP Process Training (In-Depth)mihai1976mihaiNo ratings yet
- Software Quality ManagementDocument64 pagesSoftware Quality ManagementpoonamNo ratings yet
- IATF 16949 Failure Mode and Effects Analysis Statistical Process ControlDocument1 pageIATF 16949 Failure Mode and Effects Analysis Statistical Process ControlGaneshNo ratings yet
- Software Quality Assurance: Ngala DiraneDocument23 pagesSoftware Quality Assurance: Ngala DiraneFouanji EinsteinNo ratings yet
- Product Life Cycle Engineering A Complete Guide - 2020 EditionFrom EverandProduct Life Cycle Engineering A Complete Guide - 2020 EditionNo ratings yet
- Automation Testing with Python in 5 MonthsDocument13 pagesAutomation Testing with Python in 5 MonthsSasi Kumar100% (1)
- OD220534008416881000Document4 pagesOD220534008416881000Sasi KumarNo ratings yet
- Screw JackDocument5 pagesScrew JackSasi KumarNo ratings yet
- ELV DirectivesDocument20 pagesELV DirectivesAnjali DeshpandeNo ratings yet
- Tata - Job Description Print PreviewDocument2 pagesTata - Job Description Print PreviewSasi KumarNo ratings yet
- Metavision 1008i3Document6 pagesMetavision 1008i3Sasi KumarNo ratings yet
- QAA ManualDocument12 pagesQAA ManualSasi KumarNo ratings yet
- Burrgon 100A ManualDocument17 pagesBurrgon 100A ManualSasi KumarNo ratings yet
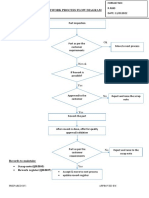
- Rework Process Flow DiagramDocument1 pageRework Process Flow DiagramSasi KumarNo ratings yet
- Phytosanitary Certificates: ENG ENGDocument30 pagesPhytosanitary Certificates: ENG ENGSasi KumarNo ratings yet
- Sample Cleanliness ReportDocument7 pagesSample Cleanliness ReportSasi KumarNo ratings yet
- SPC - QC Chart For FLATNESS (1 & 0.08) - TD 122 & 123Document2 pagesSPC - QC Chart For FLATNESS (1 & 0.08) - TD 122 & 123Sasi KumarNo ratings yet
- 01 Vice WWW - Maxmachines.in Low RDocument39 pages01 Vice WWW - Maxmachines.in Low RSasi KumarNo ratings yet
- Zeiss Contura Specifications: Version: May 2018Document6 pagesZeiss Contura Specifications: Version: May 2018Sasi KumarNo ratings yet
- 009-107 Fy23Document6 pages009-107 Fy23Sasi KumarNo ratings yet
- Contura G2 Specifications: Version: October 2016Document6 pagesContura G2 Specifications: Version: October 2016Sasi KumarNo ratings yet
- COVID-19 Lockdown in India - WikipediaDocument34 pagesCOVID-19 Lockdown in India - WikipediaSasi KumarNo ratings yet
- Master Ball Calibration UnitDocument7 pagesMaster Ball Calibration UnitSasi KumarNo ratings yet
- Viscom Article Manual X-Ray Inspection For Medium Sized EMS OEM enDocument4 pagesViscom Article Manual X-Ray Inspection For Medium Sized EMS OEM enSasi KumarNo ratings yet
- Amithab QC ResumeDocument3 pagesAmithab QC ResumeSasi KumarNo ratings yet
- Casting Defects Analysis and RemediesDocument12 pagesCasting Defects Analysis and RemediesYuvraj MehtaNo ratings yet
- IRCTC booking confirmation for train 06236 on 19 May 2021Document1 pageIRCTC booking confirmation for train 06236 on 19 May 2021Sasi KumarNo ratings yet
- Viscom Brochure Computed Tomography enDocument2 pagesViscom Brochure Computed Tomography enSasi KumarNo ratings yet
- Viscom Article Manual X-Ray Inspection For Medium Sized EMS OEM enDocument4 pagesViscom Article Manual X-Ray Inspection For Medium Sized EMS OEM enSasi KumarNo ratings yet
- Pareto ChartDocument2 pagesPareto ChartSasi KumarNo ratings yet
- Casting Defects Analysis and RemediesDocument12 pagesCasting Defects Analysis and RemediesYuvraj MehtaNo ratings yet
- GRP Product CatalogueDocument57 pagesGRP Product CatalogueMulyana alcNo ratings yet
- SeparatorDocument2 pagesSeparatormmk111No ratings yet
- Admisibility To Object EvidenceDocument168 pagesAdmisibility To Object EvidenceAnonymous 4WA9UcnU2XNo ratings yet
- Answer Questions Only: Chemical Engineering DeptDocument2 pagesAnswer Questions Only: Chemical Engineering DepthusseinNo ratings yet
- State of Education in Tibet 2003Document112 pagesState of Education in Tibet 2003Tibetan Centre for Human Rights and DemocracyNo ratings yet
- 20ME901 Automobile Engineering Unit 3Document74 pages20ME901 Automobile Engineering Unit 36044 sriramNo ratings yet
- OMR Sheet Has Been Attached at The End: EST Erial ODocument8 pagesOMR Sheet Has Been Attached at The End: EST Erial OSangeeta BansalNo ratings yet
- Early Diabetic Risk Prediction Using Machine Learning Classification TechniquesDocument6 pagesEarly Diabetic Risk Prediction Using Machine Learning Classification TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyber Security 2017Document8 pagesCyber Security 2017Anonymous i1ClcyNo ratings yet
- TNTCL Cost Data 2021 22Document95 pagesTNTCL Cost Data 2021 22Akd DeshmukhNo ratings yet
- Operating Manual: Please Read These Operating Instructions Before Using Your FreedomchairDocument24 pagesOperating Manual: Please Read These Operating Instructions Before Using Your FreedomchairNETHYA SHARMANo ratings yet
- Lateral capacity of pile in clayDocument10 pagesLateral capacity of pile in clayGeetha MaNo ratings yet
- BCRW Course - Answer-Booklet PDFDocument18 pagesBCRW Course - Answer-Booklet PDFSarah ChaudharyNo ratings yet
- Abstract Photo CompositionDocument2 pagesAbstract Photo Compositionapi-260853196No ratings yet
- Digital Water Monitoring and Turbidity Quality System Using MicrocontrollerDocument8 pagesDigital Water Monitoring and Turbidity Quality System Using MicrocontrollerIrin DwiNo ratings yet
- Aos Warscroll Fimir WarriorsDocument1 pageAos Warscroll Fimir WarriorsGuido Sebastián AlvarezNo ratings yet
- Fermat points and the Euler circleDocument2 pagesFermat points and the Euler circleKen GamingNo ratings yet
- Document-SAP EWM For Fashion 1.0: 1.general IntroductionDocument3 pagesDocument-SAP EWM For Fashion 1.0: 1.general IntroductionAnonymous u3PhTjWZRNo ratings yet
- Olympic Ayres Magic LyricsDocument1 pageOlympic Ayres Magic Lyricsjackliddy96No ratings yet
- More Than Moore: by M. Mitchell WaldropDocument4 pagesMore Than Moore: by M. Mitchell WaldropJuanjo ThepresisNo ratings yet
- School of Public Health: Haramaya University, ChmsDocument40 pagesSchool of Public Health: Haramaya University, ChmsRida Awwal100% (1)
- Visualization BenchmarkingDocument15 pagesVisualization BenchmarkingRanjith S100% (1)
- Edmonson - Pageantry Overture - AnalysisDocument3 pagesEdmonson - Pageantry Overture - Analysisapi-426112870No ratings yet
- mcs2019 All PDFDocument204 pagesmcs2019 All PDFRheydel BartolomeNo ratings yet