You might also like
- Pato Job 2Document21 pagesPato Job 2David Njuguna100% (1)
- Solar Electricity Handbook - Boxwell, Michael PDFDocument1,130 pagesSolar Electricity Handbook - Boxwell, Michael PDFAddy Sandy80% (10)
- Green Concrete For Sustainable ConstructionDocument5 pagesGreen Concrete For Sustainable ConstructionInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Plastic RoadsDocument30 pagesPlastic RoadsNigam Meher100% (14)
- Marine Biofouling (LIBRO)Document316 pagesMarine Biofouling (LIBRO)Laura Alejandra Montaño100% (1)
- Minor Project Synopsis Civil FinalDocument9 pagesMinor Project Synopsis Civil FinalAceNo ratings yet
- Plastic Roads: A Sustainable Solution to Plastic WasteDocument8 pagesPlastic Roads: A Sustainable Solution to Plastic WasteShahid Bhat0% (1)
- Pearson Knowledge Management An Integrated Approach 2nd Edition 0273726854Document377 pagesPearson Knowledge Management An Integrated Approach 2nd Edition 0273726854karel de klerkNo ratings yet
- Intelligent PiggingDocument0 pagesIntelligent PiggingSam RajNo ratings yet
- Partial Repacement of Plastic in BitumenDocument5 pagesPartial Repacement of Plastic in BitumenSri HariNo ratings yet
- Plastic RoadsDocument21 pagesPlastic RoadsChandu CKNo ratings yet
- Use of waste plastics in cement concreteDocument12 pagesUse of waste plastics in cement concreteAngel AngelNo ratings yet
- c1 c5 CompleteDocument44 pagesc1 c5 CompleteAbdulaziz KhalilNo ratings yet
- Seminar ReportDocument25 pagesSeminar ReportChethan kumar D NNo ratings yet
- Green Concrete Using Plastic Waste1Document3 pagesGreen Concrete Using Plastic Waste1sugunavidiyadar100% (1)
- TS Plastic Roads Final 3Document32 pagesTS Plastic Roads Final 3BHOWIN KNo ratings yet
- Binding Material in Pavement Block Made From Waste PlasticDocument5 pagesBinding Material in Pavement Block Made From Waste PlasticAbdelrahman AshmawyNo ratings yet
- Recycling of PlasticDocument24 pagesRecycling of Plasticmd mudassirNo ratings yet
- Construction of Water Absorbing Roads with Porous AsphaltDocument4 pagesConstruction of Water Absorbing Roads with Porous AsphaltBharath SrinivasreddyNo ratings yet
- Group 12Document20 pagesGroup 12Dhananjay DesaleNo ratings yet
- Use of Waste Plastic in Road ConstructionDocument9 pagesUse of Waste Plastic in Road ConstructionJadhav AmitNo ratings yet
- AluminumDocument7 pagesAluminumcollenedesilvaNo ratings yet
- OMM SEMINAR Plastic BricksDocument25 pagesOMM SEMINAR Plastic BricksOm ZakardeNo ratings yet
- Using Plastic Waste to Improve Road Quality and the EnvironmentDocument18 pagesUsing Plastic Waste to Improve Road Quality and the EnvironmentritikNo ratings yet
- Using plastic waste to build roadsDocument44 pagesUsing plastic waste to build roadsKunal MahaNo ratings yet
- Recycled Plastic Used in Concrete Paver BlockDocument3 pagesRecycled Plastic Used in Concrete Paver BlockInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Proposal ReportDocument26 pagesProposal ReportKALEMA BEMME2025No ratings yet
- RohanDocument21 pagesRohanmansikakaniNo ratings yet
- Use of Plastic Waste in Flexible Pavements: Volume 2, Issue 4, April 2013Document13 pagesUse of Plastic Waste in Flexible Pavements: Volume 2, Issue 4, April 2013International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Use of Plastic Waste in Road Construction For SustDocument5 pagesUse of Plastic Waste in Road Construction For SustVenkateswarlu GajulaNo ratings yet
- Use of Plastic Waste in Bituminous Pavement: International Journal of Chemtech Research January 2017Document9 pagesUse of Plastic Waste in Bituminous Pavement: International Journal of Chemtech Research January 2017sulemanNo ratings yet
- GRP 4Document21 pagesGRP 4mayurvanjani15No ratings yet
- Capstone Project Report SampleDocument44 pagesCapstone Project Report SampleKunal Maha100% (1)
- Utilizing Polymer Waste in Road ConstructionDocument16 pagesUtilizing Polymer Waste in Road ConstructionMahesh ghorpadeNo ratings yet
- Eco Active RoadsDocument76 pagesEco Active RoadsWasim KhanNo ratings yet
- Minor Project - No Fine ConcreteDocument24 pagesMinor Project - No Fine ConcreteMr.Bhaskar WabhitkarNo ratings yet
- Recycled AggregatesDocument24 pagesRecycled Aggregatesvaradsalke50% (2)
- Sitamarhi Institute of Technology Project On: Submitted byDocument27 pagesSitamarhi Institute of Technology Project On: Submitted byAryan rajNo ratings yet
- Use of Plastic Waste in Road Construction: Shweta N. Rokdey P. L. Naktode M. R. NikharDocument3 pagesUse of Plastic Waste in Road Construction: Shweta N. Rokdey P. L. Naktode M. R. NikharIndra AgraNo ratings yet
- 9 19 j2363 Mohamad May 2022 93Document11 pages9 19 j2363 Mohamad May 2022 93hadeefffasfaNo ratings yet
- A Review On Green Concrete: November 2014Document4 pagesA Review On Green Concrete: November 2014Abdul RahmanNo ratings yet
- Effects of Waste Plastic in Concrete: March 2019Document7 pagesEffects of Waste Plastic in Concrete: March 2019taramalik07No ratings yet
- Advanced Construction Materials For Highway ApplicationsDocument4 pagesAdvanced Construction Materials For Highway Applicationsyihenew assefaNo ratings yet
- Reuse of Plastics Waste For The Production of Floor TilesDocument8 pagesReuse of Plastics Waste For The Production of Floor TilesVisagan NandhaNo ratings yet
- Analysis of Using Plastic Waste in Flexible Pavement ConstructionDocument34 pagesAnalysis of Using Plastic Waste in Flexible Pavement ConstructionShaswat ShuklaNo ratings yet
- Irjet V7i248Document2 pagesIrjet V7i248Manjuladevi PNo ratings yet
- A Study On Influence of Ldpe On Properties of Bitumen Pavement Under Submergence Condition IJERTV8IS060459Document6 pagesA Study On Influence of Ldpe On Properties of Bitumen Pavement Under Submergence Condition IJERTV8IS060459SyedBaqirNo ratings yet
- Experimental Investigation of Chemically Modified E-Waste ConcreteDocument12 pagesExperimental Investigation of Chemically Modified E-Waste ConcreteJibran KhanNo ratings yet
- 1 s2.0 S2214785322023707 RecyclingDocument7 pages1 s2.0 S2214785322023707 RecyclingYared derejeNo ratings yet
- Upcycling of plastic waste in bituminous mixes using dry process_ Review of laboratory to field performanceDocument20 pagesUpcycling of plastic waste in bituminous mixes using dry process_ Review of laboratory to field performanceaakash singhNo ratings yet
- Seminar Sandesh OmkarDocument24 pagesSeminar Sandesh Omkarswarah gameNo ratings yet
- Study of Recent Trendes in Road ContructionDocument9 pagesStudy of Recent Trendes in Road Contructionfaizan shaikhNo ratings yet
- 2022-V13I7247Document5 pages2022-V13I7247Ibrahim Tuhin PICUNo ratings yet
- Marble Powder in HmaDocument15 pagesMarble Powder in HmaRoshan GuptaNo ratings yet
- Thesis ProposalDocument7 pagesThesis ProposalMEHIDE HASANNo ratings yet
- Soham ProjectDocument11 pagesSoham ProjectShriya Sawant 54No ratings yet
- Application of Recycled Waste Materials for Highway ConstructionDocument12 pagesApplication of Recycled Waste Materials for Highway ConstructionCamilo CórdobaNo ratings yet
- Production of Pavement Blocks from Plastic WasteDocument9 pagesProduction of Pavement Blocks from Plastic WasteJyoti GaurNo ratings yet
- UtilizationofWastePlasticinConcreteDocument7 pagesUtilizationofWastePlasticinConcreteSangramNo ratings yet
- Irjet V5i1240Document8 pagesIrjet V5i1240Aman raj singhNo ratings yet
- A Study On The Suitability of Solid Waste Materials in Pavement Construction A ReviewDocument13 pagesA Study On The Suitability of Solid Waste Materials in Pavement Construction A Reviewaakash singhNo ratings yet
- Block StrengthDocument12 pagesBlock StrengthNaveen Gowda k sNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Page 7Document1 pagePage 7David NjugunaNo ratings yet
- Kentank Zone Price ListDocument1 pageKentank Zone Price ListDavid NjugunaNo ratings yet
- Pato 2Document2 pagesPato 2David NjugunaNo ratings yet
- Updating Digital SLR Camera Firmware: - WindowsDocument6 pagesUpdating Digital SLR Camera Firmware: - WindowsNaing Lin AungNo ratings yet
- Radio Codes PDFDocument1 pageRadio Codes PDFDavid NjugunaNo ratings yet
- Ooplabmanual 150412132629 Conversion Gate01 PDFDocument146 pagesOoplabmanual 150412132629 Conversion Gate01 PDFyawerjs33% (6)
- Mitspeck 2014 e VersionDocument130 pagesMitspeck 2014 e VersionVedantDomkondekarNo ratings yet
- Lesson 4 - Nature of The Speech Communication ProcessDocument4 pagesLesson 4 - Nature of The Speech Communication ProcessDon Miguel SpokesNo ratings yet
- SreejithDocument23 pagesSreejithAkn SNo ratings yet
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- Phrase Structure AnalysisDocument2 pagesPhrase Structure Analysismerlino99No ratings yet
- The Effective of Geothermal Energy in BuDocument8 pagesThe Effective of Geothermal Energy in BuMeziane YkhlefNo ratings yet
- Part 1Document3 pagesPart 1Jester NavarquezNo ratings yet
- IEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Document11 pagesIEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Jorge Eduardo Ortega PalaciosNo ratings yet
- RADEMAKER) Sophrosyne and The Rhetoric of Self-RestraintDocument392 pagesRADEMAKER) Sophrosyne and The Rhetoric of Self-RestraintLafayers100% (2)
- Herbarium Specimen Preparation and Preservation GuideDocument9 pagesHerbarium Specimen Preparation and Preservation GuideJa sala DasNo ratings yet
- GPS InspectionDocument48 pagesGPS InspectionAhmed AluoshNo ratings yet
- Solve Equations and InequalitiesDocument13 pagesSolve Equations and InequalitiesFons Roxas-ChuaNo ratings yet
- Public Authority CasesDocument11 pagesPublic Authority CasesAbhinav GoelNo ratings yet
- User Manual: Smart Alarm System & AppDocument41 pagesUser Manual: Smart Alarm System & AppEduardo Jose Fernandez PedrozaNo ratings yet
- PDFDocument42 pagesPDFDanh MolivNo ratings yet
- Gen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFDocument18 pagesGen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFMGrace P. VergaraNo ratings yet
- Elm-490-Clinical Practice Evaluation 2 - Single Placement EncryptedDocument17 pagesElm-490-Clinical Practice Evaluation 2 - Single Placement Encryptedapi-439334022No ratings yet
- Operations Management (Zheng) SU2016 PDFDocument9 pagesOperations Management (Zheng) SU2016 PDFdarwin12No ratings yet
- Cooler Catalogue PDFDocument12 pagesCooler Catalogue PDFCărunta-Crista CristinaNo ratings yet
- Universiti Teknologi Mara Odl Test 1: Confidential 1 EM/ MAY 2020/MEM603Document4 pagesUniversiti Teknologi Mara Odl Test 1: Confidential 1 EM/ MAY 2020/MEM603000No ratings yet
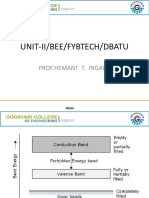
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- Madd Powerpoint 1Document17 pagesMadd Powerpoint 1api-457366947No ratings yet
- Memo-on-Orientation and Submission of PNPKIDocument5 pagesMemo-on-Orientation and Submission of PNPKICoronia Mermaly LamsenNo ratings yet
- ks20201 Sample Questions Psycholinguistics Module3Document6 pagesks20201 Sample Questions Psycholinguistics Module3Anurag TiwariNo ratings yet
- Enlightened DespotismDocument19 pagesEnlightened Despotismmeghna mNo ratings yet
- Group Case Study: Premier Automotive Services LimitedDocument2 pagesGroup Case Study: Premier Automotive Services LimitedKryzel Jean Tumbaga ValdezNo ratings yet