You might also like
- Victora ReportDocument28 pagesVictora ReportAmit Sharma100% (1)
- F283-PR-DWG-PFD-FD1 Desulfurization, Reforming & Shift 15.08.12Document1 pageF283-PR-DWG-PFD-FD1 Desulfurization, Reforming & Shift 15.08.12Jan Richardo GultomNo ratings yet
- Handy-Tig 210 AcdcDocument80 pagesHandy-Tig 210 AcdcEdin Edin100% (1)
- Kitless Pens Part 1Document2 pagesKitless Pens Part 1Inform7105100% (1)
- 039-Procedure Liquid Penetrant Testing PDFDocument13 pages039-Procedure Liquid Penetrant Testing PDFKöksal Patan100% (3)
- Pot 5K Bourns 3362P-1-502LFDocument2 pagesPot 5K Bourns 3362P-1-502LFJoão Oliveira BentesNo ratings yet
- 3339P-1-103LF 3339P-1-104LF 3339P-1-503LF 3339W-1-102LF 3339P-1-501LF 3339H-1-103LF 3339P-1-101LF 3339P-1-102LF 3339P-1-202LF. 3339H-1-502LFDocument4 pages3339P-1-103LF 3339P-1-104LF 3339P-1-503LF 3339W-1-102LF 3339P-1-501LF 3339H-1-103LF 3339P-1-101LF 3339P-1-102LF 3339P-1-202LF. 3339H-1-502LFJomblo NgenesNo ratings yet
- Axial Leads/Spinguard: General DescriptionDocument6 pagesAxial Leads/Spinguard: General DescriptionSero StivNo ratings yet
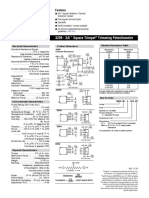
- 3362 - 1/4 Square Trimpot Trimming Potentiometer: FeaturesDocument3 pages3362 - 1/4 Square Trimpot Trimming Potentiometer: FeaturesPhan Ngọc DuyNo ratings yet
- Rectification of Defective Pile at Abutment Foundation (Ambalangoda End) Ambalangoda-Elpitiya-Pitigala Road (B-014) - Bridge No: 25/7Km. (Reconstruction)Document1 pageRectification of Defective Pile at Abutment Foundation (Ambalangoda End) Ambalangoda-Elpitiya-Pitigala Road (B-014) - Bridge No: 25/7Km. (Reconstruction)UmesgNo ratings yet
- Detail 02 Thrust BlockDocument1 pageDetail 02 Thrust Blockengr_haseeb07100% (1)
- Paint System A1Document1 pagePaint System A1heru firmansyah100% (1)
- Philips NTRX300Document41 pagesPhilips NTRX300supermax900No ratings yet
- 3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument3 pages3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesjairomarcanoNo ratings yet
- WTPDocument6 pagesWTPDevy MangimbaNo ratings yet
- GSPH MonitoringDocument8 pagesGSPH MonitoringDevy MangimbaNo ratings yet
- A10V BrochureDocument6 pagesA10V BrochureRomeo Lemus LainezNo ratings yet
- Goldmax, 300 Series, Conformally Coated, X7R Dielectric, 25 - 250 VDC (Commercial Grade)Document19 pagesGoldmax, 300 Series, Conformally Coated, X7R Dielectric, 25 - 250 VDC (Commercial Grade)GillesNo ratings yet
- Main Production Interior Painting Works Monitoring 4Document1 pageMain Production Interior Painting Works Monitoring 4Noli BenongoNo ratings yet
- TZ Seals: SNL Plummer Block Housing Seal Data SheetDocument4 pagesTZ Seals: SNL Plummer Block Housing Seal Data SheetShajib RasheedNo ratings yet
- D PRXDocument1 pageD PRXDiana ArredondoNo ratings yet
- Hoorian HTF Ltd. Bejura, Madhabpur, Habiganj. Tel:+88-02-9824001 Email: Abcd1Document1 pageHoorian HTF Ltd. Bejura, Madhabpur, Habiganj. Tel:+88-02-9824001 Email: Abcd1Biswajit BiswasNo ratings yet
- SWPP Monthly IMS OBJECTIVES JAN'18Document2 pagesSWPP Monthly IMS OBJECTIVES JAN'18Venkatesh NaiduNo ratings yet
- Replacement Pumps & Parts A10V-31 / A10V-52/53: W W W. F L U I D Y N E F P. C O MDocument4 pagesReplacement Pumps & Parts A10V-31 / A10V-52/53: W W W. F L U I D Y N E F P. C O MPedro Jose Sepulveda100% (1)
- Bitumen 85 100Document1 pageBitumen 85 100ArvandMadan CoNo ratings yet
- Boeing FastenersDocument40 pagesBoeing FastenersnajibNo ratings yet
- 450G PDFDocument2 pages450G PDFSean Torrefranca LopezNo ratings yet
- CT100LW-IS6-M (TMR Sensor, Linear, - 40 To 85°C)Document13 pagesCT100LW-IS6-M (TMR Sensor, Linear, - 40 To 85°C)Vikaas PansheriaNo ratings yet
- AEG AC Motor AMME 80Z BA2Document14 pagesAEG AC Motor AMME 80Z BA2TonyNo ratings yet
- RG Coaxial and Triaxial Reference GuideDocument13 pagesRG Coaxial and Triaxial Reference GuideNicholas FeatherstonNo ratings yet
- Signia Lotus Hearing Aids Fast P BteDocument8 pagesSignia Lotus Hearing Aids Fast P BteSoumya MaheshNo ratings yet
- Gassense Ndir SensorDocument7 pagesGassense Ndir SensorSửa Thiết BịNo ratings yet
- TRUNIONSDocument3 pagesTRUNIONSakisdassasNo ratings yet
- A7D/A7DP: Ultra-Small, Low-Cost, Push-Operated SwitchesDocument5 pagesA7D/A7DP: Ultra-Small, Low-Cost, Push-Operated SwitchesTatang Azis MuslimNo ratings yet
- Cantiliver Allocation ChartDocument78 pagesCantiliver Allocation Chartarun kumar vermaNo ratings yet
- Ab 139Document1 pageAb 139entesharat.tarasht3No ratings yet
- POT QuestionnaireDocument12 pagesPOT Questionnairesanjay thapliyalNo ratings yet
- DTX SKFDocument4 pagesDTX SKFFendyNo ratings yet
- GLAZING - Graham Windows Product CatalogDocument2 pagesGLAZING - Graham Windows Product CatalogrzsoltNo ratings yet
- Reductoare Conico Cilindrice CHODocument33 pagesReductoare Conico Cilindrice CHOEduard PeperigeanuNo ratings yet
- Instrumentation Screened CablesDocument5 pagesInstrumentation Screened Cablespriyanka236No ratings yet
- Forças e Velocidades em CilindrosDocument11 pagesForças e Velocidades em CilindrosSamuel Inácio Batista LimaNo ratings yet
- Conductive Polymer Chip Capacitors: T520 Series - KO Cap FeaturesDocument8 pagesConductive Polymer Chip Capacitors: T520 Series - KO Cap FeaturesJun YangNo ratings yet
- HiltiDocument2 pagesHiltiDon RidzwanilNo ratings yet
- 3299 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument1 page3299 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesAntonio ZamoraNo ratings yet
- 1000Base-T Magnetics Module: Rohs Peak Reflow Temperature Rating 245 Meets Ieee 802.3 SpecificationDocument3 pages1000Base-T Magnetics Module: Rohs Peak Reflow Temperature Rating 245 Meets Ieee 802.3 SpecificationAlbert NguyenNo ratings yet
- EZRail AL 4 16Document8 pagesEZRail AL 4 16Dilla TaufikNo ratings yet
- Thames Side T35 Weighbridge Load Cell Data SheetDocument2 pagesThames Side T35 Weighbridge Load Cell Data SheetHaseeb ManzoorNo ratings yet
- Verificador de Sistemas Abiertos de Agua PotableDocument6 pagesVerificador de Sistemas Abiertos de Agua Potablecesar paitanNo ratings yet
- Auto-Reset Synchronous Timers: On - DelayDocument2 pagesAuto-Reset Synchronous Timers: On - DelayHimjyoti TalukdarNo ratings yet
- High Velocity Spray Nozzle HV AsDocument6 pagesHigh Velocity Spray Nozzle HV AsmuhsinkrNo ratings yet
- Seal Datasheet, Wiper: TPU PtfeDocument2 pagesSeal Datasheet, Wiper: TPU Ptfeclaiberth castillo villanuevaNo ratings yet
- Flush Bottom ValvesDocument3 pagesFlush Bottom ValvesErkan TakNo ratings yet
- Mason Industries, Inc.: OD ID Material: Acoustical IsolationDocument1 pageMason Industries, Inc.: OD ID Material: Acoustical IsolationArthur BrebionNo ratings yet
- Progress Report. 25-11-2020Document1 pageProgress Report. 25-11-2020Adeel Aftab AnsariNo ratings yet
- BournsDocument2 pagesBournsJesus Ruy SanchezNo ratings yet
- 3296 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument2 pages3296 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDaniel RetcelNo ratings yet
- 3296 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument2 pages3296 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesSri VidyaNo ratings yet
- Peerless SLS-P830668 Rev 2 - 0Document1 pagePeerless SLS-P830668 Rev 2 - 0andrea longoNo ratings yet
- Spreadsheets To BS 8110: Combined BaseDocument1 pageSpreadsheets To BS 8110: Combined BasemohammedNo ratings yet
- IJ Data-Sheet PDFDocument1 pageIJ Data-Sheet PDFdakidofdaboomNo ratings yet
- AL1703Document2 pagesAL1703Danna PerezNo ratings yet
- Compliance Report 27.09.2022Document1 pageCompliance Report 27.09.2022AMRIT PAL SINGHNo ratings yet
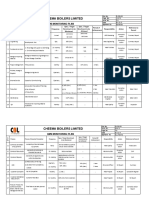
- P-Obj-01 - Qms Monitoring PlanDocument2 pagesP-Obj-01 - Qms Monitoring PlanAMRIT PAL SINGHNo ratings yet
- IAR01Document1 pageIAR01AMRIT PAL SINGHNo ratings yet
- Revised Travel Policy - 2022Document7 pagesRevised Travel Policy - 2022AMRIT PAL SINGHNo ratings yet
- ISO CertificateDocument25 pagesISO CertificateAMRIT PAL SINGHNo ratings yet
- QAP Roofing SheetDocument3 pagesQAP Roofing SheetAMRIT PAL SINGHNo ratings yet
- Procedure of Hydrostatic Pressure TestingDocument4 pagesProcedure of Hydrostatic Pressure TestingAMRIT PAL SINGHNo ratings yet
- ARUN Sleeve CatalogueDocument26 pagesARUN Sleeve CatalogueAMRIT PAL SINGHNo ratings yet
- NDE MarkingDocument1 pageNDE MarkingAMRIT PAL SINGHNo ratings yet
- SS 316LDocument1 pageSS 316LAMRIT PAL SINGHNo ratings yet
- Non Destructive Examination For Ibr JobsDocument1 pageNon Destructive Examination For Ibr JobsAMRIT PAL SINGHNo ratings yet
- File No: 5039464 Inspection Report No.:-LUD/RU/58/2021Document3 pagesFile No: 5039464 Inspection Report No.:-LUD/RU/58/2021AMRIT PAL SINGHNo ratings yet
- SR NoDocument3 pagesSR NoAMRIT PAL SINGHNo ratings yet
- Mill MTC Shall Be ProvidedDocument1 pageMill MTC Shall Be ProvidedAMRIT PAL SINGHNo ratings yet
- Enquiry Check List: CommentsDocument5 pagesEnquiry Check List: CommentsAMRIT PAL SINGHNo ratings yet
- Atlas Technical Handbook Rev Aug 2013Document49 pagesAtlas Technical Handbook Rev Aug 2013Ahmed Mohamed SabriNo ratings yet
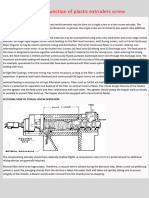
- Types of Plastic and Polymers Extruders ScrewDocument14 pagesTypes of Plastic and Polymers Extruders ScrewSIDDHARTH BHASNEYNo ratings yet
- Iron Man (Pared)Document31 pagesIron Man (Pared)SHARON BRITNEY ALE CHACON100% (1)
- Foster Wheeler Mexicana, S. A. de C. V.: Registro de Actividades Del SoldadorDocument1 pageFoster Wheeler Mexicana, S. A. de C. V.: Registro de Actividades Del SoldadorRoberto VargasNo ratings yet
- FCAW Temper Bead Iamot - OrgDocument7 pagesFCAW Temper Bead Iamot - OrgClaudia MmsNo ratings yet
- Dryers and Drying ProcessesDocument65 pagesDryers and Drying ProcessesEyra AngelesNo ratings yet
- Aeration System in BioreactorDocument9 pagesAeration System in BioreactorlovleshrubyNo ratings yet
- 11 - Advanced Catalytic Olefin-ACODocument15 pages11 - Advanced Catalytic Olefin-ACOAbhimanyu SharmaNo ratings yet
- Kaizen Event PDFDocument30 pagesKaizen Event PDFswetanitjNo ratings yet
- Pipes FittingsDocument7 pagesPipes FittingsTushar ArekarNo ratings yet
- Katalog Lenzkes enDocument104 pagesKatalog Lenzkes enobaduliciNo ratings yet
- Heavy Mechanical ComplexDocument67 pagesHeavy Mechanical ComplexSyed Bukhari100% (1)
- Dacon Tube Inspection Guidebook PDFDocument2 pagesDacon Tube Inspection Guidebook PDFDarioNo ratings yet
- Solid Wire For GTA / TIG Welding: An ISO 9001: 2008 Certified CompanyDocument1 pageSolid Wire For GTA / TIG Welding: An ISO 9001: 2008 Certified CompanysatnamNo ratings yet
- Jota Floor Top Coat TDSDocument5 pagesJota Floor Top Coat TDSthar gyiNo ratings yet
- Introduction To Brazing V3 PDFDocument24 pagesIntroduction To Brazing V3 PDFMarcelo GuerraNo ratings yet
- Training Laundry WWTUDocument15 pagesTraining Laundry WWTUSyaiful AkhmadNo ratings yet
- Pickling and Passivation ProcedureDocument3 pagesPickling and Passivation Procedurearun sNo ratings yet
- Ch13 Rolling Fall 2021 021021Document29 pagesCh13 Rolling Fall 2021 021021Moustapha MneimnehNo ratings yet
- Catalogo Welding&Metal Fab NortonDocument184 pagesCatalogo Welding&Metal Fab NortonAmando FuentesNo ratings yet
- Mold Design Check ListDocument6 pagesMold Design Check ListRbai praveenNo ratings yet
- PRIMAMAJU R® Steel Datasheet PDFDocument2 pagesPRIMAMAJU R® Steel Datasheet PDFkongkokkingNo ratings yet
- Water and Papermaking 2 White Water ComponentsDocument11 pagesWater and Papermaking 2 White Water ComponentsMiguelNo ratings yet
- Din en 10130Document14 pagesDin en 10130Ricardo VitorianoNo ratings yet
- Cswip 31 Practical PDFDocument4 pagesCswip 31 Practical PDFJigar PrajapatiNo ratings yet