You might also like
- Building SpecificationsDocument222 pagesBuilding SpecificationsdinaquaNo ratings yet
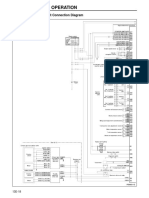
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Automatic Control ExercisesDocument183 pagesAutomatic Control ExercisesFrancesco Vasturzo100% (1)
- Ch13-Direct Time StudyDocument22 pagesCh13-Direct Time StudysaidNo ratings yet
- Establish The Best Sequences of Therbligs For Assembling by Bolt and Nut As ShownDocument4 pagesEstablish The Best Sequences of Therbligs For Assembling by Bolt and Nut As ShownNguyen Anh ThaoNo ratings yet
- Module 14-Area ComputationsDocument5 pagesModule 14-Area ComputationsGerovic Parinas50% (2)
- OM Assignment 2 - Spring 2021Document5 pagesOM Assignment 2 - Spring 2021ErfanNo ratings yet
- SAP Group Reporting 1909Document28 pagesSAP Group Reporting 1909SUDIPTADATTARAY86% (7)
- Practice Problems For The FinalDocument20 pagesPractice Problems For The FinalThanh Ngân0% (2)
- Homework/Assignment: Group 10Document4 pagesHomework/Assignment: Group 10Trân LêNo ratings yet
- Exercises 3Document2 pagesExercises 3Nguyen Anh ThaoNo ratings yet
- Capacity PlanningDocument47 pagesCapacity Planningcharles makasabiNo ratings yet
- ReliabilityDocument58 pagesReliabilityGorvendra SinghNo ratings yet
- SchedulingDocument20 pagesSchedulingShivansh SainiNo ratings yet
- Capacity Planning ProblemsDocument6 pagesCapacity Planning Problemsvita sarasi100% (1)
- 5 Direct Time StudyDocument22 pages5 Direct Time StudyOwl BezariusNo ratings yet
- Mid Term Exam-Secondterm 1435-1436Document2 pagesMid Term Exam-Secondterm 1435-1436Saad AnisNo ratings yet
- Sheet 3 Charting and Diagram Chapter 9Document12 pagesSheet 3 Charting and Diagram Chapter 9AhmedAhmed100% (2)
- Ch5 Capacity PlanningDocument8 pagesCh5 Capacity PlanningJess JerinnNo ratings yet
- Welcome To The Course: Work StudyDocument81 pagesWelcome To The Course: Work StudyAnantbhushan NavelkarNo ratings yet
- Ch26Document6 pagesCh26AnuragShrivastavNo ratings yet
- Notes Ch19-Learning CurvesDocument27 pagesNotes Ch19-Learning CurvesASAD ULLAHNo ratings yet
- Ch20 Lean Production SDocument8 pagesCh20 Lean Production SANo ratings yet
- Ch05 LogisticsDocument72 pagesCh05 LogisticsRazaKhanNo ratings yet
- Chapter 8Document4 pagesChapter 8Min ZenNo ratings yet
- Ch13 Direct Time Study QDocument11 pagesCh13 Direct Time Study Qmuath wardat67% (3)
- Ch14 PMTSDocument31 pagesCh14 PMTSAnonymous nTxB1EPvNo ratings yet
- Wearable BiosensorsDocument16 pagesWearable BiosensorsShreehari Haridasan100% (1)
- Ch10 Motion Study SDocument11 pagesCh10 Motion Study SHüseyin Sözer67% (3)
- H&M Case Study AssignmentDocument7 pagesH&M Case Study AssignmentwqvyakNo ratings yet
- Product/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeDocument2 pagesProduct/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeParamaSivanNo ratings yet
- Manufacturing Example PDFDocument6 pagesManufacturing Example PDFAbdul RahmanNo ratings yet
- Ch01 Introduction SDocument5 pagesCh01 Introduction Sa.mNo ratings yet
- Chapter 19Document22 pagesChapter 19assaNo ratings yet
- Chap 2-Product Process and ScheduleDocument67 pagesChap 2-Product Process and Schedulemuath wardatNo ratings yet
- Work Systems Groover PDF DnisterbizDocument5 pagesWork Systems Groover PDF DnisterbizFelipe OliverosNo ratings yet
- Ch25 Physical Environment SDocument9 pagesCh25 Physical Environment SLeonardoNo ratings yet
- Ch11 Plant Layout SDocument17 pagesCh11 Plant Layout SFady AbboudNo ratings yet
- Worksheet 2 - CapacityDocument2 pagesWorksheet 2 - Capacitylaxmi joshiNo ratings yet
- Solutions Manual: Ch29-Job Evaluation-S: Review QuestionsDocument2 pagesSolutions Manual: Ch29-Job Evaluation-S: Review QuestionsMahmoud Essam AhmedNo ratings yet
- The Mayor of Cambridge Colorado Wanting To Be EnvironmentallyDocument1 pageThe Mayor of Cambridge Colorado Wanting To Be EnvironmentallyAmit PandeyNo ratings yet
- Calculation Example: 8 Hours (480 Minutes)Document1 pageCalculation Example: 8 Hours (480 Minutes)Govind RajputNo ratings yet
- Aggregate Planning SampleDocument3 pagesAggregate Planning SampleAnsherene Non0% (3)
- Agv Ex 1Document1 pageAgv Ex 1Lương Bảo HânNo ratings yet
- Exercises On ProductivityDocument1 pageExercises On ProductivityNino NatradzeNo ratings yet
- Engineering Economics FINAL Exam 2008 No SLTNDocument3 pagesEngineering Economics FINAL Exam 2008 No SLTNRetno Tri HastutiNo ratings yet
- Assignment 2Document3 pagesAssignment 2Sodhani AnkurNo ratings yet
- Quality: Prof. Christian TerwieschDocument43 pagesQuality: Prof. Christian TerwieschSabila SanjraniNo ratings yet
- Sample Test Questions For EOQDocument5 pagesSample Test Questions For EOQSharina Mhyca SamonteNo ratings yet
- Assignment 2: Problem 1Document3 pagesAssignment 2: Problem 1musicslave960% (1)
- EMBA Operations Management Lecture 7Document48 pagesEMBA Operations Management Lecture 7Afrin ParvezNo ratings yet
- Operations Management HomeworkDocument5 pagesOperations Management HomeworkAnonymous VFE3JAWmMNo ratings yet
- Example 3Document4 pagesExample 3sum100% (1)
- тзDocument10 pagesтзЗахар ПилипенкоNo ratings yet
- Define WorkDocument26 pagesDefine Workcarlos juarezNo ratings yet
- Assignment 2: in Chapters 3 and 4Document4 pagesAssignment 2: in Chapters 3 and 4Menna SultanNo ratings yet
- 6.HW Chap 13-1,11,13,15Document7 pages6.HW Chap 13-1,11,13,15Jyothi VenuNo ratings yet
- Unit 10 Office Equipment A N D Machines-I: 10.0 ObjectivesDocument14 pagesUnit 10 Office Equipment A N D Machines-I: 10.0 Objectivesmann chalaNo ratings yet
- Chapter 5 QuizDocument5 pagesChapter 5 QuizMia KulalNo ratings yet
- CH 13Document20 pagesCH 13zyra liam stylesNo ratings yet
- Chapter 3 Resource PlanningDocument70 pagesChapter 3 Resource PlanningHieu TruongNo ratings yet
- Assignment 01Document3 pagesAssignment 01Hasan ShahrierNo ratings yet
- Work Measurement Practice ProblemsDocument3 pagesWork Measurement Practice Problemspremendra maniNo ratings yet
- Reading 03-Rough Cut Capacity Planning - Supplement For Mps - 2011Document22 pagesReading 03-Rough Cut Capacity Planning - Supplement For Mps - 2011Fazri Yanth AlfarizziNo ratings yet
- Operations Scheduling - SequencingDocument30 pagesOperations Scheduling - SequencingAjitesh AbhishekNo ratings yet
- Class Exercise On Linear Programming PDFDocument3 pagesClass Exercise On Linear Programming PDFKaran KakkarNo ratings yet
- HW 1Document5 pagesHW 1Tuncay AYTEKİNNo ratings yet
- Module 1 - Assignment 1Document2 pagesModule 1 - Assignment 1Ajju R AjaykumarNo ratings yet
- ktra hệ thống sản xuất tích hợpDocument47 pagesktra hệ thống sản xuất tích hợpVũ Quốc KhánhNo ratings yet
- Graph Figure and It Image Under The Given TranslationDocument1 pageGraph Figure and It Image Under The Given TranslationNguyen Anh ThaoNo ratings yet
- Exercises 1Document1 pageExercises 1Nguyen Anh ThaoNo ratings yet
- Chapter 4: Project Planning and Scheduling: Phan Nguyen Ky Phuc October 13, 2021Document15 pagesChapter 4: Project Planning and Scheduling: Phan Nguyen Ky Phuc October 13, 2021Nguyen Anh ThaoNo ratings yet
- Some Scheduling Problems: Phan Nguyen Ky Phuc March 8, 2022Document7 pagesSome Scheduling Problems: Phan Nguyen Ky Phuc March 8, 2022Nguyen Anh ThaoNo ratings yet
- Building ConstraintsDocument10 pagesBuilding ConstraintsNguyen Anh ThaoNo ratings yet
- Element in ArenaDocument15 pagesElement in ArenaNguyen Anh ThaoNo ratings yet
- 06 Miniguide For CPLEX Usage: Phan Nguyen Ky Phuc January 26, 2021Document16 pages06 Miniguide For CPLEX Usage: Phan Nguyen Ky Phuc January 26, 2021Ngoc NguyenNo ratings yet
- PTN Guide Compilation by EmeraldchowDocument24 pagesPTN Guide Compilation by EmeraldchowMirzaNo ratings yet
- Theories of PersonalityDocument4 pagesTheories of PersonalityKeshav JhaNo ratings yet
- Miracle Mills 300 Series Hammer MillsDocument2 pagesMiracle Mills 300 Series Hammer MillsSNo ratings yet
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- 12.07.20. O&M Manual 41013 - New PLCDocument41 pages12.07.20. O&M Manual 41013 - New PLCFranco Sebastián GenreNo ratings yet
- Chilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDocument72 pagesChilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDaniel MilosevskiNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationRajeev ChadhaNo ratings yet
- Online Preboard Math PDFDocument4 pagesOnline Preboard Math PDFmarkos0% (1)
- One Plan Student 1Document7 pagesOne Plan Student 1api-465826207No ratings yet
- UntitledDocument37 pagesUntitledUnknown UserNo ratings yet
- 50+ MATLAB Projects For Engineering StudentsDocument5 pages50+ MATLAB Projects For Engineering StudentsaamyaNo ratings yet
- 3-Storeyed 31-3-2015-Schedule PDFDocument1 page3-Storeyed 31-3-2015-Schedule PDFSi Thu AungNo ratings yet
- G20 SolutionDocument11 pagesG20 SolutionAbidemi Benjamen AttehNo ratings yet
- Evolis User ManualDocument28 pagesEvolis User ManualIonmadalin1000No ratings yet
- Studi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoDocument9 pagesStudi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoAri WibowoNo ratings yet
- Error Code EMR 2Document5 pagesError Code EMR 2Nafrizal SuhendrikNo ratings yet
- Union Metal SemiconductorDocument4 pagesUnion Metal SemiconductorskinhugoNo ratings yet
- Summative 1Document4 pagesSummative 1Nean YsabelleNo ratings yet
- Exposure: The PhotoreactionDocument16 pagesExposure: The PhotoreactionGeetha ThiruvengadamNo ratings yet
- 2021 3 AbstractsDocument168 pages2021 3 AbstractsLong An ĐỗNo ratings yet
- Chess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDocument15 pagesChess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDomingo IslasNo ratings yet
- Fiitjee All India Test Series: Concept Recapitulation Test - Iv JEE (Advanced) - 2019Document13 pagesFiitjee All India Test Series: Concept Recapitulation Test - Iv JEE (Advanced) - 2019Raj KumarNo ratings yet
- Wish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3Document17 pagesWish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3nhyce18No ratings yet