You might also like
- SRJ Rubber Track & Pad CatalogDocument39 pagesSRJ Rubber Track & Pad CatalogeduardoNo ratings yet
- Compaction MethdsDocument16 pagesCompaction MethdsQ8123No ratings yet
- Kopya BoltsDocument27 pagesKopya BoltsSeçkin Doğu TurhalNo ratings yet
- Baseplate DesigningDocument7 pagesBaseplate DesigningLakshmiWijayasiriNo ratings yet
- Transportation Engineering An Introduction 3rd Edition by C. Jotin KhistyDocument5 pagesTransportation Engineering An Introduction 3rd Edition by C. Jotin KhistyDarshan Mehta10% (10)
- MDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalDocument6 pagesMDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalSridhar Tholasingam100% (1)
- MMC Turning Inserts Catalog en PDFDocument109 pagesMMC Turning Inserts Catalog en PDFkarthikeyanNo ratings yet
- Fly Brace DesignDocument3 pagesFly Brace Designtekla gom-lua groupNo ratings yet
- Guhring Tap Catalog - 75Document48 pagesGuhring Tap Catalog - 75Tan Dedi SuryanaNo ratings yet
- Steel To Concrete Simple Connection Example 1Document12 pagesSteel To Concrete Simple Connection Example 1CSEC Uganda Ltd.No ratings yet
- BdataDocument4 pagesBdatadieselcudiNo ratings yet
- 03 - IN Anti-Vibration Mounts - enDocument2 pages03 - IN Anti-Vibration Mounts - enVideoHi VizanteaNo ratings yet
- Panasonic - Micro Chip FuseDocument5 pagesPanasonic - Micro Chip FuseJuan HernándezNo ratings yet
- App 2037023000Document6 pagesApp 2037023000danielNo ratings yet
- BURNDY - Master - Catalog 2 Hole Long Barrel LugsDocument3 pagesBURNDY - Master - Catalog 2 Hole Long Barrel LugsSheaNo ratings yet
- VARDEX Grooving 135-154Document20 pagesVARDEX Grooving 135-154mfbisNo ratings yet
- Tuercas Enrasadas Por Ambas Caras PDFDocument4 pagesTuercas Enrasadas Por Ambas Caras PDFtokuro_22No ratings yet
- CR..A SeriesDocument13 pagesCR..A SeriesphamNo ratings yet
- Project 2 ScrewedDocument7 pagesProject 2 ScrewedDjuro SavkinNo ratings yet
- Hirth Joint CatalogueDocument10 pagesHirth Joint CatalogueAndrei 4830No ratings yet
- Cobalt Catalog Forged-Chains-SprocketsDocument12 pagesCobalt Catalog Forged-Chains-SprocketsporometalNo ratings yet
- Base Material Installation Anchor Plate: CK, Cube 2Document8 pagesBase Material Installation Anchor Plate: CK, Cube 2mohamedhaniNo ratings yet
- List of Components BellowsDocument16 pagesList of Components BellowsJohn LeeNo ratings yet
- Technical ProposalDocument10 pagesTechnical ProposalSiddiqui Muhammad AshfaqueNo ratings yet
- SeriesDocument8 pagesSeriesArthur ChavesNo ratings yet
- Drawing Puzzolana - 180 EHDDocument1 pageDrawing Puzzolana - 180 EHDpmf engineering limitedNo ratings yet
- SmppdataDocument2 pagesSmppdataMarco NiNo ratings yet
- Welcome To Honingcraft: Total Support in Hydraulic Cylinder ManufacturingDocument34 pagesWelcome To Honingcraft: Total Support in Hydraulic Cylinder ManufacturingSHANENo ratings yet
- StdrillserratedDocument2 pagesStdrillserratedSaul AguilarNo ratings yet
- Slotted Spring Pins Design GuideDocument8 pagesSlotted Spring Pins Design GuideHumor 101No ratings yet
- CR SeriesDocument11 pagesCR SeriesphamNo ratings yet
- "ZNR" Transient/Surge Absorbers, SMD Type: Features Recommended ApplicationsDocument5 pages"ZNR" Transient/Surge Absorbers, SMD Type: Features Recommended Applicationsکوروش بزرگNo ratings yet
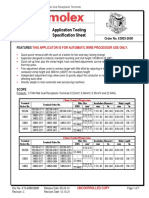
- Application Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesDocument7 pagesApplication Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesAmine MaaouiNo ratings yet
- Metric Fasteners: K-Lock Nut W/ Free Spinning External Tooth LWDocument1 pageMetric Fasteners: K-Lock Nut W/ Free Spinning External Tooth LWYossiNo ratings yet
- Data Sheet: Kris Chen Ben Chang Ben ChangDocument7 pagesData Sheet: Kris Chen Ben Chang Ben ChangBriggitte OrtizNo ratings yet
- Bbs 2Document1 pageBbs 2srikanth varmaNo ratings yet
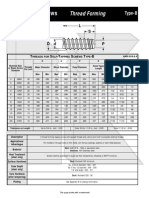
- Sttype BDocument1 pageSttype BSean YangNo ratings yet
- Self Tapping ScrewsDocument1 pageSelf Tapping ScrewsGulfstream Data, IncNo ratings yet
- Weldind Grup WeldsDocument30 pagesWeldind Grup WeldsEndryjiuNo ratings yet
- Extrafiles File 1210Document140 pagesExtrafiles File 1210angga dimas saputraNo ratings yet
- WEG WMO WCR Wormdrive 50137788 Brochure English WebDocument16 pagesWEG WMO WCR Wormdrive 50137788 Brochure English WebLucas Araujo de AlmeidaNo ratings yet
- Standard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionDocument6 pagesStandard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionShaik's PeerNo ratings yet
- Mitsu Turning Tools 1 PDFDocument110 pagesMitsu Turning Tools 1 PDFMax NovaxNo ratings yet
- PEM - Threaded Inserts For Plastics PDFDocument20 pagesPEM - Threaded Inserts For Plastics PDFHenrique MarquesNo ratings yet
- Wurth Anchor Technical Data SheetDocument3 pagesWurth Anchor Technical Data Sheetvkumar20101991No ratings yet
- Die MasterDocument10 pagesDie MasteralphatoolsNo ratings yet
- Ball Screws: Precision GroundDocument8 pagesBall Screws: Precision GroundJoao SilvaNo ratings yet
- M20Document8 pagesM20Phan TamNo ratings yet
- 12F0011X0 Stainless Steel Fastener Mechanical PropertiesDocument2 pages12F0011X0 Stainless Steel Fastener Mechanical PropertiespkdscdubaiNo ratings yet
- Design of Two Way Slab Marked: General Data: Girls/Boys Hostel For Tamilnadu DR - Ambedkar Law UniversityDocument3 pagesDesign of Two Way Slab Marked: General Data: Girls/Boys Hostel For Tamilnadu DR - Ambedkar Law Universitysantosh bharathyNo ratings yet
- Raashika Industries PVT LTD Cateloge 1 16028529357913477 PDFDocument40 pagesRaashika Industries PVT LTD Cateloge 1 16028529357913477 PDFvelu.gNo ratings yet
- TurningDocument766 pagesTurningDavid BahenaNo ratings yet
- #0000, #000 and #00 Thread DimensionsDocument1 page#0000, #000 and #00 Thread DimensionsTheodor EikeNo ratings yet
- CH Concealed Head FastenerDocument6 pagesCH Concealed Head FastenerMirasol AquinoNo ratings yet
- REXWAY Rigid Metal Conduit Catalogue (RMC)Document10 pagesREXWAY Rigid Metal Conduit Catalogue (RMC)hashimelecNo ratings yet
- Viking Tech ARG03FTC2551 - C217943Document8 pagesViking Tech ARG03FTC2551 - C217943ALIRIO SOLANONo ratings yet
- Beam Design (Bs:8110)Document1 pageBeam Design (Bs:8110)Lakmal JayashanthaNo ratings yet
- Velosi Integrity & Safety Pakistan Pvt. LTD: Ultrasonic Examination A-Scan ReportDocument1 pageVelosi Integrity & Safety Pakistan Pvt. LTD: Ultrasonic Examination A-Scan ReportAli TahirNo ratings yet
- Saw Blades and Bevel Cutters For GF and RA MachinesDocument5 pagesSaw Blades and Bevel Cutters For GF and RA MachinesVan DantNo ratings yet
- 1 PDFDocument20 pages1 PDFRacem RebaiNo ratings yet
- Je C 008 WPSDocument4 pagesJe C 008 WPScameron toolseeNo ratings yet
- LS Electric Co. Ltd. (VSP) CatalogDocument32 pagesLS Electric Co. Ltd. (VSP) CatalogTed MercadoNo ratings yet
- RoofCurbs CatalogDocument8 pagesRoofCurbs CatalogRahul DubeyNo ratings yet
- 16 - Using Service Dependency Graph To Analyze and Test MicroservicesDocument6 pages16 - Using Service Dependency Graph To Analyze and Test MicroservicesLidiane SouzaNo ratings yet
- Handout 21181 SD21181-LDocument4 pagesHandout 21181 SD21181-LKelvinatorNo ratings yet
- Curtain Wall System From Technal - Geode-BrochureDocument38 pagesCurtain Wall System From Technal - Geode-BrochurebatteekhNo ratings yet
- Design and Fabrication of Portable Tree Branch Cutting MachineDocument3 pagesDesign and Fabrication of Portable Tree Branch Cutting MachineSarthak GowdaNo ratings yet
- Gym DocumentationDocument9 pagesGym DocumentationSaeed AhmedNo ratings yet
- Tpi 253 de enDocument20 pagesTpi 253 de enFilozófus ÖnjelöltNo ratings yet
- Hamari SurakshaDocument9 pagesHamari SurakshaPeter AntonyNo ratings yet
- Floatability Study of Graphite Ore From Southeast Sulawesi (Indonesia)Document7 pagesFloatability Study of Graphite Ore From Southeast Sulawesi (Indonesia)sanjibkrjanaNo ratings yet
- Arun - Effect of Very Fine Particles On Concrete Made With Dune SandDocument23 pagesArun - Effect of Very Fine Particles On Concrete Made With Dune SandRejin100% (1)
- Back Tongs Super: Assembly, Operating and Maintenance Instructions Spare Parts ForgivenessDocument16 pagesBack Tongs Super: Assembly, Operating and Maintenance Instructions Spare Parts ForgivenessAlmir SehNo ratings yet
- Advanced Motion Controls B15A8Document8 pagesAdvanced Motion Controls B15A8Servo2GoNo ratings yet
- Chapter 6 - Reduced - SummerDocument19 pagesChapter 6 - Reduced - SummerFiras Abu talebNo ratings yet
- Exd FLAMEPROOF ENCLOSURESDocument4 pagesExd FLAMEPROOF ENCLOSURESkhalafNo ratings yet
- Brugman Technical DocumentDocument33 pagesBrugman Technical DocumentRebecca TerryNo ratings yet
- Maintenance Guide To OMStar V500R006Document38 pagesMaintenance Guide To OMStar V500R006Yoyok Dwi ParindraNo ratings yet
- Research Methodology & Technical Communication (HSS-501) RCSDocument2 pagesResearch Methodology & Technical Communication (HSS-501) RCSjakk234No ratings yet
- Datasheet ds26c32Document11 pagesDatasheet ds26c32Mgc ElektronikNo ratings yet
- VFP6FAQDocument14 pagesVFP6FAQPricope MihaNo ratings yet
- Technical Service Information: FORD 4R44E/55E AND 5R44E/55EDocument3 pagesTechnical Service Information: FORD 4R44E/55E AND 5R44E/55EAranza SuNo ratings yet
- XTC Bikes2001Document9 pagesXTC Bikes2001dudemanNo ratings yet
- Data Communication (PCM)Document234 pagesData Communication (PCM)Siddhartha GuptaNo ratings yet
- CDC-Booklet On S&TDocument136 pagesCDC-Booklet On S&TAbhijitNo ratings yet
- Resume Mar 2010 ArchitectDocument5 pagesResume Mar 2010 ArchitectSudarsan SridharanNo ratings yet
- ASTM D421 GranulometríaDocument2 pagesASTM D421 GranulometríaDaniel Villagomez SilvaNo ratings yet
- TEM ProgramDocument23 pagesTEM ProgramMustapha AmmariNo ratings yet
- QSI QTERM Handheld Terminal - ManualDocument46 pagesQSI QTERM Handheld Terminal - ManualDefaultAnomolyNo ratings yet