You might also like
- Installation - Testing of Cables - HandbookDocument27 pagesInstallation - Testing of Cables - HandbookjayanthNo ratings yet
- NFPA Annex C Tables for Conduit Fill of ConductorsDocument60 pagesNFPA Annex C Tables for Conduit Fill of ConductorsMohamad SannanNo ratings yet
- V Notch ReportDocument8 pagesV Notch ReportMwiti TizianoNo ratings yet
- Standard Key WayDocument2 pagesStandard Key WaySuresh DatalNo ratings yet
- 2021.05.29 - Martinetto T22-726 Man - CE e Collaudo ENGDocument9 pages2021.05.29 - Martinetto T22-726 Man - CE e Collaudo ENGEdomNo ratings yet
- CI2400 BS2400 Product DataDocument6 pagesCI2400 BS2400 Product DataDaniel BrownNo ratings yet
- AASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusDocument8 pagesAASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusTamanna JerinNo ratings yet
- FAA 2015 5914 0004 - Attachment - 2Document7 pagesFAA 2015 5914 0004 - Attachment - 2Tan Chin Tuan MichaelNo ratings yet
- Technical Bulletin: Hydraulic SnubbersDocument5 pagesTechnical Bulletin: Hydraulic SnubbersDavid Luna MolinaNo ratings yet
- Product CatalogueDocument44 pagesProduct CatalogueTo Van TinhNo ratings yet
- Electric Duct Heaters - Installation GuideDocument2 pagesElectric Duct Heaters - Installation GuideLeandro SimonsNo ratings yet
- NYY-J, O 0,6/1kV: VDE 0276-603, VDE 0276-627, IEC 60502-1Document1 pageNYY-J, O 0,6/1kV: VDE 0276-603, VDE 0276-627, IEC 60502-1eplan drawingsNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- Bolt Torque ChartDocument7 pagesBolt Torque ChartVìctor ChicaìzaNo ratings yet
- Maximum Conductors in EMTDocument5 pagesMaximum Conductors in EMTj de santisNo ratings yet
- Pade EyeDocument2 pagesPade EyeAzwar Maiza PutraNo ratings yet
- 06a OE $NUAL Brand Ampacity Chart PDFDocument2 pages06a OE $NUAL Brand Ampacity Chart PDFTTaanNo ratings yet
- B1 PowerSafe TS Range SummaryDocument4 pagesB1 PowerSafe TS Range Summarylostris234No ratings yet
- AT520CT Users ManualDocument14 pagesAT520CT Users ManualAlbert SomendraNo ratings yet
- Mechanical-Splice Wire Rope Sling: 115 IWRCDocument4 pagesMechanical-Splice Wire Rope Sling: 115 IWRCokifabianNo ratings yet
- Pipe Series: Wall Thickness and MassDocument24 pagesPipe Series: Wall Thickness and MassTammam HassanNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- 00-20-09 R&I Expansion TankDocument6 pages00-20-09 R&I Expansion Tankkang turuuNo ratings yet
- Bolt Torque Chart FAQs: Tension vs. Torque, Torque Charts & Anchor BoltsDocument7 pagesBolt Torque Chart FAQs: Tension vs. Torque, Torque Charts & Anchor BoltsRuben GutierrezNo ratings yet
- USE DIRECTIONS FOR TYPE TA ELEVATORSDocument7 pagesUSE DIRECTIONS FOR TYPE TA ELEVATORStraidenNo ratings yet
- Lab Report: Course Name: Electrical Circuit (LAB) Course Code: CSE-133Document4 pagesLab Report: Course Name: Electrical Circuit (LAB) Course Code: CSE-133Tarif Al MozahedNo ratings yet
- Streamline Gynea 1 2 3Document41 pagesStreamline Gynea 1 2 3Heidi De VliegherNo ratings yet
- Flemish Eye Wire Rope SlingsDocument3 pagesFlemish Eye Wire Rope SlingsSalihNo ratings yet
- Allrig Lifting ChainDocument14 pagesAllrig Lifting ChainAwanNo ratings yet
- Anchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDDocument15 pagesAnchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDballisnothingNo ratings yet
- DESIGN OF TWO WAY SLABDocument3 pagesDESIGN OF TWO WAY SLABSyeda NafeezaNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- Evacuacion de Aguas Servidas: Anexo As - 13ADocument8 pagesEvacuacion de Aguas Servidas: Anexo As - 13Aronald polo alfaroNo ratings yet
- Weld Consumable Calculation SummaryDocument10 pagesWeld Consumable Calculation SummaryAhmad KamilNo ratings yet
- 81W12186 (P12136) Parts Manual For LGT360-English VersionDocument141 pages81W12186 (P12136) Parts Manual For LGT360-English VersionMARIO FABRISNo ratings yet
- Brosura VarifixDocument52 pagesBrosura VarifixDan LimburgNo ratings yet
- 19 Manual Chain HoistsDocument1 page19 Manual Chain HoistsJimSpockNo ratings yet
- Electrical Conduit SizesDocument1 pageElectrical Conduit SizesNerie RangelNo ratings yet
- Service ManualDocument38 pagesService ManualekgujjuNo ratings yet
- Steel Pipe Dimensions ChartDocument1 pageSteel Pipe Dimensions ChartERIC GERARDNo ratings yet
- SparepartDocument30 pagesSparepartHfksosnaaoNo ratings yet
- Posiflex Reducer Expansion JointsDocument2 pagesPosiflex Reducer Expansion JointsBabyface888No ratings yet
- Fig. 203 - Adjustable PVC Coated Ring HangerDocument1 pageFig. 203 - Adjustable PVC Coated Ring HangerRoberto VargasNo ratings yet
- The LH1000: Low Head Propeller TurbineDocument16 pagesThe LH1000: Low Head Propeller TurbineRaymond KatabaziNo ratings yet
- Conversion - Chart - IADC BIT CODEDocument1 pageConversion - Chart - IADC BIT CODEHamid Reza BabaeiNo ratings yet
- Deepbeam Si AashtoDocument18 pagesDeepbeam Si Aashtoahm2011No ratings yet
- Rey-1Document13 pagesRey-1Ahmad ArifNo ratings yet
- Ring Lock ScaffoldingDocument47 pagesRing Lock ScaffoldingYasserMohsen100% (1)
- Mroy Metering Pumps Data Sheet - 2022Document5 pagesMroy Metering Pumps Data Sheet - 2022Ricardo VeraNo ratings yet
- MS 19 ERW GI Steel Pipes Shield TechnoDocument53 pagesMS 19 ERW GI Steel Pipes Shield TechnoRagul0042No ratings yet
- Wire Rope Cutting ChartDocument8 pagesWire Rope Cutting ChartAkash SharmaNo ratings yet
- Polysius-3 12 2012Document13 pagesPolysius-3 12 2012Theo AnggaraNo ratings yet
- WB 13 ProsesDocument11 pagesWB 13 ProsesRestu DpNo ratings yet
- Cooling Pipes CalculationDocument2 pagesCooling Pipes CalculationMumen Bani salamehNo ratings yet
- Nelson Heat Trace Self Regulating Heater Cables For Fire Sprinkler Systems en 1527968Document12 pagesNelson Heat Trace Self Regulating Heater Cables For Fire Sprinkler Systems en 1527968abdulafoajjawiNo ratings yet
- Boxer 322D Parts ManualDocument40 pagesBoxer 322D Parts ManualAbdul RehmanNo ratings yet
- Metering Pumps: Models A and BDocument5 pagesMetering Pumps: Models A and Bbmanojkumar16No ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Understanding and Servicing Alarm SystemsFrom EverandUnderstanding and Servicing Alarm SystemsRating: 1 out of 5 stars1/5 (1)
- Conversion Tables: 12.1 Metric To English Conductor SizeDocument16 pagesConversion Tables: 12.1 Metric To English Conductor SizeGerardo Muñoz UrbinaNo ratings yet
- Connectors, Lugs & TerminationsDocument15 pagesConnectors, Lugs & TerminationsGerardo Muñoz UrbinaNo ratings yet
- Wire and Cable Technical Information Handbook: $80.00 HARDBOUND $50.00 SOFTBOUNDDocument7 pagesWire and Cable Technical Information Handbook: $80.00 HARDBOUND $50.00 SOFTBOUNDGerardo Muñoz UrbinaNo ratings yet
- Electrical Characteristics: 7.1 DC Resistance of Plated Copper ConductorsDocument20 pagesElectrical Characteristics: 7.1 DC Resistance of Plated Copper ConductorsGerardo Muñoz UrbinaNo ratings yet
- Cable Types and Selection Criteria: 6.1 Portable Power and ControlDocument26 pagesCable Types and Selection Criteria: 6.1 Portable Power and ControlGerardo Muñoz UrbinaNo ratings yet
- Standards and SpecificationsDocument42 pagesStandards and SpecificationsGerardo Muñoz UrbinaNo ratings yet
- Formulas and Constants: 13.1 Electrical Properties of CircuitsDocument7 pagesFormulas and Constants: 13.1 Electrical Properties of CircuitsGerardo Muñoz UrbinaNo ratings yet
- Latin and South America: 16.1 Mexican StandardsDocument4 pagesLatin and South America: 16.1 Mexican StandardsGerardo Muñoz UrbinaNo ratings yet
- Packaging of Wire and Cable: 10.1 Reel SizeDocument12 pagesPackaging of Wire and Cable: 10.1 Reel SizeGerardo Muñoz UrbinaNo ratings yet
- WCH 14Document31 pagesWCH 14Gerardo Muñoz UrbinaNo ratings yet
- Canada: 17.1 Standards OrganizationsDocument14 pagesCanada: 17.1 Standards OrganizationsGerardo Muñoz UrbinaNo ratings yet
- Asia and The Pacific Rim: 18.1 Australian StandardsDocument7 pagesAsia and The Pacific Rim: 18.1 Australian StandardsGerardo Muñoz UrbinaNo ratings yet
- Latin and South America: 16.1 Mexican StandardsDocument4 pagesLatin and South America: 16.1 Mexican StandardsGerardo Muñoz UrbinaNo ratings yet
- WCH 19Document28 pagesWCH 19Gerardo Muñoz UrbinaNo ratings yet
- United Kingdom: 15.1 Standards OrganizationsDocument10 pagesUnited Kingdom: 15.1 Standards OrganizationsGerardo Muñoz UrbinaNo ratings yet
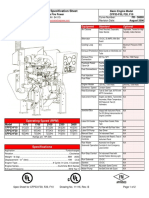
- Engine Specification Sheet: Depere, Wi 54115 Curve Number: Revision DateDocument2 pagesEngine Specification Sheet: Depere, Wi 54115 Curve Number: Revision DateGerardo Muñoz UrbinaNo ratings yet
- Wafer API 22 2 Paper For Mexico 2006 March 14 Rev AcceptedDocument28 pagesWafer API 22 2 Paper For Mexico 2006 March 14 Rev AcceptedGerardo Muñoz UrbinaNo ratings yet
- Product Description Diesel Engine Fire Pump Controller FTA1100Document2 pagesProduct Description Diesel Engine Fire Pump Controller FTA1100Gerardo Muñoz UrbinaNo ratings yet
- Model: Diesel Engine Fire Pump Controller Relay Logic BasedDocument2 pagesModel: Diesel Engine Fire Pump Controller Relay Logic BasedGerardo Muñoz UrbinaNo ratings yet
- CurveData CFP33-F10Document4 pagesCurveData CFP33-F10Gerardo Muñoz UrbinaNo ratings yet
- EPA Tier 1 Emission Data Fire Pump NSPS Compliant: 15 PPM Diesel FuelDocument1 pageEPA Tier 1 Emission Data Fire Pump NSPS Compliant: 15 PPM Diesel FuelGerardo Muñoz UrbinaNo ratings yet
- PDS Placas DANIEL DIC 17Document15 pagesPDS Placas DANIEL DIC 17Katia ArroyueloNo ratings yet
- S850A User Manual ENG Ver1 Rev1Document32 pagesS850A User Manual ENG Ver1 Rev1Luis M. NarváezNo ratings yet
- JERC Manipur Tariff Order 2014-15Document124 pagesJERC Manipur Tariff Order 2014-15Anil KumarNo ratings yet
- LEak DetectorDocument2 pagesLEak Detectormec04162No ratings yet
- Common Implementations of Interfaces for Serial and Parallel Data ExchangeDocument5 pagesCommon Implementations of Interfaces for Serial and Parallel Data Exchangeyagnasree_s100% (1)
- Manual Placa Mae AsusDocument72 pagesManual Placa Mae AsusLisandra SittaNo ratings yet
- MERIT - Merit Order Despatch of Electricity For Rejuvenation of Income and Transparency - Ministry of Power, IndiaDocument7 pagesMERIT - Merit Order Despatch of Electricity For Rejuvenation of Income and Transparency - Ministry of Power, IndianagarjunyajamanNo ratings yet
- L200 (Dcab) 19 - KLKKT ENRS EN02Document1 pageL200 (Dcab) 19 - KLKKT ENRS EN02Forum PompieriiNo ratings yet
- General BICC 279700Document4 pagesGeneral BICC 279700Byron PanchiNo ratings yet
- B Techpeoples EeDocument4 pagesB Techpeoples Eeravi maheshwariNo ratings yet
- Instruction Manual: Kistler GPS Sensor Compact Travel Sensors Type CGPSSADocument46 pagesInstruction Manual: Kistler GPS Sensor Compact Travel Sensors Type CGPSSATranNo ratings yet
- ControlPotenciaCircuitoDocument2 pagesControlPotenciaCircuitoEdwar Andres MNo ratings yet
- Ua 723Document21 pagesUa 723roozbehxoxNo ratings yet
- Tesla's patent for wireless electrical energy transmission systemDocument7 pagesTesla's patent for wireless electrical energy transmission systemZavorra ZavorratoNo ratings yet
- 2016 EXPT Blu1718,1719Document1 page2016 EXPT Blu1718,1719Toto MidgleyNo ratings yet
- Temperature Sensor Based Ceiling Fan Control SystemDocument25 pagesTemperature Sensor Based Ceiling Fan Control SystemVinay ReddyNo ratings yet
- 1A.Elsayed, A Self-Clocked ASIC Interface For MEMS Gyroscope With 1m°-S - HZ Noise Floor, 2011Document4 pages1A.Elsayed, A Self-Clocked ASIC Interface For MEMS Gyroscope With 1m°-S - HZ Noise Floor, 2011kvintacadNo ratings yet
- IKT9Document10 pagesIKT9Dario AbelNo ratings yet
- Act For ElectromagnetismDocument2 pagesAct For ElectromagnetismHaisoj Leintho SalupNo ratings yet
- Introduction To Project: Chapter-1Document31 pagesIntroduction To Project: Chapter-1amit6357100% (1)
- Logarithmic-Periodic Multiband Antenna 440 - 512 / 824 - 960 MHZ 739 990Document1 pageLogarithmic-Periodic Multiband Antenna 440 - 512 / 824 - 960 MHZ 739 990Jason LiewNo ratings yet
- IEEE 802.16 (Wireless MAN) ContDocument11 pagesIEEE 802.16 (Wireless MAN) ContKhiz JabiNo ratings yet
- Checkfire MP-N Electric Detection and Actuation System: Data/SpecificationsDocument3 pagesCheckfire MP-N Electric Detection and Actuation System: Data/Specificationsclaudio garciaNo ratings yet
- Simocode-Dp Handleiding 1403974 PDFDocument320 pagesSimocode-Dp Handleiding 1403974 PDFAssem SaffariniNo ratings yet
- Trailer Connectors in North America - WikiwandDocument2 pagesTrailer Connectors in North America - Wikiwanddiego428No ratings yet
- Vlsi2022 C10-1Document31 pagesVlsi2022 C10-1himmel17No ratings yet
- APJ Abdul Kalam Technological University S3 Exam ResultsDocument18 pagesAPJ Abdul Kalam Technological University S3 Exam ResultsKillerrootNo ratings yet
- Tca 9545 ADocument31 pagesTca 9545 AJorge Alejandro Martinez HernandezNo ratings yet
- Mobile Communication Systems: Part III-Traffic EngineeringDocument50 pagesMobile Communication Systems: Part III-Traffic EngineeringmuralitejasNo ratings yet
- PLC Mid SyllabusDocument2 pagesPLC Mid SyllabusHardik PatelNo ratings yet
- Chapter 21 - Schematics: Service ManualDocument126 pagesChapter 21 - Schematics: Service ManualAugusto OliveiraNo ratings yet