You might also like
- Tilting ViceDocument35 pagesTilting ViceAakash DindigulNo ratings yet
- Is 866 1957Document7 pagesIs 866 1957sarath6725No ratings yet
- E220GEM20Manual20ver2091 372205918Document318 pagesE220GEM20Manual20ver2091 372205918Wang AndyNo ratings yet
- David Hatton Resume 2015 PDFDocument1 pageDavid Hatton Resume 2015 PDFapi-293635718No ratings yet
- Asme B1.3 - 2007 PDFDocument21 pagesAsme B1.3 - 2007 PDFKristin JonesNo ratings yet
- Writing Short StoriesDocument10 pagesWriting Short StoriesRodiatun YooNo ratings yet
- Kitchen Equipment Handling and Maintaining Standard Procedure and PoliciesDocument2 pagesKitchen Equipment Handling and Maintaining Standard Procedure and PoliciesChef Chef75% (4)
- KPI's Troubleshooting GuideDocument27 pagesKPI's Troubleshooting GuideMohamed SayedNo ratings yet
- Jig DesignDocument29 pagesJig DesignAbhimanyu PandeyNo ratings yet
- Pressure Vessel Handbook: Fourteenth EditionDocument511 pagesPressure Vessel Handbook: Fourteenth EditionakksNo ratings yet
- Recommendations For Welding Aluminum Castings - Modern CastingDocument6 pagesRecommendations For Welding Aluminum Castings - Modern CastingOnnuri WonNo ratings yet
- Day 1 Training Material FlowDocument200 pagesDay 1 Training Material FlowGhazouani AymenNo ratings yet
- Lista Spec Mss SPDocument4 pagesLista Spec Mss SPginursamadNo ratings yet
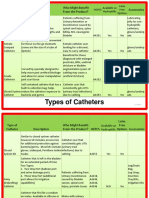
- Types of CathetersDocument2 pagesTypes of CathetersLorie Fadol100% (1)
- Ggi 15Document83 pagesGgi 15Manjunath ReddyNo ratings yet
- STCL CDS Shareholders As at 30-06-2020 PSXDocument40 pagesSTCL CDS Shareholders As at 30-06-2020 PSXRabab RazaNo ratings yet
- Dog Coat Colour Genetics - A Review, Saif Et Al. 2020Document11 pagesDog Coat Colour Genetics - A Review, Saif Et Al. 2020Emmanuel A. Sessarego DávilaNo ratings yet
- Etchant Selection Guide (SS Superalloy) 11-2015Document3 pagesEtchant Selection Guide (SS Superalloy) 11-2015Malik Ansar HayatNo ratings yet
- 3 Postcolonial Criticism (ENGL 4620)Document55 pages3 Postcolonial Criticism (ENGL 4620)AnonenNo ratings yet
- Food Science Sourcebook Pt. 2 Food Composition, Properties, and General DataDocument672 pagesFood Science Sourcebook Pt. 2 Food Composition, Properties, and General DatacavrisNo ratings yet
- Metallic ImplantsDocument38 pagesMetallic ImplantsSmitha Kollerahithlu100% (1)
- TM 750-254 Cooling Systems Tactical Vehicles 1972Document73 pagesTM 750-254 Cooling Systems Tactical Vehicles 1972Wurzel1946No ratings yet
- Term Paper-Sheet Metal WeldingDocument6 pagesTerm Paper-Sheet Metal Welding11gargdinesh7No ratings yet
- As 1788.1-1987 Abrasive Wheels Design Construction and SafeguardingDocument8 pagesAs 1788.1-1987 Abrasive Wheels Design Construction and SafeguardingSAI Global - APACNo ratings yet
- Workmanship and Design Practices For Electronic Equipment - CompressedDocument472 pagesWorkmanship and Design Practices For Electronic Equipment - CompressedCamillus_B_58No ratings yet
- Smart Ir Temperature SensorDocument13 pagesSmart Ir Temperature SensorSukamal BhagbatiNo ratings yet
- P91 Pipe Failures in ChinaDocument2 pagesP91 Pipe Failures in Chinatek_surinder100% (1)
- KramercatalogDocument168 pagesKramercatalogfranciscovelaNo ratings yet
- GEIT 40007EN NDT Film BrochureDocument56 pagesGEIT 40007EN NDT Film BrochurevrapciudorianNo ratings yet
- MHS Multi-Purpose DicerDocument20 pagesMHS Multi-Purpose Dicerjuan luis GarciaNo ratings yet
- 47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11Document22 pages47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11dimitrisNo ratings yet
- Avizandum July 2017Document61 pagesAvizandum July 2017Gábor DeákNo ratings yet
- FP 247 03 Sand Cast BronzesDocument4 pagesFP 247 03 Sand Cast BronzesnfcastingsNo ratings yet
- AutomationDocument5 pagesAutomationashfaq_ahmed_7No ratings yet
- AICTE Approved Institutes Dec 19 2012Document789 pagesAICTE Approved Institutes Dec 19 2012dipakdks420No ratings yet
- Uni MechDocument2 pagesUni MechSAMPATHUNo ratings yet
- Catalogo VictaulicDocument188 pagesCatalogo VictaulicCarlos JiménezNo ratings yet
- Heat Treatment of Steel PDFDocument33 pagesHeat Treatment of Steel PDFRecep VatanseverNo ratings yet
- Internal Assessment - Naan MudhalvanDocument3 pagesInternal Assessment - Naan MudhalvanDarshan SNo ratings yet
- TESCOMDocument654 pagesTESCOMmechanikyNo ratings yet
- 200djme CatalogDocument2 pages200djme CatalogMuhammad RidwanNo ratings yet
- Micro Vickers Hardness Testing MachineDocument2 pagesMicro Vickers Hardness Testing MachineJagdish RanaNo ratings yet
- Modeling and Simulation of Friction Stir Welding of Dissimilar Alloys and MaterialsDocument7 pagesModeling and Simulation of Friction Stir Welding of Dissimilar Alloys and MaterialsEdilberto Murrieta LunaNo ratings yet
- Catalog GCEDocument107 pagesCatalog GCEpablobobadilla1990No ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Veterinary Surgical InstrumentsDocument93 pagesVeterinary Surgical InstrumentsEster ToledanoNo ratings yet
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Document12 pagesAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoNo ratings yet
- Cam Operated Double Jaw ViseDocument4 pagesCam Operated Double Jaw VisesankaramarayananNo ratings yet
- Motorized Benchh ViseDocument46 pagesMotorized Benchh ViseAlmubeen83% (18)
- ReportDocument28 pagesReportRajesh kvNo ratings yet
- Design and Analysis of Modular Fixture For Machine Vice: January 2018Document7 pagesDesign and Analysis of Modular Fixture For Machine Vice: January 2018temesgen jenberNo ratings yet
- Mini Belt Grinder Project Jounal 4Document3 pagesMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarNo ratings yet
- Broaching FixtureDocument6 pagesBroaching Fixturemahmoudelsayad01013No ratings yet
- Modular Fixture For Key Way Slot Milling On Gear ShaftDocument5 pagesModular Fixture For Key Way Slot Milling On Gear ShaftInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Implementation and Development of Multi-Purpose Mechanical MachineDocument6 pagesImplementation and Development of Multi-Purpose Mechanical MachineAnonymous IK1nsqBqSNo ratings yet
- Icram19 10 01 19 06 10 57 ModifiedDocument7 pagesIcram19 10 01 19 06 10 57 ModifiedAjit ParwaniNo ratings yet
- Designing and Fabrication of Double Acting Hacksaw MachineDocument6 pagesDesigning and Fabrication of Double Acting Hacksaw MachineVARSHAN HARIGANTHNo ratings yet
- Cam Operated Reciprocating ViceDocument46 pagesCam Operated Reciprocating ViceseaNo ratings yet
- Design of Machining Fixture For TurbineDocument14 pagesDesign of Machining Fixture For Turbinejacob ellyNo ratings yet
- Ijetae 0615 33Document8 pagesIjetae 0615 33ayoub elkebir63No ratings yet
- Fabrication of Portable Hammer Using Crank and Lever MechanismDocument14 pagesFabrication of Portable Hammer Using Crank and Lever MechanismMassive Minds100% (1)
- LatheDocument8 pagesLathevinothkumarNo ratings yet
- Progressive Die Design For Self Explosive Reactive Armor Holder (Case Study at Bishoftu Motorization Industry-Ethiopia)Document11 pagesProgressive Die Design For Self Explosive Reactive Armor Holder (Case Study at Bishoftu Motorization Industry-Ethiopia)Ercan VatanseverNo ratings yet
- Report Material Fabrication Lathe MachineDocument13 pagesReport Material Fabrication Lathe MachineaazfaraimanNo ratings yet
- Game On Series BibleDocument28 pagesGame On Series Bibleapi-513832615No ratings yet
- ATA212001Document3 pagesATA212001Tarek DeghedyNo ratings yet
- 7273X 47 ITOW Mozart PDFDocument3 pages7273X 47 ITOW Mozart PDFAdrian KranjcevicNo ratings yet
- SLHT Grade 7 CSS Week 5 Without Answer KeyDocument6 pagesSLHT Grade 7 CSS Week 5 Without Answer KeyprinceyahweNo ratings yet
- Autodesk Design Review: About DWF and DWFXDocument7 pagesAutodesk Design Review: About DWF and DWFXNesreNo ratings yet
- CR-805 Retransfer PrinterDocument2 pagesCR-805 Retransfer PrinterBolivio FelizNo ratings yet
- AMX Prodigy Install ManualDocument13 pagesAMX Prodigy Install Manualsundevil2010usa4605No ratings yet
- Analyse Bacterologique de L EauDocument6 pagesAnalyse Bacterologique de L Eaupeguy diffoNo ratings yet
- Portfolio Eelco Maan - 06-2017Document25 pagesPortfolio Eelco Maan - 06-2017tungaas20011No ratings yet
- Project Proposal DraftDocument1 pageProject Proposal DraftCarl Axel M. FajardoNo ratings yet
- Toefl StructureDocument50 pagesToefl StructureFebrian AsharNo ratings yet
- FCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsDocument52 pagesFCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsKeithStewartNo ratings yet
- 88 Year Old Man Missing in SC - Please ShareDocument1 page88 Year Old Man Missing in SC - Please ShareAmy WoodNo ratings yet
- Movie Review of THORDocument8 pagesMovie Review of THORSiva LetchumiNo ratings yet
- Why You MeDocument18 pagesWhy You MeFira tubeNo ratings yet
- MSS SP 69pdfDocument18 pagesMSS SP 69pdfLaura CaballeroNo ratings yet
- Theben Timer SUL 181DDocument2 pagesTheben Timer SUL 181DFerdiNo ratings yet
- Engineering Mathematics Questions and AnswersDocument9 pagesEngineering Mathematics Questions and AnswersZaky Muzaffar100% (1)
- Risk Assessment For ExcavationDocument6 pagesRisk Assessment For ExcavationAhmed GamalNo ratings yet
- Check List For Design Program of A Parish ChurchDocument11 pagesCheck List For Design Program of A Parish ChurchQuinn HarloweNo ratings yet
- Case Study Presentation - CGDocument37 pagesCase Study Presentation - CGapi-290866384No ratings yet
- Rich Gas and Lean GasDocument7 pagesRich Gas and Lean GasManish GautamNo ratings yet
- Classical Encryption TechniqueDocument18 pagesClassical Encryption TechniquetalebmuhsinNo ratings yet
- MetLife CaseDocument4 pagesMetLife Casekatee3847No ratings yet
- Test Cases: Project Name: Virtual ClassroomDocument5 pagesTest Cases: Project Name: Virtual ClassroomTina HernandezNo ratings yet
- Cinnamon RollDocument1 pageCinnamon RollMaria Manoa GantalaNo ratings yet