You might also like
- W124 Mercedes Klima-Relay-BasicsDocument3 pagesW124 Mercedes Klima-Relay-BasicsMustahsan Ali100% (1)
- A320 Componenet Location-SR TechnicsDocument248 pagesA320 Componenet Location-SR Technicssimsimsom100% (1)
- DAF CF Braking System Service ManualDocument288 pagesDAF CF Braking System Service ManualAlex100% (1)
- Power Generation Using Suspension SystemDocument28 pagesPower Generation Using Suspension Systempandyamech86% (7)
- Linear and Rotational Displacement MeasurementDocument39 pagesLinear and Rotational Displacement MeasurementAbhimanyu BhagatNo ratings yet
- 2009 Venza - Block Heater - InstallManual - RevD - Combined2 - 2GR-FE, 1AR-FE - ENGDocument6 pages2009 Venza - Block Heater - InstallManual - RevD - Combined2 - 2GR-FE, 1AR-FE - ENGtilsidNo ratings yet
- List of Registered Vendors-Air IndiaDocument333 pagesList of Registered Vendors-Air Indiatruemasti100% (3)
- JP SAUER&SOHN WP65LB - BA1 - ET1 - en - 1411Document155 pagesJP SAUER&SOHN WP65LB - BA1 - ET1 - en - 1411amos zhuNo ratings yet
- First Generation (AN40 2004)Document6 pagesFirst Generation (AN40 2004)Danny FentomNo ratings yet
- Power Transmission: Motion ConvertionDocument22 pagesPower Transmission: Motion Convertionshreyas jadhavNo ratings yet
- Exam 06072021 WithsolutionDocument12 pagesExam 06072021 WithsolutionDhanush YoganandhanNo ratings yet
- System Development For Hydraulic Tilt Actuation of A Tilting Narrow VehicleDocument14 pagesSystem Development For Hydraulic Tilt Actuation of A Tilting Narrow VehicleMayur Prakash JagtapNo ratings yet
- Actuators and Drives System: Basic TheoryDocument15 pagesActuators and Drives System: Basic TheoryAlehamarie AngeladaNo ratings yet
- Infunce of Electrical Assistance Steering System On VehicleDocument18 pagesInfunce of Electrical Assistance Steering System On VehicleAmiroNo ratings yet
- Torque Vectoring With A Feedback and Feed Forward Controller-Applied To A Through The Road Hybrid Electric VehicleDocument6 pagesTorque Vectoring With A Feedback and Feed Forward Controller-Applied To A Through The Road Hybrid Electric Vehiclesmmj2010No ratings yet
- مصدر التقرير الاحتراقDocument45 pagesمصدر التقرير الاحتراقياسر سعد حسونNo ratings yet
- 2 Symposium On Lift and Escalator TechnologiesDocument12 pages2 Symposium On Lift and Escalator TechnologiesfreddyjoertyNo ratings yet
- GS01 System Modeling PDFDocument3 pagesGS01 System Modeling PDFJerald Morelos HabilNo ratings yet
- U1 EdDocument2 pagesU1 EdOMKAR PATILNo ratings yet
- Dynamic Performance Analysis of A Full Toroidal IVT A Theoretical ApproachDocument11 pagesDynamic Performance Analysis of A Full Toroidal IVT A Theoretical ApproachAbir MukherjeeNo ratings yet
- Review QuestionsDocument15 pagesReview QuestionsSuganthiVasanNo ratings yet
- Unit IV Drive System DesignDocument48 pagesUnit IV Drive System Designvarun vishalNo ratings yet
- ServomotorsDocument17 pagesServomotorsVi GaneshNo ratings yet
- Hybrid Electric Vehicle Power TrainDocument17 pagesHybrid Electric Vehicle Power TrainjohnsonNo ratings yet
- Exp 01 CDocument10 pagesExp 01 Cyt7407286No ratings yet
- Cep Ee341Document5 pagesCep Ee341Muhammad OmarNo ratings yet
- Mechatronics CEP 2 Designing Control System For Suspension SystemDocument12 pagesMechatronics CEP 2 Designing Control System For Suspension SystemFaizan SamdaniNo ratings yet
- Dynamometer and Power Measurement: Work DoneDocument20 pagesDynamometer and Power Measurement: Work Donejung bi100% (3)
- Motor DrivesDocument61 pagesMotor DrivesSatesh NairNo ratings yet
- Four-Quadrant Single-Phase Rectifier DC DriveDocument14 pagesFour-Quadrant Single-Phase Rectifier DC DriveBivolaru AndreiNo ratings yet
- Project Abstract - Electrical Steering Gear SystemDocument16 pagesProject Abstract - Electrical Steering Gear SystemAdwaith Krishnan100% (1)
- Direct Torque Control (DTC) in Induction Motor: M.G.MorshadDocument12 pagesDirect Torque Control (DTC) in Induction Motor: M.G.MorshadAdil FarzandNo ratings yet
- Lecture No 3Document33 pagesLecture No 3Walid salamaNo ratings yet
- ActuatorDocument61 pagesActuatorforeverdieselNo ratings yet
- 4.final Control ElementDocument61 pages4.final Control ElementSamarendu Baul100% (1)
- Mot Liniare HIWINDocument64 pagesMot Liniare HIWINAlina AliNo ratings yet
- Mechanisms Experiment: College of Engineering Mechanical Department MECH 412 Dynamics and Control Systems LabDocument14 pagesMechanisms Experiment: College of Engineering Mechanical Department MECH 412 Dynamics and Control Systems LabMohammad TahirNo ratings yet
- Chapter-7 Power System Stability: Prepared by Balaram Das, EE Dept., GIET, GunupurDocument22 pagesChapter-7 Power System Stability: Prepared by Balaram Das, EE Dept., GIET, Gunupurdishore312No ratings yet
- Chetan Gowda 19AE30001 System Lab ReportDocument24 pagesChetan Gowda 19AE30001 System Lab ReportChetan GowdaNo ratings yet
- Module 5 Psa (17ee62)Document23 pagesModule 5 Psa (17ee62)Shreyas KanabaragiNo ratings yet
- Steer-By-Wire For Vehicle State Estimation and ControlDocument6 pagesSteer-By-Wire For Vehicle State Estimation and ControlvincemugnaioNo ratings yet
- VectorDocument56 pagesVectorTI IgnitorsNo ratings yet
- Lab 07Document8 pagesLab 07tanoli9596No ratings yet
- Acs 2019s1 Assn1Document5 pagesAcs 2019s1 Assn1MiraelNo ratings yet
- Small Signal Stability of 1 - Machine Infinite BusDocument22 pagesSmall Signal Stability of 1 - Machine Infinite Buspaulrishav93No ratings yet
- Theory of Machines: Unit 1Document7 pagesTheory of Machines: Unit 1Rakesh RajputNo ratings yet
- Presentation On Power Steering: Yogeesh Sharma 1282, 7MAE - 2Document30 pagesPresentation On Power Steering: Yogeesh Sharma 1282, 7MAE - 2deepal123abNo ratings yet
- Continuously Variable Transmission123Document34 pagesContinuously Variable Transmission123Soumya PrasadNo ratings yet
- Design of A 3R Cobot Using Continuously Variable TransmissionsDocument6 pagesDesign of A 3R Cobot Using Continuously Variable TransmissionsPedro PrachedesNo ratings yet
- General Physical Considerations For Deterministic Control of The Taisun CraneDocument9 pagesGeneral Physical Considerations For Deterministic Control of The Taisun CraneWei Yuan SamNo ratings yet
- ECE 8830 - Electric Drives: Topic 13: Vector Control of AC Induction MotorsDocument61 pagesECE 8830 - Electric Drives: Topic 13: Vector Control of AC Induction MotorsVikas PatelNo ratings yet
- SAI Hydraulic Motors - Displacement Variation PDFDocument16 pagesSAI Hydraulic Motors - Displacement Variation PDFbrunosamaeianNo ratings yet
- Ev Bit ArrangedDocument15 pagesEv Bit ArrangedPrabhuNo ratings yet
- Ev - Bit - S FinalDocument17 pagesEv - Bit - S FinalPrabhuNo ratings yet
- Stage 1 PreseDocument20 pagesStage 1 Presevikym14No ratings yet
- Assignment Continuous SysDocument13 pagesAssignment Continuous SysMohamed Elsayed HarbNo ratings yet
- Controller Design of A New Active Front Steering SystemDocument11 pagesController Design of A New Active Front Steering SystemENIC-AITCGNo ratings yet
- Dynamics of Railway Vehicles: - Tractive & Braking Motion - Parasitic MotionDocument14 pagesDynamics of Railway Vehicles: - Tractive & Braking Motion - Parasitic MotionBimal BhattacharyaNo ratings yet
- Presentation On Power Steering: by Sahaj Harnal 07AU626Document32 pagesPresentation On Power Steering: by Sahaj Harnal 07AU626yomansahajNo ratings yet
- Asset-V1 BuX+EEE321+2021 Summer+Type@Asset+Block@Power Angle CurveDocument10 pagesAsset-V1 BuX+EEE321+2021 Summer+Type@Asset+Block@Power Angle CurveAbrar ChowdhuryNo ratings yet
- Electrical TerminologyDocument41 pagesElectrical TerminologypokiriNo ratings yet
- Angular Accuracy Back EMFDocument8 pagesAngular Accuracy Back EMFSoudamini HansdahNo ratings yet
- Epicyclic Gear Train ApparatusDocument8 pagesEpicyclic Gear Train ApparatusGurmeet Mehma83% (6)
- Unit 1 PPT Introduction To Electric VehicleDocument97 pagesUnit 1 PPT Introduction To Electric VehicleAnonymous xaeuoo450% (2)
- Introduction To Mechanisms: 2 Mechanisms and Simple MachinesDocument6 pagesIntroduction To Mechanisms: 2 Mechanisms and Simple MachinesRakesh YadavNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Lithium IonDocument16 pagesLithium Ionmaruthi prasad nNo ratings yet
- Automation JDDocument2 pagesAutomation JDmaruthi prasad nNo ratings yet
- Theories of FailureDocument7 pagesTheories of Failuremaruthi prasad nNo ratings yet
- SciClone Pharmaceuticals..... Interview QuestionsDocument13 pagesSciClone Pharmaceuticals..... Interview Questionsmaruthi prasad nNo ratings yet
- CAE Validation Engineer, 40586Document4 pagesCAE Validation Engineer, 40586maruthi prasad nNo ratings yet
- PortfolioDocument6 pagesPortfoliomaruthi prasad nNo ratings yet
- Manju PrasadDocument1 pageManju Prasadmaruthi prasad nNo ratings yet
- Design & Motion Simulation in NXDocument5 pagesDesign & Motion Simulation in NXmaruthi prasad nNo ratings yet
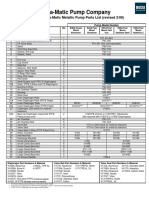
- Versa-Matic Pump Company: Model E4, Elima-Matic Metallic Pump Parts List (Revised 2/08)Document4 pagesVersa-Matic Pump Company: Model E4, Elima-Matic Metallic Pump Parts List (Revised 2/08)Sakahi SharmaNo ratings yet
- 0 79in (20mm) NEMA8PKPSeries2-PhaseBipolarStepperMotorsDocument2 pages0 79in (20mm) NEMA8PKPSeries2-PhaseBipolarStepperMotorsarmaan mehtaNo ratings yet
- Jeep Manual FSM Grand Cherokee WJ 2001 - Manual 01WJEDocument3 pagesJeep Manual FSM Grand Cherokee WJ 2001 - Manual 01WJEAlbert TuykinNo ratings yet
- Cummins M11 - ISM11 Engine Parts - Cummins Engine PartsDocument2 pagesCummins M11 - ISM11 Engine Parts - Cummins Engine Partshamdi galip100% (2)
- UntitledDocument8 pagesUntitledAvanish DiwanNo ratings yet
- Headlamp Wiring PDFDocument3 pagesHeadlamp Wiring PDFpradyumnadas__No ratings yet
- Electrical Drawing 1Document1 pageElectrical Drawing 1Nam NguyễnNo ratings yet
- Crown WAV60 Operator Manual - CompressedDocument39 pagesCrown WAV60 Operator Manual - CompressedHector PeñaNo ratings yet
- KSB ITUR AU SeriesDocument24 pagesKSB ITUR AU SeriesAwliya TaqwaNo ratings yet
- PM Extension Delta Hybrid Series enDocument3 pagesPM Extension Delta Hybrid Series enJader CabezasNo ratings yet
- Myferrari - Purosangue - 41ADp4dDocument11 pagesMyferrari - Purosangue - 41ADp4dSoom SoomNo ratings yet
- Australian Standard: Engine Coolants Type A and Type B For Engine Cooling SystemsDocument7 pagesAustralian Standard: Engine Coolants Type A and Type B For Engine Cooling Systemsmaruf amaludinNo ratings yet
- Engine Kontrol 1Document35 pagesEngine Kontrol 1imat ruhimatNo ratings yet
- SCA0400LuxuryCoachBusSpecSheet KSeries (EB6x2) SAU2016-7-KLuxury 6x24 WEBDocument4 pagesSCA0400LuxuryCoachBusSpecSheet KSeries (EB6x2) SAU2016-7-KLuxury 6x24 WEBerry ekaNo ratings yet
- Philippine Agricultural Engineering Standard Paes 117: 2000Document17 pagesPhilippine Agricultural Engineering Standard Paes 117: 2000KitzNo ratings yet
- GC30Document5 pagesGC30Dalibor DanevskiNo ratings yet
- 2016 Ford Mustang (Smart Key) - North America: Remote Start, Security, Keyless Entry, AccessoriesDocument9 pages2016 Ford Mustang (Smart Key) - North America: Remote Start, Security, Keyless Entry, AccessoriesJohn HillmanNo ratings yet
- M Plan June For Unit # 1 Turbine, Main Inlet Valve and Automatic ST Control PanelDocument1 pageM Plan June For Unit # 1 Turbine, Main Inlet Valve and Automatic ST Control PanelUZARERWA Jean d'AmourNo ratings yet
- Pratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3027544Document36 pagesPratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3027544BEST STREET WORKOUT LCNo ratings yet
- 2011 Devices Price List: Valid From 31 JANUARY 2011Document37 pages2011 Devices Price List: Valid From 31 JANUARY 2011Dan CaruntuNo ratings yet
- Sise5f213897 Diagrama Electrico d8rDocument2 pagesSise5f213897 Diagrama Electrico d8rMaximiliano BettarelNo ratings yet
- Jf011e Rukovodstvo Photo SchemiDocument65 pagesJf011e Rukovodstvo Photo SchemiДенис ЛавкNo ratings yet
- Woodward 8290 Manual Is A Diesel Engine Governor Electronic Module Woodward PNDocument3 pagesWoodward 8290 Manual Is A Diesel Engine Governor Electronic Module Woodward PNAdan Jesus Barbas Moreno33% (3)