You might also like
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- Quality Lab & Offices of DD Sapphire: Publich Health (Bill of Quantities)Document1 pageQuality Lab & Offices of DD Sapphire: Publich Health (Bill of Quantities)Imran AzizNo ratings yet
- PDA Sample ReportDocument34 pagesPDA Sample ReportJulius GuingabNo ratings yet
- Annexure - A, Equipment Deployment Break-Up PDFDocument1 pageAnnexure - A, Equipment Deployment Break-Up PDFAditya PatelNo ratings yet
- Best Consultant, Unit PriceDocument2 pagesBest Consultant, Unit PriceInsanul HaqueNo ratings yet
- Submitted For Approval Information Reference Record ConstructionDocument25 pagesSubmitted For Approval Information Reference Record ConstructionRana BiswasNo ratings yet
- Sleeper BoqDocument1 pageSleeper Boqakshay marewarNo ratings yet
- Ffianra: Existing ModificationDocument128 pagesFfianra: Existing ModificationGary ChanNo ratings yet
- BPS Arp - Ss-01aDocument9 pagesBPS Arp - Ss-01asparkCENo ratings yet
- Bengal Dhaba Park EstimateDocument9 pagesBengal Dhaba Park EstimateDas EnterpriseNo ratings yet
- Specific Requirements & Scope of Work For RCC PilingDocument38 pagesSpecific Requirements & Scope of Work For RCC PilingTauqueerAhmadNo ratings yet
- Review of Changes in OSD Computation Methods Between MSMA EditionsDocument15 pagesReview of Changes in OSD Computation Methods Between MSMA EditionsGan Chin PhangNo ratings yet
- Review of Changes in OSD Computation Methods Between MSMA EditionsDocument15 pagesReview of Changes in OSD Computation Methods Between MSMA EditionsGan Chin PhangNo ratings yet
- Data Sheet-Coarse Ash PumpDocument6 pagesData Sheet-Coarse Ash PumpEESL AACNo ratings yet
- Manual D BrochureDocument2 pagesManual D Brochurejuan9911No ratings yet
- Final STR (2022)Document48 pagesFinal STR (2022)Preeti goswamiNo ratings yet
- GA of Brakes 9571-155-PVM-B-201-01 PDFDocument5 pagesGA of Brakes 9571-155-PVM-B-201-01 PDFEESL AACNo ratings yet
- Sorweb 20190315 180924Document9 pagesSorweb 20190315 180924Anonymous iTzCnMNo ratings yet
- Transfer Manpower Crash Wood ConstructionDocument9 pagesTransfer Manpower Crash Wood ConstructionIrene Grace BatalaoNo ratings yet
- 35GCICoke Storage Relocation - 218801680Document2 pages35GCICoke Storage Relocation - 218801680Sumantra ChattopadhyayNo ratings yet
- GB1516 Sac 240 CV RP 0004 - ADocument69 pagesGB1516 Sac 240 CV RP 0004 - AkkkkNo ratings yet
- Updating Offshore As-Built Records and Models for PS-4 and Halul IslandDocument1 pageUpdating Offshore As-Built Records and Models for PS-4 and Halul IslandOiltech EngineeringNo ratings yet
- DesignDocument84 pagesDesignbijendraNo ratings yet
- CDM-1+Brochure+Metric r2Document1 pageCDM-1+Brochure+Metric r2NikhilNo ratings yet
- EPC Tuban Jetty Upgrade PDA & PIT Test EvaluationDocument11 pagesEPC Tuban Jetty Upgrade PDA & PIT Test EvaluationDito NarendraNo ratings yet
- Saddle Stress CalculationsDocument8 pagesSaddle Stress CalculationsMuthuNo ratings yet
- Design SheetDocument33 pagesDesign SheetKELVIN TECHNOLOGIESNo ratings yet
- 00bearing NTG R3 v22Document7 pages00bearing NTG R3 v22DuzzysNo ratings yet
- GB1516 Sac 240 CV RP 0002 - ADocument66 pagesGB1516 Sac 240 CV RP 0002 - AkkkkNo ratings yet
- S32 - Seismic Design Provisions - Part 6Document48 pagesS32 - Seismic Design Provisions - Part 6Raiyan AlamNo ratings yet
- DD Sipl PD BC 118+197 DC R0 101Document24 pagesDD Sipl PD BC 118+197 DC R0 101nandu523No ratings yet
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- Intitial Load Test Design 1Document16 pagesIntitial Load Test Design 1Naresh SharmaNo ratings yet
- GB1516 Sac 240 CV RP 0004 - BDocument69 pagesGB1516 Sac 240 CV RP 0004 - BkkkkNo ratings yet
- Green Building For Environment and Green Technology EducationDocument80 pagesGreen Building For Environment and Green Technology EducationMae Ann GonzalesNo ratings yet
- Manual Crane CalculationDocument98 pagesManual Crane Calculationsmileya_vpNo ratings yet
- Table-1 Scope of Work Supply (MR For ACHE)Document6 pagesTable-1 Scope of Work Supply (MR For ACHE)Avinash ShuklaNo ratings yet
- Main Single Line Diagram - 545Wp - 70MW - 87.5MWp - R0 - 14.10.2023 - BPDocument2 pagesMain Single Line Diagram - 545Wp - 70MW - 87.5MWp - R0 - 14.10.2023 - BPJaks JaksNo ratings yet
- Conductor Setting Depth and Bearing LoadDocument5 pagesConductor Setting Depth and Bearing LoadAderobaki GbengaNo ratings yet
- Ce Const2 Al 59 Conductor 2011 PDFDocument3 pagesCe Const2 Al 59 Conductor 2011 PDFPRAGATHI REDDYNo ratings yet
- 27 July ReportsDocument11 pages27 July Reportshammad21No ratings yet
- 05 Process Datasheet Annexure-PDocument1 page05 Process Datasheet Annexure-PpdilgnfcNo ratings yet
- Function BlockDocument2 pagesFunction BlockJin HernNo ratings yet
- General Abstract Estimate For Providing Augmentation To Pws Scheme at Degoan (V) of Armoor (M)Document6 pagesGeneral Abstract Estimate For Providing Augmentation To Pws Scheme at Degoan (V) of Armoor (M)dee balkondaNo ratings yet
- MIsc. TenderDocument107 pagesMIsc. TendersanjoybapiNo ratings yet
- Package-And Common Items: Establishment, Collections and Standing Time of PersonnelDocument8 pagesPackage-And Common Items: Establishment, Collections and Standing Time of PersonnelThabisoNo ratings yet
- Code Case 2742 - Sec XDocument2 pagesCode Case 2742 - Sec XlincinkrishnanNo ratings yet
- B00-MT-PRO-00045 - 0 RTR Validation ReportDocument16 pagesB00-MT-PRO-00045 - 0 RTR Validation ReportManik KNo ratings yet
- SB PHLC 2LDocument4 pagesSB PHLC 2LjayNo ratings yet
- KTS SEC BSDG ELE 009 Earthing Calculation R1Document8 pagesKTS SEC BSDG ELE 009 Earthing Calculation R1mirzaNo ratings yet
- Forecasting Project Performance using Earned Value AnalysisDocument8 pagesForecasting Project Performance using Earned Value AnalysisJule LobresNo ratings yet
- CALCULATION SHEET FOR THREE-PHASE SEPARATOR WEIR ARRANGEMENTDocument44 pagesCALCULATION SHEET FOR THREE-PHASE SEPARATOR WEIR ARRANGEMENTSyed Zaki HaiderNo ratings yet
- QAP Railing-Details 63 OT KMCDocument21 pagesQAP Railing-Details 63 OT KMCFaiyaz KhanNo ratings yet
- Mitsubishi Heavy Industries, LTD.: Plan RecordDocument2 pagesMitsubishi Heavy Industries, LTD.: Plan RecordJin HernNo ratings yet
- Cast In Place Pile Load Testing ProposalDocument5 pagesCast In Place Pile Load Testing ProposalZam ZamNo ratings yet
- PTJ_Lasagne_Structural Steel Installation_Impact Claim Rev1Document4 pagesPTJ_Lasagne_Structural Steel Installation_Impact Claim Rev1Ahmed al-sheaikhNo ratings yet
- Government of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofDocument3 pagesGovernment of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofkapilparyaniNo ratings yet
- Prooucr Ligo Beam Tube Module.S California Instttute of Technology WLR SWP KSD SWP 4122194 11/6/95 11t7t95Document8 pagesProoucr Ligo Beam Tube Module.S California Instttute of Technology WLR SWP KSD SWP 4122194 11/6/95 11t7t95burakNo ratings yet
- E-Bill PHED, Madhyapur1Document6 pagesE-Bill PHED, Madhyapur1Bhargov PeguNo ratings yet
- Final CPM Sem1Document11 pagesFinal CPM Sem1Fatin HazwaniNo ratings yet
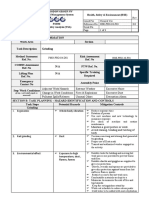
- Tsa-003 (Grinding)Document3 pagesTsa-003 (Grinding)DineshKMPNo ratings yet
- RailDocument79 pagesRailakmal_LC100% (1)
- Cash Expense ClaimDocument1 pageCash Expense ClaimDineshKMPNo ratings yet
- Application Examples Manual (Bridge, Civil and Structural)Document520 pagesApplication Examples Manual (Bridge, Civil and Structural)DineshKMPNo ratings yet
- Guided Practice - 396Document5 pagesGuided Practice - 396waqas ITNo ratings yet
- Evoluția Sectorului PFNL RMDocument26 pagesEvoluția Sectorului PFNL RMGheorghe NovacNo ratings yet
- Kevin John Paglinawan: Case StudyDocument2 pagesKevin John Paglinawan: Case StudyKevin John PaglinawanNo ratings yet
- Economics - Assign-1Document5 pagesEconomics - Assign-1vishnuNo ratings yet
- Thermodynamics Chapter 2 SolutionsDocument71 pagesThermodynamics Chapter 2 Solutions조민제No ratings yet
- Worksheet No 5 MoneyDocument4 pagesWorksheet No 5 Moneysarrah asgarNo ratings yet
- Research Report: "Bangladesh Scrambles To Meet Us Deadline Ontrade Unions "Document16 pagesResearch Report: "Bangladesh Scrambles To Meet Us Deadline Ontrade Unions "lhsayedNo ratings yet
- Arma 1Document4 pagesArma 1Lâm Anh VũNo ratings yet
- Basic Concepts and Problems of EconomicsDocument3 pagesBasic Concepts and Problems of EconomicsHui QingNo ratings yet
- Hadee Lutful & Co.: Presented byDocument7 pagesHadee Lutful & Co.: Presented byColors of LifeNo ratings yet
- Chapter 6 Lecture Slides 9eDocument44 pagesChapter 6 Lecture Slides 9ecolinmac8892No ratings yet
- Cloud - Midnaporecollege.ac - in Studentportal SP Printreceipt22.aspx PDFDocument1 pageCloud - Midnaporecollege.ac - in Studentportal SP Printreceipt22.aspx PDFMaitraNo ratings yet
- Mcepp Brochure Feb2024Document6 pagesMcepp Brochure Feb2024rajeshdulal250No ratings yet
- Tybcom Economics Sem V (Prelims-Heramb)Document2 pagesTybcom Economics Sem V (Prelims-Heramb)A BPNo ratings yet
- 1 Hour Champi Kiya Gorgeous Hamesha Love JataoDocument3 pages1 Hour Champi Kiya Gorgeous Hamesha Love JataoJUHI CHAKRABORTYNo ratings yet
- Coo - Electrical Form For C.O. TempDocument2 pagesCoo - Electrical Form For C.O. TempShopmore PhilippinesNo ratings yet
- Variable Costing Performance ReportingDocument66 pagesVariable Costing Performance ReportingAaminah BeathNo ratings yet
- Bab 10 Anggaran FleksibelDocument73 pagesBab 10 Anggaran FleksibelAdinda Novia SariNo ratings yet
- Task 3Document4 pagesTask 3Hassan RazaNo ratings yet
- Lista VALVOLINE 51 NOVIEMBRE 2023Document4 pagesLista VALVOLINE 51 NOVIEMBRE 2023Miguel Angel MedinaNo ratings yet
- Cash Cheque Deposit Slip V1Document1 pageCash Cheque Deposit Slip V1THUNDER GAMINGNo ratings yet
- Rok Akademicki (Academic Year) 2021/2022 Kierunek:: Foreing Language (Different Than English, UW Offer)Document2 pagesRok Akademicki (Academic Year) 2021/2022 Kierunek:: Foreing Language (Different Than English, UW Offer)amith ashwithiNo ratings yet
- Relation Between TPDocument7 pagesRelation Between TPvanvunNo ratings yet
- Karl MarxDocument4 pagesKarl MarxFigen ErgürbüzNo ratings yet
- Abba Damage CasesDocument2 pagesAbba Damage CasesDarren ChuanNo ratings yet
- Development of The Argo MineDocument7 pagesDevelopment of The Argo MineCraig ThomasNo ratings yet
- X58 X60 Timetable ScotlandDocument5 pagesX58 X60 Timetable ScotlandDaniel SchaeferNo ratings yet
- Best Illume Lights Spotlight FeaturesDocument16 pagesBest Illume Lights Spotlight FeaturesgemrisNo ratings yet
- ApplicationformDocument1 pageApplicationformAnkit ThiraniNo ratings yet
- Weekly Report Daftar Produk E-Catalogue Tidak Ada TKDN - BBSPJIKBDocument16 pagesWeekly Report Daftar Produk E-Catalogue Tidak Ada TKDN - BBSPJIKBYana mustikaNo ratings yet