You might also like
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
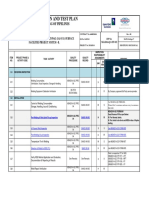
- Inspection and Test Plan for Piping Fabrication and InstallationDocument16 pagesInspection and Test Plan for Piping Fabrication and InstallationEyoh EffiongNo ratings yet
- Piping Inspection and Test PlanDocument22 pagesPiping Inspection and Test PlanHaythem Ben Zid100% (1)
- Rotating Itp 1Document4 pagesRotating Itp 1abdul aziz100% (1)
- Welding Control ProcedureDocument18 pagesWelding Control ProceduresumitNo ratings yet
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionDocument2 pagesInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDocument1 pagePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNo ratings yet
- J910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.ADocument18 pagesJ910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.Arudi sarifudinNo ratings yet
- Steel Structure Inspection and Test PlanDocument4 pagesSteel Structure Inspection and Test PlanABAID ULLAHNo ratings yet
- Natural Gas Transportation Development Project - Siak Riau: Inspection Test Plan (Itp) at ShopDocument3 pagesNatural Gas Transportation Development Project - Siak Riau: Inspection Test Plan (Itp) at Shopanang_priNo ratings yet
- Inspection Test and Plan For Storage Tank For Material Carbon SteelDocument5 pagesInspection Test and Plan For Storage Tank For Material Carbon SteelPLTU SULUT QC PASTINo ratings yet
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- 02 MechanicalDocument44 pages02 Mechanicalmusaismail8863No ratings yet
- Site Inspection Test PlanDocument24 pagesSite Inspection Test Planprabu palaniswamyNo ratings yet
- FM-D-01 Steel Structure ErectionDocument1 pageFM-D-01 Steel Structure ErectionG Vamsi ChandNo ratings yet
- Material Inspection ReportDocument2 pagesMaterial Inspection ReportReza AchmalyadiNo ratings yet
- ITP's and ITR's A Necessary - Monster - PDFDocument5 pagesITP's and ITR's A Necessary - Monster - PDFshastri85No ratings yet
- Tepng Onshore Const Itt Project Quality PlanDocument45 pagesTepng Onshore Const Itt Project Quality PlanTrustEmmaNo ratings yet
- Pressure Test Execution Plan Mar 24 Rev.cDocument12 pagesPressure Test Execution Plan Mar 24 Rev.cAbdullah Al JubayerNo ratings yet
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocument3 pagesITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- G. Std. ITP For Pipeline Job PDFDocument4 pagesG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWNo ratings yet
- NCT-SCN-000-E06-00002: Site Query on NDT Personnel QualificationDocument1 pageNCT-SCN-000-E06-00002: Site Query on NDT Personnel QualificationCharles KingNo ratings yet
- Al-Uqlah Central Processing Facility Water Level & Settlement TableDocument12 pagesAl-Uqlah Central Processing Facility Water Level & Settlement TableSantosh Kumar BogelaNo ratings yet
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- Itp 001 PipelineDocument2 pagesItp 001 PipelineMohd Effiezool YaserNo ratings yet
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- Test Package: Pt. TTN (Tambang Tondano Nusajaya)Document18 pagesTest Package: Pt. TTN (Tambang Tondano Nusajaya)unto gunungNo ratings yet
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocument5 pagesContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoNo ratings yet
- Working ITPDocument4 pagesWorking ITPStephen BoodooNo ratings yet
- 14 Inspection and TestingDocument3 pages14 Inspection and TestingelmiraNo ratings yet
- Cable Tray InstallationDocument1 pageCable Tray InstallationNaeemNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- ELECT-TIC-2.8 (Torque Testing and Final Inspection)Document4 pagesELECT-TIC-2.8 (Torque Testing and Final Inspection)Muhammad IrfanNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalDocument5 pagesSaudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalpravinNo ratings yet
- CHECKLIST Light Fixture Material InspectionDocument3 pagesCHECKLIST Light Fixture Material Inspectionalisha karimNo ratings yet
- Inspection and Test Plan Rev.0Document3 pagesInspection and Test Plan Rev.0คุณพ่อน้อง บิ๊กบอสNo ratings yet
- ITP For Pipeline (Sampel)Document5 pagesITP For Pipeline (Sampel)Reza RkndNo ratings yet
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocument13 pages62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliNo ratings yet
- Cathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)Document10 pagesCathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)wei gao100% (1)
- QC-GF-001 - Request For InspectionDocument1 pageQC-GF-001 - Request For InspectionDarrel Espino AranasNo ratings yet
- ITP Inspection and Test Plan 6MODocument2 pagesITP Inspection and Test Plan 6MOAS DevNo ratings yet
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- Non - Conformance ReportDocument2 pagesNon - Conformance ReportXOXOXOXO XOXOXOXONo ratings yet
- Bolt Tightening ReportDocument2 pagesBolt Tightening Reportmujahed_muhammedNo ratings yet
- QCF111 Cement Concrete Paving ReportDocument2 pagesQCF111 Cement Concrete Paving ReportminhnnNo ratings yet
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Document5 pagesDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Itp For InsulationDocument14 pagesItp For InsulationHytham El-NoubyNo ratings yet
- Quality Assurance PlanDocument6 pagesQuality Assurance Planvkrishnamoorthy100% (2)
- 3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Document2 pages3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Walid Amdouni100% (1)
- Inspection and Testing Plan (Itp) Item: Instruments Air PipingDocument9 pagesInspection and Testing Plan (Itp) Item: Instruments Air PipingNguyen DienNo ratings yet
- Npe SD Sqe Pip Ax4303 0009 Pad Leak TestDocument7 pagesNpe SD Sqe Pip Ax4303 0009 Pad Leak TestYulian Adhriansyah100% (1)
- Itp PipingDocument15 pagesItp PipingEkhy Transmisi100% (1)
- Inspection and Test Plan: Piping Fabrication & InstallationDocument11 pagesInspection and Test Plan: Piping Fabrication & Installationmohd as shahiddin jafriNo ratings yet
- Sample Template Itp For Piping Fabrication and InstallationDocument10 pagesSample Template Itp For Piping Fabrication and Installationmohd as shahiddin jafri100% (1)
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- Erection Sequence For Reformer FurnacesDocument55 pagesErection Sequence For Reformer Furnacesmanoj thakkar100% (1)
- Epoxy Grouting Application Work ProcedureDocument14 pagesEpoxy Grouting Application Work Proceduremanoj thakkarNo ratings yet
- Piping Above Ground Installation Work ProcedureDocument38 pagesPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- Rotating Equipment Installation Procedure Method StatementDocument28 pagesRotating Equipment Installation Procedure Method Statementmanoj thakkarNo ratings yet
- ITEM: Carbon Steel Seamless PipesDocument3 pagesITEM: Carbon Steel Seamless Pipesmanoj thakkarNo ratings yet
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- Rai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksDocument4 pagesRai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping Worksmanoj thakkarNo ratings yet
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- SPE 196490 MS CommissioningandStart UpofComplexMegaScaleProjectDocument15 pagesSPE 196490 MS CommissioningandStart UpofComplexMegaScaleProjectmanoj thakkarNo ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
- Lecture Note For Chapter 3 and 4Document46 pagesLecture Note For Chapter 3 and 4Miki StotleNo ratings yet
- Oracle CPQ Cloud-IMPDocument31 pagesOracle CPQ Cloud-IMPSudhir Patil100% (3)
- CH 18Document6 pagesCH 18أبو الحسن المطريNo ratings yet
- Imc FinalsDocument3 pagesImc FinalsMaecaella LlorenteNo ratings yet
- CAPADocument2 pagesCAPAShubham Kumar RoyNo ratings yet
- Thalachrome Se 500: High Corrosion ResistanceDocument1 pageThalachrome Se 500: High Corrosion ResistancethyskieNo ratings yet
- Jit and LeanDocument26 pagesJit and LeanMarnelli CatalanNo ratings yet
- Business Case Template Project SummaryDocument14 pagesBusiness Case Template Project SummaryJacque RicablancaNo ratings yet
- Delta/Signal Company Report Analyzes Cost Leadership StrategyDocument6 pagesDelta/Signal Company Report Analyzes Cost Leadership StrategyAditya MohamadNo ratings yet
- MCM 103Document12 pagesMCM 103Khushi PalNo ratings yet
- Development of A Global Marketing StrategyDocument80 pagesDevelopment of A Global Marketing StrategyKiara BaldeónNo ratings yet
- Entrep Module 8Document33 pagesEntrep Module 8LorilieNo ratings yet
- East Central Ohio Freight: Marketing Environment AnalysisDocument36 pagesEast Central Ohio Freight: Marketing Environment AnalysisAnwesha SamalNo ratings yet
- Business Process Framework (eTOM) : Frameworx How-To GuideDocument34 pagesBusiness Process Framework (eTOM) : Frameworx How-To Guideserap topacNo ratings yet
- Powder Metallurgy Advantages and LimitationsDocument6 pagesPowder Metallurgy Advantages and LimitationsHafiezul HassanNo ratings yet
- General Purpose Steel Grade ChartDocument2 pagesGeneral Purpose Steel Grade ChartDavid D'Agostino50% (2)
- Plastic Mould Steel: M238 Böhler M238 BöhlerDocument16 pagesPlastic Mould Steel: M238 Böhler M238 BöhlerandresspatooNo ratings yet
- Industry Report TemplateDocument3 pagesIndustry Report TemplateGargi BharadwajNo ratings yet
- Vice President Procurement Sourcing in USA Resume John GoebDocument2 pagesVice President Procurement Sourcing in USA Resume John GoebJohnGoebNo ratings yet
- 17-QA-QC ManualDocument34 pages17-QA-QC ManualAbdul Gaffar100% (3)
- Optimize warehouse layout and capacity managementDocument79 pagesOptimize warehouse layout and capacity managementFreddy Vega Macías100% (1)
- Lean Management CourseDocument110 pagesLean Management Courseabdel fattah ben ajibaNo ratings yet
- Event marketing strategiesDocument18 pagesEvent marketing strategiesANTENNA FFNo ratings yet
- Case Study 1 Casper Sleep INCDocument5 pagesCase Study 1 Casper Sleep INCPRANAV BHARARANo ratings yet
- La GermaniaDocument21 pagesLa GermaniaJhEdidia MayoNo ratings yet
- S4 Cambridge IGCSE Revision SheetsDocument6 pagesS4 Cambridge IGCSE Revision SheetsSteven Patrick YuNo ratings yet
- Case Study - Confectionery Company - FinalDocument2 pagesCase Study - Confectionery Company - FinalWenceslao MolinaNo ratings yet
- MyntraDocument11 pagesMyntranidhiNo ratings yet
- Using Gamification To Build A Passionate and Quality-Driven Software Development TeamDocument10 pagesUsing Gamification To Build A Passionate and Quality-Driven Software Development TeamCognizantNo ratings yet
- E-F-02-04 (Rev. 4) Stage 2 Audit Report (YLI)Document23 pagesE-F-02-04 (Rev. 4) Stage 2 Audit Report (YLI)Bayu Irawan sgiNo ratings yet