You might also like
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Ultrasonic Examination of Steel Forgings: Standard Practice ForDocument9 pagesUltrasonic Examination of Steel Forgings: Standard Practice ForK.s. Raghavendra KumarNo ratings yet
- Specification TransformerDocument33 pagesSpecification Transformeremartinez_bernal5989No ratings yet
- 6.risk Assessment of Epoxy Coating System (Rev-2) NEW OKDocument7 pages6.risk Assessment of Epoxy Coating System (Rev-2) NEW OKRisal SinuNo ratings yet
- Acceptance CriteriaDocument11 pagesAcceptance Criteriarajali798890% (10)
- 2 B 02 Al59 Cond Equiv Zebra MooseDocument28 pages2 B 02 Al59 Cond Equiv Zebra MoosevgovaNo ratings yet
- RT ProcedureDocument26 pagesRT ProcedureKoshala Balasuriya100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- ASME STS-1 Steel Stacks (Partial) - Edition 2000Document6 pagesASME STS-1 Steel Stacks (Partial) - Edition 2000Bui Chi TamNo ratings yet
- 2a-13-01 Nondestructive Inspection Methods and RequirementsDocument23 pages2a-13-01 Nondestructive Inspection Methods and RequirementsRonaldGuevara0% (1)
- 111 - Spec. No. 45 of AL-59 PantherDocument17 pages111 - Spec. No. 45 of AL-59 Pantherdeepthik27No ratings yet
- ASME 8 Div 1 Appendix 7 Examination of Steel CastingsDocument3 pagesASME 8 Div 1 Appendix 7 Examination of Steel CastingsSiggy Lai75% (4)
- Radiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingDocument15 pagesRadiography Examination Procedure For Asme Boiler, Pressure Vessel and PipingEko Kurniawan100% (1)
- Lopez Realty V Fontecha Case DigestDocument3 pagesLopez Realty V Fontecha Case DigestRae ManarNo ratings yet
- Lagos State Environmental Management and Protection Law (2017)Document239 pagesLagos State Environmental Management and Protection Law (2017)Justice & Empowerment Initiatives94% (34)
- HSE PolicyDocument1 pageHSE PolicyHassan Ali Hassan100% (1)
- How To Choose An Effective and Sufficient Sample For An AML Program AuditDocument15 pagesHow To Choose An Effective and Sufficient Sample For An AML Program AuditBAS ExpNo ratings yet
- Aurbach Vs Sanitary WaresDocument2 pagesAurbach Vs Sanitary WaresNovi Mari NobleNo ratings yet
- Ut Proceduregeneral 141118232235 Conversion Gate02Document24 pagesUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasNo ratings yet
- ASME Code Case PautDocument10 pagesASME Code Case PautAnonymous kIrNuhNo ratings yet
- Creating The LACE (V5.1)Document29 pagesCreating The LACE (V5.1)JorgeMadrizNo ratings yet
- V+ 4.magnetic Particle ExaminationDocument12 pagesV+ 4.magnetic Particle ExaminationAMAL VISHNUNo ratings yet
- Business PlanDocument21 pagesBusiness PlanTHARANITARAN100% (1)
- 14 +al-59+zebra+equivalent+conductor PDFDocument17 pages14 +al-59+zebra+equivalent+conductor PDFSandeep DhingraNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureJake SparrowNo ratings yet
- Oracle Apex Rest Hands On LabDocument70 pagesOracle Apex Rest Hands On LabErick RM100% (1)
- Visual Inspection of Weld Api 650Document2 pagesVisual Inspection of Weld Api 650amshivNo ratings yet
- Rsgio24 Company LegalDocDocument6 pagesRsgio24 Company LegalDocMr Tarun PalNo ratings yet
- ANSI C80.1-2005 For Electrical Rigid Steel Conduit PDFDocument11 pagesANSI C80.1-2005 For Electrical Rigid Steel Conduit PDFErnestoNo ratings yet
- Cable Instl'n, Eng'g. Reqrmt's. TES P 104 05 R0Document26 pagesCable Instl'n, Eng'g. Reqrmt's. TES P 104 05 R0Pageduesca Rouel50% (4)
- Acceptance Criteria-Asme Section 5Document18 pagesAcceptance Criteria-Asme Section 5HAKAN67% (3)
- Asme RT Wps SECTION 8Document6 pagesAsme RT Wps SECTION 8Hassan Ali HassanNo ratings yet
- Code Case - 2235-10Document10 pagesCode Case - 2235-10Nilesh Pathare0% (1)
- Cases of Asme Boiler and Pressure Vessel CodeDocument10 pagesCases of Asme Boiler and Pressure Vessel CodeCyntia AltamiranoNo ratings yet
- Case 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XIIDocument12 pagesCase 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XII나무No ratings yet
- Non Destructive Test (NDT)Document8 pagesNon Destructive Test (NDT)Jhean Bernadeth ChavezNo ratings yet
- RT API 650 12th - 2013Document1 pageRT API 650 12th - 2013Đỗ Thị HuyềnNo ratings yet
- Code Case 2235-13Document11 pagesCode Case 2235-13Lanh HuyetNo ratings yet
- Sa 578 UltrasonidoDocument6 pagesSa 578 UltrasonidoDavid EstradaNo ratings yet
- NDT - RADIOGRAPHDocument12 pagesNDT - RADIOGRAPHDedy TriandaNo ratings yet
- Al-59 ConductorDocument17 pagesAl-59 ConductorRam Dhani YadavNo ratings yet
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonNo ratings yet
- 11Document5 pages11MOHAMEDNo ratings yet
- Ut Level Spec QB 5 (49L)Document14 pagesUt Level Spec QB 5 (49L)Kingston RivingtonNo ratings yet
- 2007 Section ViiiDocument3 pages2007 Section ViiiMiriam LopezNo ratings yet
- 7.5.5.2asme Sec Viii Div 2 2017Document3 pages7.5.5.2asme Sec Viii Div 2 2017James100% (2)
- RT Procedures For WeldDocument19 pagesRT Procedures For WeldABHIJIT GIRINo ratings yet
- Examination of Steel Castings (ASME VIII Div 1)Document3 pagesExamination of Steel Castings (ASME VIII Div 1)karuna346100% (1)
- Acs 03 UsfdDocument7 pagesAcs 03 UsfdPRAVIN DASSNo ratings yet
- High Capacity Side BufferDocument9 pagesHigh Capacity Side BuffermailbkraoNo ratings yet
- Kie TP R297Document35 pagesKie TP R297Muhamad Dahlan STNo ratings yet
- QW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensDocument2 pagesQW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensTahar DabbarNo ratings yet
- NDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungDocument7 pagesNDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungBenzhar TubieraNo ratings yet
- B31 Case 181Document8 pagesB31 Case 181새한검사부경출장소No ratings yet
- RT Asme IxDocument3 pagesRT Asme Ixhernando gelves100% (1)
- TES-T-111.08-R0 ACC & FDM Circuit PerfromanceDocument14 pagesTES-T-111.08-R0 ACC & FDM Circuit PerfromanceNauman Habib KhanNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Steps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)Document7 pagesSteps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)CheeragNo ratings yet
- Accordance With UW-11, Marking Shall Be Applied Under The Code Symbol As FollowsDocument3 pagesAccordance With UW-11, Marking Shall Be Applied Under The Code Symbol As FollowsShanawas Abdul RazakNo ratings yet
- Code Case 2816Document10 pagesCode Case 2816mahmoud naviddoustNo ratings yet
- Sop RTDocument9 pagesSop RTEddy Dwi CahyonoNo ratings yet
- Lim - Asme VDocument7 pagesLim - Asme VGilang AdiNo ratings yet
- ASME V QuestionsDocument5 pagesASME V QuestionsMohammed YoussefNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Radio Frequency Identification and Sensors: From RFID to Chipless RFIDFrom EverandRadio Frequency Identification and Sensors: From RFID to Chipless RFIDNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- ASME Sec 5: Specific Exam (VT)Document2 pagesASME Sec 5: Specific Exam (VT)Hassan Ali HassanNo ratings yet
- Soil Report 1 - Copy1213Document9 pagesSoil Report 1 - Copy1213Hassan Ali HassanNo ratings yet
- Scope of Work RV1 PDFDocument7 pagesScope of Work RV1 PDFHassan Ali HassanNo ratings yet
- 01-1-GEN-OHK-PM-SOW-0002 - Construction Scope of WorkDocument14 pages01-1-GEN-OHK-PM-SOW-0002 - Construction Scope of WorkHassan Ali HassanNo ratings yet
- Tank Name Total Surface Area M 2 Inside Paint Type Outside Paint Type Inside Outside Primer Coat Top Coat Primer CoatDocument2 pagesTank Name Total Surface Area M 2 Inside Paint Type Outside Paint Type Inside Outside Primer Coat Top Coat Primer CoatHassan Ali HassanNo ratings yet
- RT Spot Calculation For Floating Roof Storage TankDocument1 pageRT Spot Calculation For Floating Roof Storage TankHassan Ali HassanNo ratings yet
- Marketing - Grewal, Dhruv, Author Levy, Michael, 1950 - Author Lichti, Shirley, Author - 2018 - (Whitby, Ontario) - McGraw-Hill RyersonDocument676 pagesMarketing - Grewal, Dhruv, Author Levy, Michael, 1950 - Author Lichti, Shirley, Author - 2018 - (Whitby, Ontario) - McGraw-Hill RyersonishitaNo ratings yet
- Significance of The StudyDocument3 pagesSignificance of The StudyQuarl SanjuanNo ratings yet
- FINAL MODULE Mia PDFDocument31 pagesFINAL MODULE Mia PDFmEOW SNo ratings yet
- Lzl3Ll78 & L 2 L 3 L / 7 9Document8 pagesLzl3Ll78 & L 2 L 3 L / 7 9janesmith88No ratings yet
- SDS - Hydrofluoric Acid 55%Document7 pagesSDS - Hydrofluoric Acid 55%Denny AgusNo ratings yet
- Mock Mcqs (Ffa) - Converted-CompressedDocument9 pagesMock Mcqs (Ffa) - Converted-CompressedMudassirNo ratings yet
- Boehler Welding QLine OverviewDocument4 pagesBoehler Welding QLine OverviewcarlosNo ratings yet
- Linapacan2014 Audit Report-UnlockedDocument168 pagesLinapacan2014 Audit Report-UnlockedJ JaNo ratings yet
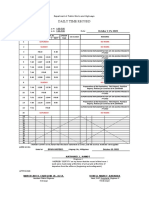
- Nathaniel DTR (September) 20221Document29 pagesNathaniel DTR (September) 20221Nathaniel HamotNo ratings yet
- The PM Pocketbook XLDocument53 pagesThe PM Pocketbook XLVeni GuptaNo ratings yet
- Corruption and Central Vigilance Commission: Made By: David Cyril Babu B.A. LLB (Honours) Viii Semester Roll No. 18Document162 pagesCorruption and Central Vigilance Commission: Made By: David Cyril Babu B.A. LLB (Honours) Viii Semester Roll No. 18T M Santhosh KumarNo ratings yet
- Aqa English Language Gcse CourseworkDocument8 pagesAqa English Language Gcse Courseworkafjwoovfsmmgff100% (2)
- Financial Accounting 1: Accounting (Information For Decision Making)Document4 pagesFinancial Accounting 1: Accounting (Information For Decision Making)system020No ratings yet
- Unit Data - 10Document2 pagesUnit Data - 10Homes ElevenNo ratings yet
- Financial Markets and InstitutionsDocument21 pagesFinancial Markets and InstitutionsDaryl PanganibanNo ratings yet
- Tesco SS App Faq 22022020 PDFDocument2 pagesTesco SS App Faq 22022020 PDFairinNo ratings yet
- Tanveer Khan: ResumeDocument1 pageTanveer Khan: ResumeNasir KhanNo ratings yet
- Group 3 - Cash and Marketable SecuritiesDocument71 pagesGroup 3 - Cash and Marketable SecuritiesNaia SNo ratings yet
- Bharat Sanchar Nigam Limited Versus Teracom Limited 413962Document9 pagesBharat Sanchar Nigam Limited Versus Teracom Limited 413962saket bansalNo ratings yet
- D&D Packaging Machinery.: Tax InvoiceDocument1 pageD&D Packaging Machinery.: Tax InvoiceBhavesh MiraniNo ratings yet
- Collaboration Saas Authorization: September 2019Document14 pagesCollaboration Saas Authorization: September 2019nomoxpsNo ratings yet