You might also like
- Introduction to Green Buildings & Built EnvironmentFrom EverandIntroduction to Green Buildings & Built EnvironmentNo ratings yet
- 9.FinalBrick.11Aprl Print VersionDocument164 pages9.FinalBrick.11Aprl Print VersionThongMaVanNo ratings yet
- Project Report JagmalDocument40 pagesProject Report JagmalPiyush BansalNo ratings yet
- Aliyu Mukhtar WABERPaper 20122Document10 pagesAliyu Mukhtar WABERPaper 20122Stephen OlufekoNo ratings yet
- Use of Rice Husk Ash As Partial Replacement With CDocument4 pagesUse of Rice Husk Ash As Partial Replacement With Cabideenmaryam2017No ratings yet
- Model Project: Iccmrt College LucknowDocument40 pagesModel Project: Iccmrt College LucknowPrabhakar SinghNo ratings yet
- A Review Paper On Eco-BricksDocument10 pagesA Review Paper On Eco-Bricksrohitkittur00No ratings yet
- Brick Kilns Performance AssessmentDocument164 pagesBrick Kilns Performance AssessmentFrank Azola Araya100% (1)
- Project Report On CSEBDocument6 pagesProject Report On CSEBMahaManthraNo ratings yet
- Project Report PDFDocument14 pagesProject Report PDFkushal singhNo ratings yet
- 2018 - Beneficial Use of Boiler Ash in Alkali-Activated BricksDocument10 pages2018 - Beneficial Use of Boiler Ash in Alkali-Activated BricksTaci AlvesNo ratings yet
- Case-Study of Brick Making SoilDocument2 pagesCase-Study of Brick Making SoilShashank TiwariNo ratings yet
- Flyash Building Blocks For FutureDocument4 pagesFlyash Building Blocks For FutureShekhar PrasadNo ratings yet
- 301 An Investigation On Use of Paper Mill Sludge in Brick ManufacturingDocument10 pages301 An Investigation On Use of Paper Mill Sludge in Brick ManufacturingarhamNo ratings yet
- Geopolymer BricksDocument6 pagesGeopolymer BricksVIVA-TECH IJRI100% (1)
- Background Note On The UNDP-GEF Project Energy Efficiency Improvements in Indian Brick IndustryDocument2 pagesBackground Note On The UNDP-GEF Project Energy Efficiency Improvements in Indian Brick IndustryA tomeNo ratings yet
- Construction and Building Materials: Chao-Lung Hwang, Trong-Phuoc HuynhDocument7 pagesConstruction and Building Materials: Chao-Lung Hwang, Trong-Phuoc HuynhMarden Rengifo RuizNo ratings yet
- ReportDocument48 pagesReportBharath BabuNo ratings yet
- Seminar On Hydro Sector - ProceedingsDocument143 pagesSeminar On Hydro Sector - Proceedingsइंजि कौस्तुभ पवारNo ratings yet
- Study On Fly Ash BricksDocument66 pagesStudy On Fly Ash BricksKiran Kumar100% (2)
- 6 ShektarDocument8 pages6 ShektarAli SherNo ratings yet
- BRICksDocument2 pagesBRICksSudhir ChavhanNo ratings yet
- Alternative Building Materials NotesDocument24 pagesAlternative Building Materials NotesPreethi SrinivasNo ratings yet
- Smart Brick KilnsDocument32 pagesSmart Brick Kilnslive userNo ratings yet
- Experimental Study of The Physical Properties of Concrete Prepared by Partial Replacement of Cement With Alccofine, Metakaolite and GGBSDocument21 pagesExperimental Study of The Physical Properties of Concrete Prepared by Partial Replacement of Cement With Alccofine, Metakaolite and GGBSIJRASETPublicationsNo ratings yet
- Vol. 34 No. 4, October 2015, Pp. University of Nigeria, Nsukka, ISSN: 0331-8443Document7 pagesVol. 34 No. 4, October 2015, Pp. University of Nigeria, Nsukka, ISSN: 0331-8443aefNo ratings yet
- Low Cost Materials For Building and ConstructionDocument7 pagesLow Cost Materials For Building and ConstructionPraveen SahuNo ratings yet
- Vol. 49. No. 07 July 2022 第 49 卷第 07 期 2022 年 月 湖南大学学 报(自然科学版) Journal of Hunan University(Natural Sciences)Document29 pagesVol. 49. No. 07 July 2022 第 49 卷第 07 期 2022 年 月 湖南大学学 报(自然科学版) Journal of Hunan University(Natural Sciences)AnjaliNo ratings yet
- Use of Rice Husk Ash As Partial Replacement With Cement in Concrete - A ReviewDocument4 pagesUse of Rice Husk Ash As Partial Replacement With Cement in Concrete - A ReviewInnovative Research Publications100% (1)
- Fly Ash For Cement ConcreteDocument48 pagesFly Ash For Cement Concreterashm006ranjanNo ratings yet
- The Fly Ash Brick Production TechnologyDocument18 pagesThe Fly Ash Brick Production TechnologyVishal KedarNo ratings yet
- 1 s2.0 S2214785320375064 MainDocument7 pages1 s2.0 S2214785320375064 MainBCIV178priyanshu KumarNo ratings yet
- Evaluation of Characteristics of Concrete Mixed With Bamboo Leaf AshDocument14 pagesEvaluation of Characteristics of Concrete Mixed With Bamboo Leaf AshYasndra AbeygunewardhaneNo ratings yet
- An Experimental Study To Address The Issues of Low Durability and Low Compressive Strength of Mud PlasterDocument39 pagesAn Experimental Study To Address The Issues of Low Durability and Low Compressive Strength of Mud PlasterRafiq MirNo ratings yet
- A Study On Utilization of Agro-Wastes As An Innovative Material in Indian ContextDocument6 pagesA Study On Utilization of Agro-Wastes As An Innovative Material in Indian ContextFlorenceF.DelaRosaNo ratings yet
- An Overview Low Cost House Materials TechniquesDocument6 pagesAn Overview Low Cost House Materials TechniquesshubhamNo ratings yet
- Fly Ash For Bricks, Cement and Concrete - The Indian PerspectiveDocument12 pagesFly Ash For Bricks, Cement and Concrete - The Indian PerspectiveJoy Prokash RoyNo ratings yet
- Coir Polymer Composite BoardDocument25 pagesCoir Polymer Composite BoardPrashant JainNo ratings yet
- Kazmi 2017Document43 pagesKazmi 2017Liya WilsonNo ratings yet
- Final Paper To B Edited by AtifDocument30 pagesFinal Paper To B Edited by AtifRafiq MirNo ratings yet
- Cement and Concrete ResearchDocument10 pagesCement and Concrete ResearchCarol BelFonsNo ratings yet
- 101004Document5 pages101004Kiran KoraddiNo ratings yet
- Construction of Bamboo MaterialDocument12 pagesConstruction of Bamboo Material2251 Santosh VhananavarNo ratings yet
- Ijirstv4i2038 PDFDocument6 pagesIjirstv4i2038 PDFIJIRSTNo ratings yet
- Construction of Paving Blocks by Using Plastic WasteDocument8 pagesConstruction of Paving Blocks by Using Plastic WasteInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Clay-Fly Ash Bricks: Seminar Report OnDocument29 pagesClay-Fly Ash Bricks: Seminar Report OnadnanNo ratings yet
- A Review On Analysis The Characteristic Behaviour of Quarry and Furnace Waste Kerb StoneDocument4 pagesA Review On Analysis The Characteristic Behaviour of Quarry and Furnace Waste Kerb StoneANANTHNo ratings yet
- Experimental Investigation On Compressive Strength of Recycled Reactive Powder Concrete Containing Glass Powder and Rice Husk AshDocument6 pagesExperimental Investigation On Compressive Strength of Recycled Reactive Powder Concrete Containing Glass Powder and Rice Husk AshAhmed EsamNo ratings yet
- 9 - Gupta V 2021Document13 pages9 - Gupta V 2021Ali SherNo ratings yet
- A Review On Utilization of Coconut Shell As Coarse Aggregate in ConcreteDocument3 pagesA Review On Utilization of Coconut Shell As Coarse Aggregate in ConcreteAnujKumarVermaNo ratings yet
- Unit 1 - Contemporary Building Materials IntroductionDocument29 pagesUnit 1 - Contemporary Building Materials Introductionvsrinath7_102555994No ratings yet
- Durability of Mud Blocksresearch StudyDocument5 pagesDurability of Mud Blocksresearch StudyJASCHA MARIE VILLAPAÑA VALENCIANo ratings yet
- Energy Efficient BrickDocument12 pagesEnergy Efficient BrickMeena YeasminNo ratings yet
- Agencies and The Building Materials Manufactured by ThemDocument5 pagesAgencies and The Building Materials Manufactured by ThemHarshita RanaNo ratings yet
- Production of Eco Bricks From Industrial Waste Using Alkali Activated Technology - Civil Engineering Project TopicsDocument6 pagesProduction of Eco Bricks From Industrial Waste Using Alkali Activated Technology - Civil Engineering Project TopicsmynameisgunaNo ratings yet
- Strength Characteristics of Different Types of Bricks: Dinesh W.Gawatre, Laxmikant N. VairagadeDocument6 pagesStrength Characteristics of Different Types of Bricks: Dinesh W.Gawatre, Laxmikant N. VairagadeSabyasachi BangalNo ratings yet
- The Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteDocument6 pagesThe Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteIJRASETPublicationsNo ratings yet
- Strength of Lime-Treated Fly Ash Using Bentonite: September 2015Document10 pagesStrength of Lime-Treated Fly Ash Using Bentonite: September 2015YulianaNo ratings yet
- Transforming Borneo: From Land Exploitation to Sustainable DevelopmentFrom EverandTransforming Borneo: From Land Exploitation to Sustainable DevelopmentNo ratings yet
- Detailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Document55 pagesDetailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Senthilkumar PragasamNo ratings yet
- H.E.R.O - Tunnel Kiln For Heavy Clay & Masonry Blocks & BricksDocument18 pagesH.E.R.O - Tunnel Kiln For Heavy Clay & Masonry Blocks & BricksSenthilkumar PragasamNo ratings yet
- In Uence of Sintering Time On Properties of Alumina-Based Ceramic CompositeDocument7 pagesIn Uence of Sintering Time On Properties of Alumina-Based Ceramic CompositeSenthilkumar PragasamNo ratings yet
- I Broshure GKTDocument16 pagesI Broshure GKTSenthilkumar PragasamNo ratings yet
- 2001 - WD - Tool To BricksDocument46 pages2001 - WD - Tool To BricksSenthilkumar PragasamNo ratings yet
- UK Brick PlantDocument47 pagesUK Brick PlantSenthilkumar PragasamNo ratings yet
- BrickDocument1 pageBrickSenthilkumar PragasamNo ratings yet
- Dynamic Modeling of A Tunnel Kiln: Heat Transfer Engineering April 1994Document16 pagesDynamic Modeling of A Tunnel Kiln: Heat Transfer Engineering April 1994Senthilkumar PragasamNo ratings yet
- Acidic Leaching of Thermally Activated Pyrophyllite Ore From Pütürge (Malatya-Turkey) DepositDocument9 pagesAcidic Leaching of Thermally Activated Pyrophyllite Ore From Pütürge (Malatya-Turkey) DepositSenthilkumar PragasamNo ratings yet
- Indian Minerals Yearbook 2015: (Part-III: Mineral Reviews) 54 EditionDocument8 pagesIndian Minerals Yearbook 2015: (Part-III: Mineral Reviews) 54 EditionSenthilkumar PragasamNo ratings yet
- Optimisation of Combustion and Technology Process in A Vertical Shaft KilnDocument2 pagesOptimisation of Combustion and Technology Process in A Vertical Shaft KilnSenthilkumar PragasamNo ratings yet
- 1637146138aa21 Energy Optimization Through A Metso Outotec Process Control Optimizer in Fluid Bed Alumina Calciner at Cba pdf1637146138Document11 pages1637146138aa21 Energy Optimization Through A Metso Outotec Process Control Optimizer in Fluid Bed Alumina Calciner at Cba pdf1637146138Senthilkumar PragasamNo ratings yet
- Indian Minerals Yearbook 2016: 55 EditionDocument6 pagesIndian Minerals Yearbook 2016: 55 EditionSenthilkumar PragasamNo ratings yet
- AA30 - Extraction of Alumina From The Coal Fly Ash by Hydrochloric AcidDocument20 pagesAA30 - Extraction of Alumina From The Coal Fly Ash by Hydrochloric AcidSenthilkumar PragasamNo ratings yet
- AA22 - Driverless - Alumina - RefineryDocument10 pagesAA22 - Driverless - Alumina - RefinerySenthilkumar PragasamNo ratings yet
- 1637146028kn06 Large Scale Green Hydrogen Production To Help Decarbonizing The Aluminium Sector pdf1637146028Document3 pages1637146028kn06 Large Scale Green Hydrogen Production To Help Decarbonizing The Aluminium Sector pdf1637146028Senthilkumar PragasamNo ratings yet
- Auger Electron Spectroscopy: Principles and ApplicationsDocument63 pagesAuger Electron Spectroscopy: Principles and ApplicationsSenthilkumar PragasamNo ratings yet
- TECHNIQUES FOR CHEMICAL ANALYSIS TPX TechniquesDocument214 pagesTECHNIQUES FOR CHEMICAL ANALYSIS TPX TechniquesSenthilkumar PragasamNo ratings yet
- Heat Exchanger CalculationsDocument12 pagesHeat Exchanger CalculationsMichael J. BaneNo ratings yet
- 1637146138aa19 Green Alumina A Technological Roadmap pdf1637146138Document10 pages1637146138aa19 Green Alumina A Technological Roadmap pdf1637146138Senthilkumar PragasamNo ratings yet
- The Transition To Low Carbon in Alumina Refining: Rusal AughinishDocument17 pagesThe Transition To Low Carbon in Alumina Refining: Rusal AughinishSenthilkumar PragasamNo ratings yet
- SpectrsocpyxxDocument40 pagesSpectrsocpyxxSenthilkumar PragasamNo ratings yet
- Materials Crystal StructureDocument23 pagesMaterials Crystal StructureAbhijith MadabhushiNo ratings yet
- Early Production FacilityDocument2 pagesEarly Production FacilitySenthilkumar PragasamNo ratings yet
- Grasim CDM AfrDocument73 pagesGrasim CDM AfrSenthilkumar PragasamNo ratings yet
- PTP79001 Ed1 (NOx Reduction Technology)Document5 pagesPTP79001 Ed1 (NOx Reduction Technology)Senthilkumar PragasamNo ratings yet
- High Silica Bauxite Review ATF-06-04 PDFDocument42 pagesHigh Silica Bauxite Review ATF-06-04 PDFSenthilkumar PragasamNo ratings yet
- ch2 Solid State PDFDocument32 pagesch2 Solid State PDFKrish VeniNo ratings yet
- 2006 Paper Inletseal PDFDocument23 pages2006 Paper Inletseal PDFSenthilkumar PragasamNo ratings yet
- EHV CableDocument19 pagesEHV Cablevikrant jainNo ratings yet
- Calendering PresentationDocument10 pagesCalendering PresentationCarol RichiNo ratings yet
- Cv218 4 Get The Part BuilderDocument24 pagesCv218 4 Get The Part BuilderMiles MathesonNo ratings yet
- Slip Additives For films-CoFDocument4 pagesSlip Additives For films-CoFShivaranjani KuruparanNo ratings yet
- Audi A2 - Body. Construction and FunctionDocument64 pagesAudi A2 - Body. Construction and Functionspy2o100% (2)
- Hot Melt ExtrusionDocument14 pagesHot Melt ExtrusionMuhammadAmdadulHoqueNo ratings yet
- Bienvenidos A: Hercules Sealing ProductsDocument79 pagesBienvenidos A: Hercules Sealing ProductsjyrkipossoNo ratings yet
- F1 in Schools R-Type: Creo Parametric - Academic EditionsDocument77 pagesF1 in Schools R-Type: Creo Parametric - Academic EditionsBrian NelsonNo ratings yet
- Structural Characterization and Detecting Processes of Defects in Leaded Brass Alloy Used For Gas Valves ProductionDocument12 pagesStructural Characterization and Detecting Processes of Defects in Leaded Brass Alloy Used For Gas Valves ProductiontechopelessNo ratings yet
- Tapco 2006Document104 pagesTapco 2006qiritical99No ratings yet
- Ultimate Carding Power From The Carding SpecialistsDocument11 pagesUltimate Carding Power From The Carding SpecialistsKhuram Shah Engr0% (1)
- Finite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilDocument10 pagesFinite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilPhilip ArpiaNo ratings yet
- Fortification of Rice Technologies and NutrientsDocument12 pagesFortification of Rice Technologies and NutrientsMARLY DAYANARA CASADO CABRAL100% (1)
- PVC Granuels Making Machine-ChinaDocument12 pagesPVC Granuels Making Machine-Chinapratikgarg03No ratings yet
- Sae Ams 2154 2005 (En) PDFDocument41 pagesSae Ams 2154 2005 (En) PDFLidija Stojanova100% (6)
- Cpi Written Report FinalDocument18 pagesCpi Written Report FinalAriana ReligiosoNo ratings yet
- 2nd Addenda National Highway Wing 2019 19022020Document87 pages2nd Addenda National Highway Wing 2019 19022020a duttaNo ratings yet
- Scrap Specification 2013Document55 pagesScrap Specification 2013juli_radNo ratings yet
- Astm B21 PDFDocument5 pagesAstm B21 PDFwendeltrentoNo ratings yet
- Aging Model Estimating The Life of Dry Aged XLPE CablesDocument46 pagesAging Model Estimating The Life of Dry Aged XLPE Cableseeng8124No ratings yet
- ESD Packing Elements 5612Document4 pagesESD Packing Elements 5612abodolkuhaaNo ratings yet
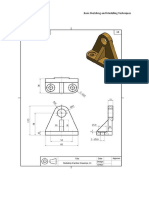
- Autodesk Inventor Basic Sketching and Modelling TechniquesDocument19 pagesAutodesk Inventor Basic Sketching and Modelling TechniquesSwanBellaNo ratings yet
- Aluminum - 2 Slides Per PageDocument35 pagesAluminum - 2 Slides Per PageSurendra PatilNo ratings yet
- Peripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloysDocument11 pagesPeripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloyslindberghsoslNo ratings yet
- Troubleshooting HMW HDPEDocument4 pagesTroubleshooting HMW HDPERodriguez JohannNo ratings yet
- Development of Rapid Tooling Using Fused Deposition ModelingDocument27 pagesDevelopment of Rapid Tooling Using Fused Deposition ModelingIngrid ContrerasNo ratings yet
- LE2270Document2 pagesLE2270lamia.elgammalNo ratings yet
- EIIP V02 Ch11 Plastic Products ManufacturingDocument72 pagesEIIP V02 Ch11 Plastic Products ManufacturingRamiro Rodriguez BracamonteNo ratings yet
- Biomaterials Cat 2 1stDocument28 pagesBiomaterials Cat 2 1stgomathy.2023No ratings yet
- M60dsu4 0445XB Man 001Document13 pagesM60dsu4 0445XB Man 001Riski KurniawanNo ratings yet