You might also like
- Welding Technology Lecture Notes by DR - Behzad PDFDocument354 pagesWelding Technology Lecture Notes by DR - Behzad PDFAnonymous L9LWVE100% (7)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Design For Reliability: Henrik Stiesdal & Peter Hauge MadsenDocument10 pagesDesign For Reliability: Henrik Stiesdal & Peter Hauge MadsenAsdf GhjklNo ratings yet
- M01 Hibb0000 00 Se C16Document153 pagesM01 Hibb0000 00 Se C16luisloredoperez156No ratings yet
- HONDA Car Fault CodesDocument19 pagesHONDA Car Fault CodesEd Morales100% (1)
- EM Wire Rope Hoist Type EH-HR Rev2 022812 PDFDocument42 pagesEM Wire Rope Hoist Type EH-HR Rev2 022812 PDFDante WilliamsNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- Welding PresentationDocument163 pagesWelding PresentationtonykptonyNo ratings yet
- Introduction of Welding ProcessesDocument34 pagesIntroduction of Welding ProcessesLalit YadavNo ratings yet
- Welding & Joining ProcessesDocument5 pagesWelding & Joining ProcessesKetan TiwariNo ratings yet
- Welding Workshop PracticeDocument49 pagesWelding Workshop PracticedaveNo ratings yet
- Kuliah Online Pengenalan Dan Jenis PengelasanDocument39 pagesKuliah Online Pengenalan Dan Jenis Pengelasanmega maurinaNo ratings yet
- Introduction To Welding2Document35 pagesIntroduction To Welding2هارون النجاشيNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Fabrication Methods (Welding)Document84 pagesFabrication Methods (Welding)Karthikeyan MurugananthanNo ratings yet
- 1.introduction To SMAWDocument74 pages1.introduction To SMAWRumman Ul AhsanNo ratings yet
- Introduction to Welding ProcessesDocument32 pagesIntroduction to Welding ProcessesLalit YadavNo ratings yet
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarNo ratings yet
- WeldingDocument51 pagesWeldinggpt ananthapurNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Welding Fundamentals GuideDocument163 pagesWelding Fundamentals Guideharoub_nas100% (2)
- Welding Basics, Techniques & Safety-2020Document86 pagesWelding Basics, Techniques & Safety-2020Tayyaba RahimNo ratings yet
- Online GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Document53 pagesOnline GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Md. Zishanur RahmanNo ratings yet
- Welding DefectsDocument36 pagesWelding DefectsSunilNo ratings yet
- GHJDocument163 pagesGHJAbdul Gafoor ShaikhNo ratings yet
- 10) Welding IIIDocument23 pages10) Welding IIIHimanshu VashishthaNo ratings yet
- Various Welding ProcessesDocument24 pagesVarious Welding ProcessesLalit YadavNo ratings yet
- Welding and Cutting ProcessDocument60 pagesWelding and Cutting Processquiron2010100% (1)
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyNo ratings yet
- Welding PPMTDocument20 pagesWelding PPMTRadha BagriNo ratings yet
- Welding Processes PDFDocument44 pagesWelding Processes PDFHusain AliNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
- Arc WeldingDocument40 pagesArc Welding20G062 NALVETHA BNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892 PDFDocument22 pagesWeldingdefects 150915053459 Lva1 App6892 PDFpaolaNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- 11) Manufacturing Processes II Welding III - 2Document23 pages11) Manufacturing Processes II Welding III - 2mkkNo ratings yet
- Unit Ii Resistance Welding ProcessesDocument49 pagesUnit Ii Resistance Welding ProcessesparthibankNo ratings yet
- 8-Welded Connectionsin PDFDocument14 pages8-Welded Connectionsin PDFKellen Brumbaugh100% (1)
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 pagesL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651No ratings yet
- Welding NotesDocument47 pagesWelding NotesAparna KumarNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- Design of Welded ConnectionsDocument51 pagesDesign of Welded Connectionscutefrenzy100% (1)
- Welding ProcessDocument37 pagesWelding ProcessAnkit GuptaNo ratings yet
- Stud WeldingDocument40 pagesStud WeldingKirandeep GandhamNo ratings yet
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding Processesvikasbhadoria9894No ratings yet
- ProjectionWelding JiangDocument23 pagesProjectionWelding JiangVimal KumarNo ratings yet
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocument132 pagesManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNo ratings yet
- 4 - Fundamentals of Welding (Chapter 25)Document61 pages4 - Fundamentals of Welding (Chapter 25)faisalNo ratings yet
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- Arc Welding Types MP IIDocument40 pagesArc Welding Types MP IISyedUbaidRehman100% (1)
- Metal Joining 6thDocument62 pagesMetal Joining 6th4yx8cyzpzrNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsVijay Krishna KanthNo ratings yet
- Module - IIDocument48 pagesModule - IIsivasaNo ratings yet
- Welding ShopDocument19 pagesWelding ShopShaheer SuhaibNo ratings yet
- Resistance WeldingDocument22 pagesResistance WeldingGarden005No ratings yet
- WeldingDocument19 pagesWeldingPrasanna HasyagarNo ratings yet
- Welding Electrodes Types and Application Procedures Welding DefectsDocument77 pagesWelding Electrodes Types and Application Procedures Welding DefectsmkpqNo ratings yet
- Manufacturing Technology-I: Joining ProcessDocument43 pagesManufacturing Technology-I: Joining ProcessheartyseeNo ratings yet
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedDocument19 pagesSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারNo ratings yet
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduNo ratings yet
- Coastal Processes and Sediment TransportDocument25 pagesCoastal Processes and Sediment TransportAsdf GhjklNo ratings yet
- Coastal Flood Risks and Seasonal Tourism: Wim Kellens, Philippe de MaeyerDocument10 pagesCoastal Flood Risks and Seasonal Tourism: Wim Kellens, Philippe de MaeyerAsdf GhjklNo ratings yet
- RELIABILITY AND RISK BASED DESIGN OF COASTAL FLOOD DEFENCESDocument13 pagesRELIABILITY AND RISK BASED DESIGN OF COASTAL FLOOD DEFENCESAsdf GhjklNo ratings yet
- Enhanced Recovery StudyDocument81 pagesEnhanced Recovery StudyJosé Luis Párraga QuispeNo ratings yet
- Jurnal Statftjord BDocument12 pagesJurnal Statftjord BAsdf GhjklNo ratings yet
- 13 04 2020 10.15.16Document32 pages13 04 2020 10.15.16Asdf GhjklNo ratings yet
- Jurnal Berau of Mines Pada Sumur M, TexasDocument66 pagesJurnal Berau of Mines Pada Sumur M, TexasAsdf GhjklNo ratings yet
- Ground improvement methods classification and principlesDocument89 pagesGround improvement methods classification and principlesMaria TabaresNo ratings yet
- GR 11-PHYSICS WORK BOOK 2020 - 230430 - 125653Document116 pagesGR 11-PHYSICS WORK BOOK 2020 - 230430 - 125653Denay JacksonNo ratings yet
- Upto WepDocument277 pagesUpto WepAyushaNo ratings yet
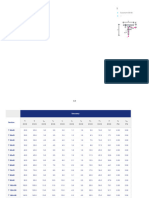
- Extra Wide Flange Beams - HL and HLZ: Section Properties - Dimensions and PropertiesDocument2 pagesExtra Wide Flange Beams - HL and HLZ: Section Properties - Dimensions and PropertiesdependNo ratings yet
- Economizer welding mapDocument22 pagesEconomizer welding mapMuhammad Fitransyah Syamsuar Putra100% (2)
- Non Contact SealDocument24 pagesNon Contact Sealsetiadi pratondoNo ratings yet
- General Service Checklist - BIKE PDFDocument7 pagesGeneral Service Checklist - BIKE PDFmanasNo ratings yet
- Some Problems in The Design of Crawler Tractors: F. LittleDocument24 pagesSome Problems in The Design of Crawler Tractors: F. LittlegfhNo ratings yet
- Installation Manual: Model APS 400Document24 pagesInstallation Manual: Model APS 400Willy DacoNo ratings yet
- A Finite Rotating Shaft Element Using Timoshenko Beam Theory PDFDocument11 pagesA Finite Rotating Shaft Element Using Timoshenko Beam Theory PDFGuilherme Henrique100% (1)
- AMK DT ServomotorsDocument30 pagesAMK DT ServomotorsPaolo GiorgianniNo ratings yet
- Nachi SA Series RobotDocument5 pagesNachi SA Series RobottripledeathNo ratings yet
- T, 1-2 Ipe, 1-2 Hem, 1-2 Heb, 1-2 HeaDocument46 pagesT, 1-2 Ipe, 1-2 Hem, 1-2 Heb, 1-2 HeaCédric ConreuxNo ratings yet
- Trusses How They WorkDocument7 pagesTrusses How They Workprabhu81No ratings yet
- Structural AnalysisDocument35 pagesStructural AnalysisNagaraj RamachandrappaNo ratings yet
- Refinery and Petrochemical Line Sizing CriteriaDocument9 pagesRefinery and Petrochemical Line Sizing CriteriaAatish ChandrawarNo ratings yet
- Edr 01 Dec 2018Document21 pagesEdr 01 Dec 2018AMALENDU PAULNo ratings yet
- Three Hinge ArchDocument12 pagesThree Hinge ArchnicholasNo ratings yet
- Air Foam Chamber: Fire Fighting Equipment Data SheetDocument8 pagesAir Foam Chamber: Fire Fighting Equipment Data SheetMihir JhaNo ratings yet
- Machinery Operating Manual TransferDocument249 pagesMachinery Operating Manual TransferEmin Alim100% (3)
- SKF - VibraconsDocument4 pagesSKF - VibraconsJhon FloresNo ratings yet
- Mechanic Repair Maintenance of Heavy Vehicles.157115932Document22 pagesMechanic Repair Maintenance of Heavy Vehicles.157115932swami061009No ratings yet
- AbcDocument58 pagesAbcSaqeeb Shaikh100% (1)
- Dme 2Document20 pagesDme 2Yogesh DanekarNo ratings yet
- Ceco Brochure PDFDocument8 pagesCeco Brochure PDFNguyễn Thanh Bình50% (2)
- Piezoelectric Pressure Transducer RDocument20 pagesPiezoelectric Pressure Transducer RKaren BastidasNo ratings yet