You might also like
- Epanet Vs WatergemsDocument5 pagesEpanet Vs WatergemsHOLY H3LLNo ratings yet
- All You Ever Need To Know Product-DevelopmentDocument81 pagesAll You Ever Need To Know Product-DevelopmentGautam SharmaNo ratings yet
- Tooth Bleaching Questions AnsweredDocument12 pagesTooth Bleaching Questions AnsweredleiddyNo ratings yet
- Develop Tools For The Analysis and Design of Basic Linear Electric CircuitsDocument37 pagesDevelop Tools For The Analysis and Design of Basic Linear Electric Circuits김여명No ratings yet
- How To Get Started in Quantum Computing: Work / Technology & ToolsDocument2 pagesHow To Get Started in Quantum Computing: Work / Technology & ToolsAnahí TessaNo ratings yet
- CH 7Document43 pagesCH 7api-26587237No ratings yet
- FMEA EjercicioDocument7 pagesFMEA EjercicioEdith NúVeNo ratings yet
- Parts of Action Research ProposalDocument62 pagesParts of Action Research ProposalFeberick QuitorNo ratings yet
- 17DTK20F2016 - Sarahmei Binti Abdullah - Lab4 - Dtk2aDocument25 pages17DTK20F2016 - Sarahmei Binti Abdullah - Lab4 - Dtk2aSarahmei MeiNo ratings yet
- Lortab 5/550 (Hydrocodone Acetaminophen)Document3 pagesLortab 5/550 (Hydrocodone Acetaminophen)E100% (1)
- L-IG41M3: Revision History Rev Data Description 2 0 0 9 / 0 3 / 1 4Document37 pagesL-IG41M3: Revision History Rev Data Description 2 0 0 9 / 0 3 / 1 4William Rangel GarciaNo ratings yet
- Nature Comment - Triangulation Instead of ReplicationDocument3 pagesNature Comment - Triangulation Instead of ReplicationfacefaceNo ratings yet
- W-Boson NewsDocument2 pagesW-Boson News8q74ndhrhxNo ratings yet
- Mehta, 2018Document9 pagesMehta, 2018GOOSI666No ratings yet
- Cv-Robinson Rincon RomeroDocument5 pagesCv-Robinson Rincon RomeroROBINSON RINCON ROMERONo ratings yet
- CineplexDocument10 pagesCineplexellie.zhaoziyi2007No ratings yet
- CineplexDocument10 pagesCineplexellie.zhaoziyi2007No ratings yet
- The Process of Care: EditorialDocument1 pageThe Process of Care: EditorialGarry B GunawanNo ratings yet
- Practical Workbook - ISO27001 Lead Implementor CourseDocument61 pagesPractical Workbook - ISO27001 Lead Implementor CourseJacktone Sikolia100% (1)
- APSEZ Sustainability Report FY18 PDFDocument76 pagesAPSEZ Sustainability Report FY18 PDFHarsh GuptaNo ratings yet
- Envigil LiteDocument2 pagesEnvigil LiteBoza0204No ratings yet
- Trabajo de Cementacion ExitosaDocument15 pagesTrabajo de Cementacion Exitosajoel linneoNo ratings yet
- TPM & MaintenanceDocument17 pagesTPM & MaintenanceGopalakrishnan100% (5)
- 100pcslot Schottky Diode Ss56Document20 pages100pcslot Schottky Diode Ss56MartinsNo ratings yet
- 70 Enderta Bread Bakery Business PlanDocument35 pages70 Enderta Bread Bakery Business PlanAwetahegn HagosNo ratings yet
- Mecano Smart1600 Induction Motor 1600 W 5Document20 pagesMecano Smart1600 Induction Motor 1600 W 5dasarathramsNo ratings yet
- Conference Template A4Document4 pagesConference Template A4Frank TangNo ratings yet
- Dinámica de SistemasDocument18 pagesDinámica de SistemasGonzalo Canaza CupeNo ratings yet
- Oracle BI Publisher 11g R1 Fundamentals (Student Guide - Volume I) (101-200) PDFDocument100 pagesOracle BI Publisher 11g R1 Fundamentals (Student Guide - Volume I) (101-200) PDFangel_ceruz20No ratings yet
- Design AI So That It's FairDocument3 pagesDesign AI So That It's FairmjohannakNo ratings yet
- Operation ManualDocument42 pagesOperation ManualRadiología e Imagen para EstudiantesNo ratings yet
- Ikea TemplateDocument6 pagesIkea TemplateJessica PaludipanNo ratings yet
- Career Episode OneDocument7 pagesCareer Episode OneVarun SharmaNo ratings yet
- Infografia Texto1Document1 pageInfografia Texto1Marco AntonioNo ratings yet
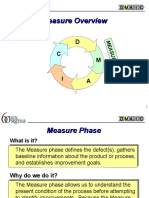
- 03-Measure OverviewDocument23 pages03-Measure OverviewMohd Hafiq FirdausNo ratings yet
- ESG ChecklistDocument51 pagesESG ChecklistBUDI GINANJARNo ratings yet
- UI - UX Micro Tips - Volume ThreeDocument35 pagesUI - UX Micro Tips - Volume ThreeDestinyNo ratings yet
- Grade - 4 - Pre Test English 4 - 2021 2022Document9 pagesGrade - 4 - Pre Test English 4 - 2021 2022hankcoastarNo ratings yet
- Gestión Tecnológica en Las OrganizacionesDocument14 pagesGestión Tecnológica en Las OrganizacionesKristin Mariana Bohorquez Piza100% (1)
- Vedanta - Online Tender Submissions For SuppliersDocument7 pagesVedanta - Online Tender Submissions For SuppliersVijay SinghNo ratings yet
- Althea Joy Ronquillo - Check1 - WholenameDocument6 pagesAlthea Joy Ronquillo - Check1 - WholenameZkxkfj100% (1)
- Preanalytical Quality Improvement - Dr. Yenny Surjawan, SP - PK, PH.DDocument55 pagesPreanalytical Quality Improvement - Dr. Yenny Surjawan, SP - PK, PH.Dgonteng sadyogaNo ratings yet
- Case Study EdFinancial Services Achieves NIST Compliance For Service AccountsDocument2 pagesCase Study EdFinancial Services Achieves NIST Compliance For Service AccountsRadu CostinNo ratings yet
- FINALIZED TOS - English 2Document4 pagesFINALIZED TOS - English 2Ellaine Cabatic VenturaNo ratings yet
- F&B Controls-BAsic PoliciesDocument7 pagesF&B Controls-BAsic Policiesdafni fernandesNo ratings yet
- GPC 475 Bronchiolitis AIAQS Compl enDocument125 pagesGPC 475 Bronchiolitis AIAQS Compl encdsaludNo ratings yet
- Cronograma de ProyectoDocument2 pagesCronograma de ProyectoWilmar Duvan Cordero OtaloraNo ratings yet
- MOCK TEST 16 - ScoringDocument27 pagesMOCK TEST 16 - ScoringAnuj GuptaNo ratings yet
- Absorption Costing or Full CostingDocument4 pagesAbsorption Costing or Full CostingMeghan Kaye LiwenNo ratings yet
- Chapter 02Document17 pagesChapter 02Rana RafayNo ratings yet
- 9.foundation Maths Tricks and Summary HandwrittenDocument7 pages9.foundation Maths Tricks and Summary HandwrittenAnkit KumarNo ratings yet
- Multi-Format Assessment 1Document10 pagesMulti-Format Assessment 1Terry OghenerhovwoNo ratings yet
- Solution Manual For Engineering Mechanics Statics 9th Edition by MeriamDocument2 pagesSolution Manual For Engineering Mechanics Statics 9th Edition by MeriamAdamJoneskdija97% (38)
- Vocabulary ActivitiesDocument15 pagesVocabulary ActivitiesESTHER AVELLANo ratings yet
- Shree Amar Kalyan Secondary School, Maijogmai 1 Nayabazar, IlamDocument1 pageShree Amar Kalyan Secondary School, Maijogmai 1 Nayabazar, IlamDB BhandariNo ratings yet
- Corrigenda: Corrigendum: Pramel7 Mediates Ground-State Pluripotency Through Proteasomal-Epigenetic Combined PathwaysDocument1 pageCorrigenda: Corrigendum: Pramel7 Mediates Ground-State Pluripotency Through Proteasomal-Epigenetic Combined PathwaysnugrahoneyNo ratings yet
- Railway CatalogDocument20 pagesRailway CatalogCounter RoverNo ratings yet
- Fanox Configuration - AEDC-GEDocument18 pagesFanox Configuration - AEDC-GEMallampati RamakrishnaNo ratings yet
- KEVA C - 1VLC000717 Rev.6, enDocument15 pagesKEVA C - 1VLC000717 Rev.6, enMallampati RamakrishnaNo ratings yet
- Fanox Configuration AEDC GEDocument18 pagesFanox Configuration AEDC GEMallampati RamakrishnaNo ratings yet
- FCM Flyer BrochureDocument2 pagesFCM Flyer BrochureMallampati RamakrishnaNo ratings yet
- Ready-To-Connect: Solutions For Smart Transformer SubstationsDocument6 pagesReady-To-Connect: Solutions For Smart Transformer SubstationsMallampati RamakrishnaNo ratings yet
- TDS-Dow SPECFIL FT630 & SPECFIL FE100-EN - 20181226Document2 pagesTDS-Dow SPECFIL FT630 & SPECFIL FE100-EN - 20181226Mallampati RamakrishnaNo ratings yet
- Easergy T200: Failure Analysis and Repair ReportDocument3 pagesEasergy T200: Failure Analysis and Repair ReportMallampati RamakrishnaNo ratings yet
- How To Communicate With The ComputerDocument21 pagesHow To Communicate With The ComputerMallampati RamakrishnaNo ratings yet
- Technical Note MD MODBUS Protocol Rev23eDocument7 pagesTechnical Note MD MODBUS Protocol Rev23eMallampati RamakrishnaNo ratings yet
- P1MB2PC02: Electrical FeaturesDocument2 pagesP1MB2PC02: Electrical FeaturesMallampati RamakrishnaNo ratings yet
- Dutkd2 5Document3 pagesDutkd2 5Mallampati RamakrishnaNo ratings yet
- EH00000004 20W PTC HeaterDocument1 pageEH00000004 20W PTC HeaterMallampati RamakrishnaNo ratings yet
- MV/LV Substations Remote Monitoring: DNP 3.0 CommunicationDocument23 pagesMV/LV Substations Remote Monitoring: DNP 3.0 CommunicationMallampati RamakrishnaNo ratings yet
- Substation Protocol Gateway: SYNC 2000 SeriesDocument2 pagesSubstation Protocol Gateway: SYNC 2000 SeriesMallampati RamakrishnaNo ratings yet
- How To Communicate With The ComputerDocument21 pagesHow To Communicate With The ComputerMallampati RamakrishnaNo ratings yet
- Easergy T200 Failure Report: Context of The FailureDocument2 pagesEasergy T200 Failure Report: Context of The FailureMallampati RamakrishnaNo ratings yet
- VHT D: High Temperature SeriesDocument2 pagesVHT D: High Temperature SeriesMallampati RamakrishnaNo ratings yet
- ChangesDocument1 pageChangesMallampati RamakrishnaNo ratings yet
- After Sales Service: I. - Equipment Under GaranteeDocument1 pageAfter Sales Service: I. - Equipment Under GaranteeMallampati RamakrishnaNo ratings yet
- Led Modules 1 2w Ip68 White SeriesDocument1 pageLed Modules 1 2w Ip68 White SeriesMallampati RamakrishnaNo ratings yet
- Easergy Configurator: Merlin Gerin Easergy RangeDocument4 pagesEasergy Configurator: Merlin Gerin Easergy RangeMallampati RamakrishnaNo ratings yet
- NT00079EN-01 (Modbus F200C)Document25 pagesNT00079EN-01 (Modbus F200C)Mallampati RamakrishnaNo ratings yet
- VHT Aa: High Temperature SeriesDocument2 pagesVHT Aa: High Temperature SeriesMallampati RamakrishnaNo ratings yet
- Advantage Location MapDocument1 pageAdvantage Location MapMallampati RamakrishnaNo ratings yet
- EZ01000115 KT0 011, KTS 011 ThermostatDocument1 pageEZ01000115 KT0 011, KTS 011 ThermostatMallampati RamakrishnaNo ratings yet
- 9470 MKII Power: 24 Volt, 10 Amp Battery ChargerDocument2 pages9470 MKII Power: 24 Volt, 10 Amp Battery ChargerMallampati RamakrishnaNo ratings yet
- EZ01000115 EFR 012 HygrostatDocument1 pageEZ01000115 EFR 012 HygrostatMallampati RamakrishnaNo ratings yet
- EH00000004 20W PTC HeaterDocument1 pageEH00000004 20W PTC HeaterMallampati RamakrishnaNo ratings yet
- AUT0000983 - 2 Humidity Sensor CableDocument1 pageAUT0000983 - 2 Humidity Sensor CableMallampati RamakrishnaNo ratings yet
- BBBGT Docx2Document19 pagesBBBGT Docx2mengstuhagos1223No ratings yet
- Psychoanalytic TheoryDocument3 pagesPsychoanalytic TheoryShiella Mae TeañoNo ratings yet
- Handy Reference Sheet 2 - HRP 259 Calculation Formula's For Sample DataDocument15 pagesHandy Reference Sheet 2 - HRP 259 Calculation Formula's For Sample DataRosetta RennerNo ratings yet
- Lecture 4 - Simplex MethodDocument19 pagesLecture 4 - Simplex MethodTarekYehiaNo ratings yet
- Shape FunctionDocument2 pagesShape Functionsai100% (1)
- Tutorial 2 - Systems (Exercises)Document3 pagesTutorial 2 - Systems (Exercises)LEIDYDANNYTSNo ratings yet
- Power Analysis and Sample Size - RichardDocument22 pagesPower Analysis and Sample Size - RichardCharan Teja Reddy AvulaNo ratings yet
- The Pitman Estimator of The Cauchy Location ParameterDocument14 pagesThe Pitman Estimator of The Cauchy Location ParametermaxsilverNo ratings yet
- Curve Tracing PDFDocument4 pagesCurve Tracing PDFAman Sharma57% (7)
- Hypothesis Testing (Critical Value Approach)Document3 pagesHypothesis Testing (Critical Value Approach)Riz FahanNo ratings yet
- Function Maths CPPDocument20 pagesFunction Maths CPPMalyadip PalNo ratings yet
- (Xinfeng Zhou) A Practical Guide To Quantitative Finance Interviews PDFDocument96 pages(Xinfeng Zhou) A Practical Guide To Quantitative Finance Interviews PDFMike Pandey100% (1)
- Euler Bernoulli PDFDocument2 pagesEuler Bernoulli PDFJoshuaNo ratings yet
- Econ1310 ExamDocument15 pagesEcon1310 ExamNick DrysdaleNo ratings yet
- Super RRDocument76 pagesSuper RRIrina UrsachiNo ratings yet
- Brian James Gurka Resume RecentDocument1 pageBrian James Gurka Resume RecentBrian GurkaNo ratings yet
- PROGRAM#01: - : Exercise3 (A) Consider The Following Block Diagram, Find The Closed Loop Transfer Function C(S) / R(S)Document15 pagesPROGRAM#01: - : Exercise3 (A) Consider The Following Block Diagram, Find The Closed Loop Transfer Function C(S) / R(S)Safia Amir DahriNo ratings yet
- Business Statistics & Analytics KMBN104 UNIT-1Document13 pagesBusiness Statistics & Analytics KMBN104 UNIT-1Arkhitekton DesignNo ratings yet
- Integral CalculusDocument16 pagesIntegral CalculusSilvaSunnyNo ratings yet
- Applied Mathematics II Lecture NoteDocument40 pagesApplied Mathematics II Lecture NoteSagni LamessaNo ratings yet
- Emsyll 2Document4 pagesEmsyll 2Pareekshith KattiNo ratings yet
- Trabajo3 2Document537 pagesTrabajo3 2Franz Urb FloNo ratings yet
- Differential Calculus Made Easy by Mark HowardDocument178 pagesDifferential Calculus Made Easy by Mark HowardLeonardo DanielliNo ratings yet
- Differential Geometry of Curves and Surfaces: Shoshichi KobayashiDocument200 pagesDifferential Geometry of Curves and Surfaces: Shoshichi Kobayashimario garcia100% (1)
- Math 3132 Test 1 SolutionsDocument8 pagesMath 3132 Test 1 SolutionsFangzhou SongNo ratings yet
- Autoregressive Distributed Lag ModelDocument2 pagesAutoregressive Distributed Lag ModelAsia ButtNo ratings yet
- Calculus Cheat Sheet Derivatives PDFDocument4 pagesCalculus Cheat Sheet Derivatives PDFShivamNo ratings yet
- MPAT RECORDfinalDocument52 pagesMPAT RECORDfinalsrideviNo ratings yet
- Percentage Points of The T-Distribution: This Table Was Generated Using ExcelDocument1 pagePercentage Points of The T-Distribution: This Table Was Generated Using ExcelMohamaad SihatthNo ratings yet
- PHAS1245Document7 pagesPHAS1245Mesbah Al MasriNo ratings yet