You might also like
- Tos Trencin Manual PDFDocument2 pagesTos Trencin Manual PDFEuro chef50% (4)
- Thank You!: WOOD StoreDocument10 pagesThank You!: WOOD StoreLibrado Morales ZamoraNo ratings yet
- Plansnow Tablesaw JointingDocument3 pagesPlansnow Tablesaw JointingShawn BrinkmanNo ratings yet
- New-Fangled Workbench: With Six Pipe Clamps and Some Dressed Framing LumberDocument4 pagesNew-Fangled Workbench: With Six Pipe Clamps and Some Dressed Framing LumberBaldomero Esquivel100% (1)
- PW 2004 145Document101 pagesPW 2004 145Simsone100% (1)
- Sea ChestDocument2 pagesSea ChestAnninha Sud AlvesNo ratings yet
- SN 100 - Reducing Rod DiameterDocument1 pageSN 100 - Reducing Rod DiameterHomerSimsonnakisNo ratings yet
- Drill Press Table (X-Y)Document15 pagesDrill Press Table (X-Y)RickNo ratings yet
- 94 Shooting-BoardDocument6 pages94 Shooting-Boardbjørn vidar andersenNo ratings yet
- Free Heirloom TablesDocument18 pagesFree Heirloom TablesDG100% (1)
- 24-25 - AUG07PW - Jig Journal PDFDocument2 pages24-25 - AUG07PW - Jig Journal PDFzazoumobile6218100% (1)
- Moxon Vise Instructions-BC0317Document12 pagesMoxon Vise Instructions-BC0317Cameron RiosNo ratings yet
- Popular Woodworking - 185 - 2010Document68 pagesPopular Woodworking - 185 - 2010Sándor KádárNo ratings yet
- Jig For Threaded Inserts: Nline XtrasDocument1 pageJig For Threaded Inserts: Nline XtrasJd Diaz100% (1)
- Finger Joints: Fast and EasyDocument4 pagesFinger Joints: Fast and EasyIlberto FortunaNo ratings yet
- SN05416 - Mobile Tool CartDocument9 pagesSN05416 - Mobile Tool CartMalNo ratings yet
- Hey! Free Plans!: Latching Modular WorkbenchesDocument13 pagesHey! Free Plans!: Latching Modular WorkbenchesKevin Vo100% (2)
- Barn DollhouseDocument23 pagesBarn DollhouseSteve ScofieldNo ratings yet
- PWW - 10.2011Document68 pagesPWW - 10.2011DaveNo ratings yet
- Windsorone Farmhouse Style 2022b WebDocument16 pagesWindsorone Farmhouse Style 2022b WebStephen Mark Garcellano DalisayNo ratings yet
- Deluxe Router TableDocument27 pagesDeluxe Router Tableiacob_gilberto6473100% (1)
- Wooden Puzzle BoxDocument19 pagesWooden Puzzle BoxDuarte Raulh RaulNo ratings yet
- Lynns Box Joint JigDocument21 pagesLynns Box Joint Jigstacktranzer100% (1)
- Good Woodworking November 2017Document92 pagesGood Woodworking November 2017mile31100% (1)
- Craft A: Beer CaddyDocument64 pagesCraft A: Beer CaddyMark PenlingtonNo ratings yet
- TC Owners ManualDocument28 pagesTC Owners ManualAdrian BernaNo ratings yet
- Sash PlanesDocument5 pagesSash PlanesBlakdawg15100% (1)
- Fast FixesDocument3 pagesFast FixesGsmHelpNo ratings yet
- 72 - Fold Down WorkstationDocument2 pages72 - Fold Down WorkstationGsmHelpNo ratings yet
- Woodworking Plans - RabbetingDocument3 pagesWoodworking Plans - RabbetingBob Kowalski100% (2)
- Plunge Router Mortising Jig PDFDocument1 pagePlunge Router Mortising Jig PDFLothar MüllerNo ratings yet
- The Minimalist Workshop: With Vic TesolinDocument100 pagesThe Minimalist Workshop: With Vic TesolinManuel LorenzoNo ratings yet
- Solutions: StorageDocument2 pagesSolutions: StorageOsvaldo MoraesNo ratings yet
- FinishDocument4 pagesFinishGsmHelpNo ratings yet
- WOOD Magazine Workshop Floor Plan: Mor Cla Ra W A Planer PDocument1 pageWOOD Magazine Workshop Floor Plan: Mor Cla Ra W A Planer PZERONo ratings yet
- Free Planter BoxesDocument9 pagesFree Planter BoxesJoseph HooperNo ratings yet
- ArtofWoodworking WorkbenchDocument4 pagesArtofWoodworking Workbenchsalulai100% (1)
- Stowaway Bench: Woodworks: Intermediate ProjectDocument8 pagesStowaway Bench: Woodworks: Intermediate ProjectfdarelaNo ratings yet
- Gluing and Clamping Strategies: Lots of Tape, Lots of Cauls and Lots of Clamps Make Glue-Ups EasyDocument7 pagesGluing and Clamping Strategies: Lots of Tape, Lots of Cauls and Lots of Clamps Make Glue-Ups Easyapi-25885411No ratings yet
- Australian Woodsmith 173 - 2023.01.02Document76 pagesAustralian Woodsmith 173 - 2023.01.02Angel A.S. DauriaNo ratings yet
- EZPine Wall ShelfDocument3 pagesEZPine Wall ShelfBSulliNo ratings yet
- PW 2004 144Document111 pagesPW 2004 144SimsoneNo ratings yet
- Machine Cut DovetailsDocument4 pagesMachine Cut DovetailsFrancois VaaltynNo ratings yet
- Episode1405 - Handy Shop StoolDocument8 pagesEpisode1405 - Handy Shop StoolFrancois VaaltynNo ratings yet
- Modular Planter Bench: Woodworks: Intermediate ProjectDocument7 pagesModular Planter Bench: Woodworks: Intermediate ProjectEucap MdzNo ratings yet
- The Hand-Cut Mortise and Tenon: HandworkDocument4 pagesThe Hand-Cut Mortise and Tenon: HandworkwitwatersrandNo ratings yet
- Materials, Supplies, & Cutting Diagram: Large Craftsman TableDocument1 pageMaterials, Supplies, & Cutting Diagram: Large Craftsman TableDavid TuaineNo ratings yet
- Shop Drawings: Modern Power Tool BenchDocument9 pagesShop Drawings: Modern Power Tool Benchn1856390No ratings yet
- 04 - Build Storage CabinetDocument8 pages04 - Build Storage CabinetMartin GyurikaNo ratings yet
- How To Make A Stopped Dado Jig For Any Router: InstructablesDocument11 pagesHow To Make A Stopped Dado Jig For Any Router: InstructablesTroy100% (1)
- Long Langstroth HiveDocument7 pagesLong Langstroth HiveWolfgangNo ratings yet
- HowWoodWords PDFDocument4 pagesHowWoodWords PDFJavier D100% (1)
- Dovetail Jig D2796 Operating Manual: P.O. Box 2309 Bellingham, WA 98227Document25 pagesDovetail Jig D2796 Operating Manual: P.O. Box 2309 Bellingham, WA 98227difuso234No ratings yet
- RTS10G 864 RDocument12 pagesRTS10G 864 RdigitaltextNo ratings yet
- Dovetailed Tool BoxDocument13 pagesDovetailed Tool Boxdavid100% (1)
- WS21422 Tower BookcaseDocument11 pagesWS21422 Tower BookcaseclaudiuferezanNo ratings yet
- Plansnow FlatstockjointerDocument3 pagesPlansnow FlatstockjointerFelipe AltamiranoNo ratings yet
- Fine - Woodworking.-.133-106 - Rules of Thumb - Vises Are A Woodworker's Third HandDocument2 pagesFine - Woodworking.-.133-106 - Rules of Thumb - Vises Are A Woodworker's Third HandSarasaNo ratings yet
- Top 10 Workbench Accessories PDFDocument4 pagesTop 10 Workbench Accessories PDFfallenlordNo ratings yet
- A Tapered-Leg Table SDocument2 pagesA Tapered-Leg Table SscribdNo ratings yet
- SECTION of Building PlanDocument1 pageSECTION of Building PlanJuanithaNo ratings yet
- Ultimaker 2+ - Repair Manual - Bowden TubeDocument6 pagesUltimaker 2+ - Repair Manual - Bowden Tubemiruna apostolNo ratings yet
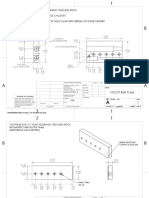
- FGCZ9 Bolt DimsDocument3 pagesFGCZ9 Bolt DimsColin DNo ratings yet
- OAK TOOLS CATALOGUE Stainless Steel ToolsDocument60 pagesOAK TOOLS CATALOGUE Stainless Steel ToolsIvoo ooNo ratings yet
- Final Quotation-08-11-2021Document4 pagesFinal Quotation-08-11-2021Akhil GirijanNo ratings yet
- ReamersDocument2 pagesReamersPuneeth KumarNo ratings yet
- Untitled 1Document3 pagesUntitled 1AmanNo ratings yet
- Carpenter Sample Practical Examination Information For CandidatesDocument25 pagesCarpenter Sample Practical Examination Information For CandidatesJohn Michael Dela CruzNo ratings yet
- ES - 11152 Carpentry SHOP (W3)Document31 pagesES - 11152 Carpentry SHOP (W3)coolinkenanatamNo ratings yet
- Manual Motor Hs One 1000n Digi OneDocument6 pagesManual Motor Hs One 1000n Digi OneEynar Camilo David100% (1)
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- Retro Refit - PantryDocument6 pagesRetro Refit - PantryRicky WrightNo ratings yet
- SolidCAM + SolidWorksDocument46 pagesSolidCAM + SolidWorksDejan DejanovicNo ratings yet
- Line Item Renovation Budget: Cost As % of Total Accepted Bid or Cost Change OrdersDocument4 pagesLine Item Renovation Budget: Cost As % of Total Accepted Bid or Cost Change OrdersAswad TonTong100% (1)
- American Woodworker - 101-2003-07Document62 pagesAmerican Woodworker - 101-2003-07api-19759721100% (2)
- Makita-Circular SawDocument3 pagesMakita-Circular SawHendra MaulanaNo ratings yet
- Lesson 5: Sanding: WOODWORKING CLASS (/class/Woodworking-Class/)Document6 pagesLesson 5: Sanding: WOODWORKING CLASS (/class/Woodworking-Class/)Dian Pires100% (1)
- The Homemade Workshop Build Your Own Woodworking Machines and Jigs by James Hamilton PDFDocument177 pagesThe Homemade Workshop Build Your Own Woodworking Machines and Jigs by James Hamilton PDFHumberto MonteroNo ratings yet
- Popular Woodworking - 050 - 1989Document80 pagesPopular Woodworking - 050 - 1989Thiago Lima100% (1)
- 360 Degree Final ReportDocument22 pages360 Degree Final ReportVishalNo ratings yet
- 4 BHK Turnkey SURAT NRIDocument14 pages4 BHK Turnkey SURAT NRIVasoya ManojNo ratings yet
- Mccu-204 - Actividad Entregable Victor Ronal-Ingles TecnicoDocument8 pagesMccu-204 - Actividad Entregable Victor Ronal-Ingles TecnicoAhirtonA.LuyoJesusNo ratings yet
- Slotting MachineDocument30 pagesSlotting MachineUsman Zubair100% (1)
- Activity No.8 - Planer MachineDocument4 pagesActivity No.8 - Planer MachineDezza MarieNo ratings yet
- Logan Lubricated Bumper Sub (English)Document20 pagesLogan Lubricated Bumper Sub (English)Gianfranco Exequiel Sebastian GarciaNo ratings yet
- Kendo Leaflet PDFDocument16 pagesKendo Leaflet PDFeka purwanaNo ratings yet
- Gauges and InstrumentsDocument14 pagesGauges and InstrumentsRatan Misra100% (1)
- Machinist'S Reference GuideDocument52 pagesMachinist'S Reference Guidedelta toNo ratings yet
- Tool ListDocument3 pagesTool Listprabhat007gubraniNo ratings yet