You might also like
- DJ Brothers PRP ManualDocument10 pagesDJ Brothers PRP ManualSunith DesaiNo ratings yet
- DJ Brothers ISO 22000-2018 ManualDocument40 pagesDJ Brothers ISO 22000-2018 ManualSunith Desai100% (1)
- Hazard Control Manual DJ BROTHERSDocument38 pagesHazard Control Manual DJ BROTHERSSunith Desai100% (1)
- DJ Brothers FSMS ProceduresDocument112 pagesDJ Brothers FSMS ProceduresSunith DesaiNo ratings yet
- FSMS Guidance Documents - JAM - Draft V6Document74 pagesFSMS Guidance Documents - JAM - Draft V6Kumkum Cr100% (1)
- Allergen Risk Assessment Analysis Report-StagewiseDocument8 pagesAllergen Risk Assessment Analysis Report-StagewiseSiva SuryaNo ratings yet
- FSSC 22000 Ver 5.1 (Include ISO 22000: 2018) : Exercise WorkbookDocument16 pagesFSSC 22000 Ver 5.1 (Include ISO 22000: 2018) : Exercise WorkbookRizal Abdul AzizNo ratings yet
- CCP and OprpDocument5 pagesCCP and OprpGorack ShirsathNo ratings yet
- SAMPLE ISO 22000 Manual PDFDocument84 pagesSAMPLE ISO 22000 Manual PDFnasonex91100% (2)
- Food Defense A Complete Guide - 2020 EditionFrom EverandFood Defense A Complete Guide - 2020 EditionRating: 1 out of 5 stars1/5 (1)
- WS 1 Overview GuideDocument60 pagesWS 1 Overview GuidecarlaNo ratings yet
- Haccp ManualDocument51 pagesHaccp ManualJack Mata100% (2)
- Clauses Comparision Between ISO 22000-2018 With ISO 9001-2015Document6 pagesClauses Comparision Between ISO 22000-2018 With ISO 9001-2015arulj75No ratings yet
- Lactonova FSMDocument29 pagesLactonova FSMvictoria3go100% (1)
- FSMA and Food Safety Systems: Understanding and Implementing the RulesFrom EverandFSMA and Food Safety Systems: Understanding and Implementing the RulesNo ratings yet
- Audit Monitoring Internal FSSC 22000 v.5.1 PT. United CanDocument10 pagesAudit Monitoring Internal FSSC 22000 v.5.1 PT. United CanFahal Abdi WijayaNo ratings yet
- FAO Guide to Ranking Food Safety Risks at the National LevelFrom EverandFAO Guide to Ranking Food Safety Risks at the National LevelNo ratings yet
- Complete Prerequisite Program v2Document78 pagesComplete Prerequisite Program v2Ramasubramanian Sankaranarayanan100% (1)
- Controlled: Haccp Study Revision: 0 September 2010Document45 pagesControlled: Haccp Study Revision: 0 September 2010Blue SphericNo ratings yet
- Iso 22000 2018 Sample8 PDFDocument9 pagesIso 22000 2018 Sample8 PDFGabriel DoméNo ratings yet
- Gap Analysis Iso 22000 2005 To 2018 v.3 - PublicDocument8 pagesGap Analysis Iso 22000 2005 To 2018 v.3 - PublicJorge Gallardo100% (2)
- Food Safety Management System ManualDocument45 pagesFood Safety Management System ManualKhalidNo ratings yet
- Food Fraud Vulnerability Assessment CCDDocument2 pagesFood Fraud Vulnerability Assessment CCDReidy SolanoNo ratings yet
- ISO 22000 - Operational Prerequisite Programs - Design and ImplementationDocument5 pagesISO 22000 - Operational Prerequisite Programs - Design and ImplementationzyrtylNo ratings yet
- ISO 22000 - Documentation Requirement SummaryDocument10 pagesISO 22000 - Documentation Requirement SummaryminhajurrehmanNo ratings yet
- Rs Food Safety ManualDocument5 pagesRs Food Safety ManualRashedul HabibNo ratings yet
- Environmental Monitoring ProgramDocument4 pagesEnvironmental Monitoring ProgramJoyster AvilaNo ratings yet
- ISO 22000 Implementation Package Start Up Guide SampleDocument14 pagesISO 22000 Implementation Package Start Up Guide Samplevictor100% (1)
- 31 Validation, Verification and Improvement of The FSMSDocument5 pages31 Validation, Verification and Improvement of The FSMSVeera Venkatesh MareeduNo ratings yet
- sfc2017 Environmental MonitoringDocument74 pagessfc2017 Environmental MonitoringLuis Gutiérrez100% (2)
- Food Safety Manual Valley Sport-FS (00000003)Document30 pagesFood Safety Manual Valley Sport-FS (00000003)Balaji Rajaraman100% (1)
- Analytical Methods for Drinking Water: Advances in Sampling and AnalysisFrom EverandAnalytical Methods for Drinking Water: Advances in Sampling and AnalysisNo ratings yet
- The Changes in ISO 22000-2018 and The Implications For FSSC 22000Document29 pagesThe Changes in ISO 22000-2018 and The Implications For FSSC 22000jo100% (1)
- IFSQN ISO 22000 Food Safety Management System Product InformationDocument23 pagesIFSQN ISO 22000 Food Safety Management System Product Informationgareth1190% (1)
- Haccp & GMP ChecklistDocument48 pagesHaccp & GMP ChecklistYasir Hussain100% (1)
- FSSC 22000 Templates IndexDocument11 pagesFSSC 22000 Templates IndexMohammed Imran0% (1)
- Master List of Documented InformationDocument3 pagesMaster List of Documented Informationshahapur BPCLNo ratings yet
- FSSC 22000 V5.1 For Food Manufacturing ChecklistDocument40 pagesFSSC 22000 V5.1 For Food Manufacturing ChecklistAbdul Rhman100% (1)
- Where are we now and where should we go? GAP ANALYSIS OF FOOD SECTORDocument30 pagesWhere are we now and where should we go? GAP ANALYSIS OF FOOD SECTORSreekumarNo ratings yet
- ISO 22000 OPRPs vs HACCPDocument47 pagesISO 22000 OPRPs vs HACCPsadbad667% (3)
- Allergen PolicyDocument1 pageAllergen PolicyNarinder Pal Singh SokheyNo ratings yet
- MSCL - HACCP ManualDocument76 pagesMSCL - HACCP ManualAamir SirohiNo ratings yet
- Procedure For HACCP PlanDocument22 pagesProcedure For HACCP PlanKh'adîijàDh100% (1)
- Environmental Monitoring ProgramDocument8 pagesEnvironmental Monitoring Programmonik manuelNo ratings yet
- FSSC 22000 V5.1 Training Matrix 2021 TOOLDocument5 pagesFSSC 22000 V5.1 Training Matrix 2021 TOOLdiana ungureanuNo ratings yet
- Basics of HACCP and Prerequisite ProgramsDocument22 pagesBasics of HACCP and Prerequisite ProgramsAnonymous A1G77Sw59No ratings yet
- Procurment in Emergency SituationsDocument2 pagesProcurment in Emergency Situationspalani velanNo ratings yet
- Introduction To Iso 22000Document30 pagesIntroduction To Iso 22000sangareddy pepsiNo ratings yet
- Quality Manual - PGDocument15 pagesQuality Manual - PGjamilvoraNo ratings yet
- FSMS ManualDocument14 pagesFSMS ManualSusheel Talreja100% (2)
- FSSC 2200 Audit PlanDocument10 pagesFSSC 2200 Audit PlanMidnight Rei100% (1)
- Assured 22000 FSMS Certification Package Brochure 2015Document43 pagesAssured 22000 FSMS Certification Package Brochure 2015Gameel ThabitNo ratings yet
- Iso 22000 Checklist Fsms f6.4-22 (FSMS)Document14 pagesIso 22000 Checklist Fsms f6.4-22 (FSMS)BRIGHT DZAHNo ratings yet
- VACCP and TACCP food safety plansDocument4 pagesVACCP and TACCP food safety planscarlaNo ratings yet
- Food Defense PlanDocument22 pagesFood Defense PlanJorge Gregorio SeguraNo ratings yet
- A Food Safety Approach For Suppliers To The Food IndustryDocument23 pagesA Food Safety Approach For Suppliers To The Food IndustryMasthan GM100% (1)
- BRC CP GuidelineDocument153 pagesBRC CP Guidelinekhoacao100% (1)
- BSI Allergen Risk Assessment (1) .NHDXSZDocument7 pagesBSI Allergen Risk Assessment (1) .NHDXSZRosinanteNo ratings yet
- For The Bold And: Frito-LayDocument67 pagesFor The Bold And: Frito-Laydziki_dziczekNo ratings yet
- Project On Lays - MumaDocument13 pagesProject On Lays - Mumaphoenix1189No ratings yet
- French Fries The Ultimate RecipeDocument118 pagesFrench Fries The Ultimate RecipekwonshinNo ratings yet
- Lb. LB.: Boneless Chuck Roast Navel Oranges White Tuna in WaterDocument8 pagesLb. LB.: Boneless Chuck Roast Navel Oranges White Tuna in WaterSarah KuglinNo ratings yet
- Commerce ProjectDocument12 pagesCommerce Projectpriyanshu thakur100% (1)
- Exotic Colombia Recipes - Julia ChilesDocument78 pagesExotic Colombia Recipes - Julia ChilesOscar PulidoNo ratings yet
- London Crisp Co.'s Export Plan To ItalyDocument23 pagesLondon Crisp Co.'s Export Plan To ItalySumant KhetanNo ratings yet
- Put A in The Right Box:: Slow-Fried French FriesDocument1 pagePut A in The Right Box:: Slow-Fried French Friesgema katiuska parraga briones100% (1)
- EXC Wedding - Offer - 2017 PDFDocument72 pagesEXC Wedding - Offer - 2017 PDFrema zadahNo ratings yet
- Indian Snacks Industry OverviewDocument3 pagesIndian Snacks Industry OverviewNirav Parmar0% (1)
- Marketing Plan 2019: A Filipino Junk-Free Snack CompanyDocument19 pagesMarketing Plan 2019: A Filipino Junk-Free Snack CompanyDarie Shaine Sulivan GayacanNo ratings yet
- Tommy Bahama MenuDocument6 pagesTommy Bahama MenuMellowZenGuruNo ratings yet
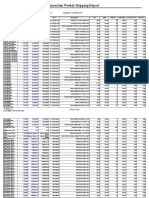
- Trans by Line Item Shipping ReportDocument7 pagesTrans by Line Item Shipping ReportAdrian UlloaNo ratings yet
- Hawaiian Chips Costco - Google SearchDocument1 pageHawaiian Chips Costco - Google SearchdloNo ratings yet
- Lays ChipsDocument2 pagesLays Chipsadnan nurNo ratings yet
- A Project Report On Pcxotato ChipsDocument21 pagesA Project Report On Pcxotato Chipsworkisgod33% (3)
- Kellogg's Halal Certified Products in MalaysiaDocument2 pagesKellogg's Halal Certified Products in MalaysiaIZANNo ratings yet
- Concise SEO-Optimized Title for Crisps Invention DocumentDocument1 pageConcise SEO-Optimized Title for Crisps Invention DocumentVolandovoy volandovengoNo ratings yet
- Nut Allergy Info PageDocument5 pagesNut Allergy Info PageyorkmmNo ratings yet
- Accidental InventionsDocument4 pagesAccidental InventionsInés Amaya DíazNo ratings yet
- Consumer Demand of Pepsi Then Coca Cola DessertationDocument82 pagesConsumer Demand of Pepsi Then Coca Cola DessertationKazmi Uzair SultanNo ratings yet
- 2020 1 1ji 2kyu ScriptDocument9 pages2020 1 1ji 2kyu ScriptwamuNo ratings yet
- Pouch CatalogDocument44 pagesPouch CatalogKrishna SwamyNo ratings yet
- Kmart Air Fryer ManualDocument13 pagesKmart Air Fryer ManualsimonNo ratings yet
- Swot Analysis of Bingo ChipsDocument2 pagesSwot Analysis of Bingo ChipsSRIRAG S PUDHUVEL 21BAF043No ratings yet
- Potato Production, Processing and Trade TrendsDocument125 pagesPotato Production, Processing and Trade Trendsbalaji19745No ratings yet
- The Hot Dogs Recipes - Ingles PDFDocument8 pagesThe Hot Dogs Recipes - Ingles PDFHenri AgüeroNo ratings yet
- Good Housekeeping - Easy Air FryerDocument98 pagesGood Housekeeping - Easy Air FryerStefan HNo ratings yet
- AG Snacks BrochureDocument4 pagesAG Snacks BrochureHoàng Thiện LêNo ratings yet
- OtherDocument511 pagesOthernikhil indoreinfolineNo ratings yet