You might also like
- Working Guide to Petroleum and Natural Gas Production EngineeringFrom EverandWorking Guide to Petroleum and Natural Gas Production EngineeringRating: 5 out of 5 stars5/5 (2)
- Grade Change Over From B52a E52a To P52aDocument18 pagesGrade Change Over From B52a E52a To P52aHARVENDRA9022 SINGHNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Grade Change Over From Parallel A To Parallel BDocument17 pagesGrade Change Over From Parallel A To Parallel BHARVENDRA9022 SINGHNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Grade Change Over From Parallel B To Parallel ADocument18 pagesGrade Change Over From Parallel B To Parallel AHARVENDRA9022 SINGHNo ratings yet
- Catalytic Isomerization Process OptimizationDocument7 pagesCatalytic Isomerization Process Optimizationanasaie20% (1)
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Boiler Observations & RecommendationsDocument16 pagesBoiler Observations & RecommendationsParthosarothy K MukherjiNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Technological & Safety Aspects of BOF & CCPDocument69 pagesTechnological & Safety Aspects of BOF & CCPSANTOSH KUMAR100% (2)
- FCCU OPERATION AND REACTIONS PRESENTATIONDocument44 pagesFCCU OPERATION AND REACTIONS PRESENTATIONHarish GojiyaNo ratings yet
- Different Types of Refrigeration SystemDocument8 pagesDifferent Types of Refrigeration SystemRavi Shankar67% (3)
- OPTIMIZING CATALYTIC REFORMER PERFORMANCEDocument37 pagesOPTIMIZING CATALYTIC REFORMER PERFORMANCESenthil KumarNo ratings yet
- Furan Analyses in Transformer: Guided By: Er. A KannanDocument19 pagesFuran Analyses in Transformer: Guided By: Er. A KannannagarajaNo ratings yet
- Udaipur Cement Works LimitedDocument17 pagesUdaipur Cement Works LimitedBülent BulutNo ratings yet
- Performance of Governor Oil - Soumik Majumdar & Sanjay DasDocument21 pagesPerformance of Governor Oil - Soumik Majumdar & Sanjay DasEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 60 Ton Per HR Advance Empire Boiler Operation ManualDocument15 pages60 Ton Per HR Advance Empire Boiler Operation Manualrozg788152100% (1)
- Desalter Operating CondirtionsDocument5 pagesDesalter Operating CondirtionsmacielNo ratings yet
- Operasi Normal BoilerDocument32 pagesOperasi Normal BoilerSuprapto DesmosediciNo ratings yet
- Aspects On Chemistry in French Nuclear Power Plants: WK, Qwhuqdwlrqdo&Rqihuhqfhrqwkh3Urshuwlhvri:Dwhudqg6Whdplq./RwrDocument10 pagesAspects On Chemistry in French Nuclear Power Plants: WK, Qwhuqdwlrqdo&Rqihuhqfhrqwkh3Urshuwlhvri:Dwhudqg6Whdplq./RwrAltaf ur RehmanNo ratings yet
- What FCC Catalyst Tests ShowDocument5 pagesWhat FCC Catalyst Tests ShowPraveen KumarNo ratings yet
- Advanced Approach For Residue FCC - Residue FCC AdditivesDocument7 pagesAdvanced Approach For Residue FCC - Residue FCC Additivessaleh4060No ratings yet
- CatDocument12 pagesCatBayu Pramana PutraNo ratings yet
- 4 - CR - Tuan 7Document72 pages4 - CR - Tuan 7An Lê TrườngNo ratings yet
- Evaluate Catalyst Performance at Fertial Arzew Ammonia PlantDocument16 pagesEvaluate Catalyst Performance at Fertial Arzew Ammonia PlantAzee TitouNo ratings yet
- Ammonia Synthesis Molecular Sieve DriersDocument25 pagesAmmonia Synthesis Molecular Sieve Driersaehque04No ratings yet
- Application r290 11-2000 cn60f102Document12 pagesApplication r290 11-2000 cn60f102Giorgio OlianasNo ratings yet
- CSTPS ChemistryDocument146 pagesCSTPS ChemistryRitesh MokhadeNo ratings yet
- Refining HB 2000 For CD RomDocument10 pagesRefining HB 2000 For CD RomCarlos Alberto Ubillas AlcaldeNo ratings yet
- Flexible Operation in Coal Based Plant: By-SNEHESH BANERJEE, Operation Services, CCDocument27 pagesFlexible Operation in Coal Based Plant: By-SNEHESH BANERJEE, Operation Services, CCLakshmi NarayanNo ratings yet
- TNT SK YH Utilization of Energy in Chemical IndustryDocument6 pagesTNT SK YH Utilization of Energy in Chemical IndustryTehmton ToorkeyNo ratings yet
- FCC CATALYST ANALYSES GUIDEDocument11 pagesFCC CATALYST ANALYSES GUIDEshanpyanNo ratings yet
- Fluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnDocument47 pagesFluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnChakravarthy BharathNo ratings yet
- University of Nottingham Butanol Project - Design Guide 1Document6 pagesUniversity of Nottingham Butanol Project - Design Guide 1Tom HartNo ratings yet
- Thermal performances for one boilerDocument1 pageThermal performances for one boilerJosé Pedro MagalhãesNo ratings yet
- Cooling Solutions Refrigerants Compressors GuideDocument21 pagesCooling Solutions Refrigerants Compressors GuideSukhee TserNo ratings yet
- Vaporizers: Ax5: Kg/Cm2 Psig 257 Mpa 1.77Document3 pagesVaporizers: Ax5: Kg/Cm2 Psig 257 Mpa 1.77Ahmadie BianconeroNo ratings yet
- 32 Battling The Effects of Reversion in Natural Rubber Compounds Ken Bates STRUKTOLDocument20 pages32 Battling The Effects of Reversion in Natural Rubber Compounds Ken Bates STRUKTOLfrancisco ñancoNo ratings yet
- Pt. Puji Lestari Purnama: Iso Classification HFA HFB HFC HFD-R Hfd-U HLPDocument1 pagePt. Puji Lestari Purnama: Iso Classification HFA HFB HFC HFD-R Hfd-U HLPTommy KurniaNo ratings yet
- FOPHDocument42 pagesFOPHHariharasudhan AnnaduraiNo ratings yet
- Hydrocracking Unit PDFDocument9 pagesHydrocracking Unit PDFcrili69No ratings yet
- Guideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModeDocument3 pagesGuideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModevkumaranNo ratings yet
- FCC Catalyst Fluidization: Theory & PracticeDocument22 pagesFCC Catalyst Fluidization: Theory & Practiceccnew3000No ratings yet
- Project Report On NFL Urea PlantDocument35 pagesProject Report On NFL Urea PlantSaanNo ratings yet
- STEEL Accessories Limited: Effluent Treatment Plant Work Instruction & Standard Operating ProcedureDocument6 pagesSTEEL Accessories Limited: Effluent Treatment Plant Work Instruction & Standard Operating ProcedureMubarak PatelNo ratings yet
- Methanol Recovery Calculation 31-12-2023Document1 pageMethanol Recovery Calculation 31-12-2023Preetpal SinghNo ratings yet
- Heat Cycles, Heat Engines, & Real Devices: John Jechura - Jjechura@mines - Edu Updated: January 4, 2015Document21 pagesHeat Cycles, Heat Engines, & Real Devices: John Jechura - Jjechura@mines - Edu Updated: January 4, 2015Jennifer Sophia Tapia Huamani100% (1)
- Thermal Cracking of NaphthaDocument27 pagesThermal Cracking of NaphthaVandit KhareNo ratings yet
- Normal Shutdown Procedure for Cogeneration PlantDocument4 pagesNormal Shutdown Procedure for Cogeneration PlantMuhammadTayyab100% (1)
- ATA55 CatalogueDocument5 pagesATA55 CatalogueHikmat KtkNo ratings yet
- IsomerizationDocument8 pagesIsomerizationWaraey50% (2)
- Process Line Visits and Quality Control of CRGO ManufacturingDocument52 pagesProcess Line Visits and Quality Control of CRGO ManufacturingSuvro ChakrabortyNo ratings yet
- Cat Compressors Embraco AsperaDocument38 pagesCat Compressors Embraco AsperaNurhayadi AmankNo ratings yet
- 6655 Control HandoutDocument133 pages6655 Control Handout1AnbbesseNo ratings yet
- 新冷媒相关Document5 pages新冷媒相关ruoqi.chengNo ratings yet
- Transformer General InformationDocument8 pagesTransformer General InformationNiven MoodleyNo ratings yet
- Super Critical BoilerDocument32 pagesSuper Critical BoilerAbhishekNo ratings yet
- Paper Impurities'Effect Mitigation Case StudyDocument14 pagesPaper Impurities'Effect Mitigation Case StudyHARVENDRA9022 SINGHNo ratings yet
- Submit Sucess Storis of QC ProjectsDocument3 pagesSubmit Sucess Storis of QC ProjectsHARVENDRA9022 SINGHNo ratings yet
- GAIL Presentation-Mitsui CXLC 2019 JapanDocument25 pagesGAIL Presentation-Mitsui CXLC 2019 JapanHARVENDRA9022 SINGHNo ratings yet
- Introduction To Solid Bowl CentrifugeDocument11 pagesIntroduction To Solid Bowl CentrifugeHARVENDRA9022 SINGHNo ratings yet
- Steam Manual OverviewDocument116 pagesSteam Manual OverviewHARVENDRA9022 SINGHNo ratings yet
- Level-Vii Kharehta (Composite) 094605100503 972022153053754bankinfo (3) CorrectionDocument4 pagesLevel-Vii Kharehta (Composite) 094605100503 972022153053754bankinfo (3) CorrectionHARVENDRA9022 SINGHNo ratings yet
- Class 1 To 5 49 DaysDocument7 pagesClass 1 To 5 49 DaysHARVENDRA9022 SINGHNo ratings yet
- Level-Vi - Kharehta (Composite) - 094605100503 - 972022153045894bankinfo (1) CorrectionDocument4 pagesLevel-Vi - Kharehta (Composite) - 094605100503 - 972022153045894bankinfo (1) CorrectionHARVENDRA9022 SINGHNo ratings yet
- Centrifuge long-run improvement project reportDocument15 pagesCentrifuge long-run improvement project reportHARVENDRA9022 SINGHNo ratings yet
- 124 DAYS Class 6 To 8Document4 pages124 DAYS Class 6 To 8HARVENDRA9022 SINGHNo ratings yet
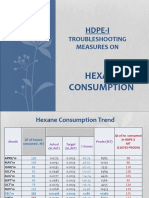
- Reasons For Hexane Consumption9Document16 pagesReasons For Hexane Consumption9HARVENDRA9022 SINGHNo ratings yet
- Success Story PresentationDocument18 pagesSuccess Story PresentationHARVENDRA9022 SINGHNo ratings yet
- Financial Reporting & Ratio Analysis GuideDocument36 pagesFinancial Reporting & Ratio Analysis GuideHARVENDRA9022 SINGHNo ratings yet
- 6 - Low Polymer Treatment Method1Document16 pages6 - Low Polymer Treatment Method1HARVENDRA9022 SINGHNo ratings yet
- WEDECO LBXSeries PDFDocument8 pagesWEDECO LBXSeries PDFRobert R. TiinNo ratings yet
- UCC39421 3.3-V SEPIC Evaluation Board: User's GuideDocument7 pagesUCC39421 3.3-V SEPIC Evaluation Board: User's GuidebensumbbNo ratings yet
- 0900766b801ecdb8 PDFDocument58 pages0900766b801ecdb8 PDFSINIŠA PRETKOVIĆNo ratings yet
- Ivela General Catalogue 2017 - HighresDocument342 pagesIvela General Catalogue 2017 - HighresGordana Budimir-NinkovicNo ratings yet
- Lecture1 Electronics and Its ApplicationsDocument23 pagesLecture1 Electronics and Its Applicationsaribamatloob09No ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument24 pagesCambridge International Advanced Subsidiary and Advanced LevelHaris RashidNo ratings yet
- Simulating The Impact Behaviour of CompositeDocument15 pagesSimulating The Impact Behaviour of CompositeSchmetterling TraurigNo ratings yet
- As 2660-1991 Hose and Hose Assemblies - Air Water - For Underground Coal MinesDocument5 pagesAs 2660-1991 Hose and Hose Assemblies - Air Water - For Underground Coal MinesSAI Global - APACNo ratings yet
- Cooling Tower Exp 2 Students' ManualDocument23 pagesCooling Tower Exp 2 Students' ManualDAYANG NUR SYAZANA AG BUHTAMAMNo ratings yet
- Zero Energy Green Home Office InterLED LightDocument1 pageZero Energy Green Home Office InterLED LightSsi OmarNo ratings yet
- CHE111P Material Balance: Multiple UnitsDocument11 pagesCHE111P Material Balance: Multiple UnitsPaolo Gochingco100% (2)
- Folleto Lavadora Carga Superior YWNE5 ComercialDocument2 pagesFolleto Lavadora Carga Superior YWNE5 ComercialKarly OrtegaNo ratings yet
- GK Today 2016 General Sciences PDFDocument294 pagesGK Today 2016 General Sciences PDFHasan Shaikh100% (2)
- Electromagnetic Induction - DPP 02 - Lakshya JEE 2024Document3 pagesElectromagnetic Induction - DPP 02 - Lakshya JEE 2024abhishekff25No ratings yet
- Ts 1500Document2 pagesTs 1500cesar yunkeraNo ratings yet
- Chapter 2 (Part 1)Document21 pagesChapter 2 (Part 1)Abhishek SainiNo ratings yet
- Boiler and Its TypesDocument11 pagesBoiler and Its TypesParas RaoNo ratings yet
- ENGG 413 - Environmental Science and EngineeringDocument283 pagesENGG 413 - Environmental Science and Engineeringulol ululNo ratings yet
- Energy Efficiency Ship DesignDocument12 pagesEnergy Efficiency Ship Designzeeshan048naNo ratings yet
- Railway Fire Protection Save Lives Reduce DamageDocument8 pagesRailway Fire Protection Save Lives Reduce DamageS.M.Touhidur RahmanNo ratings yet
- IC Learning Series 2013 - Sheet Metal FabricationDocument19 pagesIC Learning Series 2013 - Sheet Metal FabricationnskumarmNo ratings yet
- Open Ended HT LabDocument9 pagesOpen Ended HT Labfareeha saeedNo ratings yet
- ARD Fuel Pressure Is LowDocument11 pagesARD Fuel Pressure Is LowIliyan VasilevNo ratings yet
- PU Impedence CalculationDocument4 pagesPU Impedence CalculationVinay UpadhyayNo ratings yet
- Fire Drill-Mock Drill KuwaitDocument14 pagesFire Drill-Mock Drill KuwaitBinoy Gopinathan100% (2)
- Technical Data SheetDocument14 pagesTechnical Data SheetRavi Ranjan VermaNo ratings yet
- 1 Phase 2010 Cantoni MotorDocument12 pages1 Phase 2010 Cantoni MotorfelgiudceNo ratings yet
- 8 INHE SD NF2 OM MTR002 A Three Phase Smart Meter Operation Manual FRDocument154 pages8 INHE SD NF2 OM MTR002 A Three Phase Smart Meter Operation Manual FRHous Sam100% (2)
- Thermador Kitchen Design Guide 2012Document312 pagesThermador Kitchen Design Guide 2012PurcellMurray100% (3)
- Production of Biodiesel From Used Vegetable OilDocument4 pagesProduction of Biodiesel From Used Vegetable OilEmmanuelNo ratings yet