You might also like
- Singapore in a Post-Kyoto World: Energy, Environment and the EconomyFrom EverandSingapore in a Post-Kyoto World: Energy, Environment and the EconomyNo ratings yet
- General MH, WH Instruction Manual - Updated 11-2014Document198 pagesGeneral MH, WH Instruction Manual - Updated 11-2014Umair A. KhanNo ratings yet
- Vendor DataDocument6 pagesVendor DatasubudhiprasannaNo ratings yet
- Air Conditioning FittingsDocument2 pagesAir Conditioning FittingsGerardo VelazquezNo ratings yet
- Friction Stir Casting Modification for Enhanced Structural Efficiency: A Volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Casting Modification for Enhanced Structural Efficiency: A Volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- Result Till 4th SemesterDocument2 pagesResult Till 4th SemesterSiddharth BajpaiNo ratings yet
- Installation and Maintenance Instruction-Turntables BPW 2024 BPW 2024 36022401eDocument8 pagesInstallation and Maintenance Instruction-Turntables BPW 2024 BPW 2024 36022401eAzhaghiaNo ratings yet
- LSSGB Project 2 Reducing Sealant Waste-ProblemDocument6 pagesLSSGB Project 2 Reducing Sealant Waste-ProblemEduardo Expósito Espinosa100% (1)
- Voi Dot Than - DISCRIPTION ABOUT COAL BURNER PDFDocument54 pagesVoi Dot Than - DISCRIPTION ABOUT COAL BURNER PDFNhật TuấnNo ratings yet
- FInal Project Report Plastic PyrolysisDocument102 pagesFInal Project Report Plastic PyrolysisSantosh Bhandari73% (11)
- Testing and Commissioning of Booster Pumps SetDocument31 pagesTesting and Commissioning of Booster Pumps SetWinNo ratings yet
- Sr. No Description HSN Code Qty (Nos.) Unit Price Total PriceDocument3 pagesSr. No Description HSN Code Qty (Nos.) Unit Price Total PriceNectar LabNo ratings yet
- 5 Subcontract Agreement - 5D Bend Pipe Trimming Wor - 240312 - 085349Document17 pages5 Subcontract Agreement - 5D Bend Pipe Trimming Wor - 240312 - 085349Muhammad ZakiNo ratings yet
- Fire Water Demand CalculationDocument16 pagesFire Water Demand CalculationHSEI Jatim - NSU 2020100% (2)
- Weld Map Pressure VesselDocument32 pagesWeld Map Pressure Vesselarun yNo ratings yet
- Ge Mes PresentationDocument38 pagesGe Mes PresentationAmit SemwalNo ratings yet
- Lean Manufacturing ProjectDocument5 pagesLean Manufacturing Projectsitam_nitj4202No ratings yet
- Ytd THCM Ocp5 OctDocument86 pagesYtd THCM Ocp5 Octsami abdulNo ratings yet
- 428corrigendum 1VolIII PriceSchedule AddendumDocument67 pages428corrigendum 1VolIII PriceSchedule AddendumLalit DahivalikarNo ratings yet
- 5g0302a DC Duri0985720190715rln12Document21 pages5g0302a DC Duri0985720190715rln12Ryan SinagaNo ratings yet
- Information sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingDocument2 pagesInformation sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingOrlando AriasNo ratings yet
- AGP-GPS-ANOGP-Z02-0001 - A01 Piping Design Basis PDFDocument47 pagesAGP-GPS-ANOGP-Z02-0001 - A01 Piping Design Basis PDFRubén100% (1)
- Condensate Receiving Unit 1Document51 pagesCondensate Receiving Unit 1Vraja KisoriNo ratings yet
- P&WCS B No 47252R2Document17 pagesP&WCS B No 47252R2Jefferson CaizaNo ratings yet
- Platts Coal Trader International: Volume 22 / Issue 142 / July 27, 2022Document22 pagesPlatts Coal Trader International: Volume 22 / Issue 142 / July 27, 2022Fabian TorresNo ratings yet
- 2Document3 pages2sujithaNo ratings yet
- JUNIDocument24 pagesJUNIMaureen DelaniNo ratings yet
- Traffic Mechanical Supervisor NotificationsDocument4 pagesTraffic Mechanical Supervisor NotificationsPrasad KvNo ratings yet
- Bid Number Work Description Open DateDocument2 pagesBid Number Work Description Open DateTender 247No ratings yet
- Government of Andhra Pradesh Medical Education DepartmentDocument10 pagesGovernment of Andhra Pradesh Medical Education Departmentshaikkhalandar121No ratings yet
- Laporan Week 2 MARET 2022 - DT Harris Cokroaminoto - NAOMIDocument5 pagesLaporan Week 2 MARET 2022 - DT Harris Cokroaminoto - NAOMIinhouse swissbelltubanNo ratings yet
- Copy - of - Project - Deliver - Used - Machineries - PTS - (Pontianak, - Indonesia) - To - Thailand - and - Myanmar-1Document10 pagesCopy - of - Project - Deliver - Used - Machineries - PTS - (Pontianak, - Indonesia) - To - Thailand - and - Myanmar-1Edy GunawanNo ratings yet
- Cond Ition 1-Buyi NG New Mach IneDocument5 pagesCond Ition 1-Buyi NG New Mach IneGhadeer MohammedNo ratings yet
- STP DescriptionsDocument9 pagesSTP DescriptionsRajeev YadavNo ratings yet
- A Test Protocol For Room-to-Room Distribution of Outside Air by Residential Ventilation SystemsDocument63 pagesA Test Protocol For Room-to-Room Distribution of Outside Air by Residential Ventilation SystemsRabindra SinghNo ratings yet
- PraderaZacapaBODocument17 pagesPraderaZacapaBOMarvin PachecoNo ratings yet
- Well Program Bangko # 317Document21 pagesWell Program Bangko # 317Ryan SinagaNo ratings yet
- 10 JulyDocument1 page10 Julyadeel ghouseNo ratings yet
- Floor MakingDocument24 pagesFloor MakingFirezegiNo ratings yet
- Report 3Document35 pagesReport 3Joe MartinNo ratings yet
- M/C-OM-10: Sr. No. Date Customer Capacity Qty RemarksDocument15 pagesM/C-OM-10: Sr. No. Date Customer Capacity Qty RemarksPerminder SinghNo ratings yet
- 26071-203-V66A-MTFR-20013 - Rev002 - NDE Procedure (PAUT, RT, PT, MT, UT)Document189 pages26071-203-V66A-MTFR-20013 - Rev002 - NDE Procedure (PAUT, RT, PT, MT, UT)randi martaNo ratings yet
- Id3ld 61szuDocument39 pagesId3ld 61szuDev DuttNo ratings yet
- 2019-08 Komtrax UNIMINEX JOIFULLDocument11 pages2019-08 Komtrax UNIMINEX JOIFULLEduin Edgardo Corregidor CastroNo ratings yet
- KE O&M Log Sheets (13-03-2022)Document3 pagesKE O&M Log Sheets (13-03-2022)Umair A. KhanNo ratings yet
- Sonali BansodeDocument3 pagesSonali BansodePunu MayekarNo ratings yet
- Cement Rate - Rs 517 - 42-2 PDFDocument5 pagesCement Rate - Rs 517 - 42-2 PDFID SkechtNo ratings yet
- Testing and Commissioning of MCC PanelDocument25 pagesTesting and Commissioning of MCC PanelWin100% (1)
- Drilling Program AZSE-4 v.1.1 SIGNEDDocument118 pagesDrilling Program AZSE-4 v.1.1 SIGNEDAli Boubenia100% (6)
- Used Machineries PTS (Pontianak, Indonesia) To ThailandDocument7 pagesUsed Machineries PTS (Pontianak, Indonesia) To ThailandEdy GunawanNo ratings yet
- Text For RBA Drilling and CompletionsDocument47 pagesText For RBA Drilling and Completionsfahrain2012No ratings yet
- CN Girder Erection Status 04-11-2019Document1 pageCN Girder Erection Status 04-11-2019rohitNo ratings yet
- Broiler FarmingDocument6 pagesBroiler FarmingAjaya Kumar SahooNo ratings yet
- A24851 (CC) 0 - REPORT, GSFC-4, 29-Jun-19Document12 pagesA24851 (CC) 0 - REPORT, GSFC-4, 29-Jun-19Gaurav GuptaNo ratings yet
- Tgcure BogettiDocument72 pagesTgcure BogettiDani DiosNo ratings yet
- (Part 1 of 7) - WPS Attachment 1 To 2Document84 pages(Part 1 of 7) - WPS Attachment 1 To 2ihajar9No ratings yet
- Epic For CNG Stations in Rlic and Mic: PROJECT/CONTRACT NO: 4091/GC18104500 Contract TitleDocument19 pagesEpic For CNG Stations in Rlic and Mic: PROJECT/CONTRACT NO: 4091/GC18104500 Contract TitleVedran KosanovicNo ratings yet
- Optimization of Gas Field Thesis Report PDFDocument68 pagesOptimization of Gas Field Thesis Report PDFjorge_h_riveroNo ratings yet
- Grade Change Over From B52a E52a To P52aDocument18 pagesGrade Change Over From B52a E52a To P52aHARVENDRA9022 SINGHNo ratings yet
- Grade Change Over From Series To Parallel ADocument14 pagesGrade Change Over From Series To Parallel AHARVENDRA9022 SINGHNo ratings yet
- Grade Change Over From Parallel A To Parallel BDocument17 pagesGrade Change Over From Parallel A To Parallel BHARVENDRA9022 SINGHNo ratings yet
- Grade Change Over From Parallel B To Parallel ADocument18 pagesGrade Change Over From Parallel B To Parallel AHARVENDRA9022 SINGHNo ratings yet
- Submit Sucess Storis of QC ProjectsDocument3 pagesSubmit Sucess Storis of QC ProjectsHARVENDRA9022 SINGHNo ratings yet
- Paper Impurities'Effect Mitigation Case StudyDocument14 pagesPaper Impurities'Effect Mitigation Case StudyHARVENDRA9022 SINGHNo ratings yet
- GAIL Presentation-Mitsui CXLC 2019 JapanDocument25 pagesGAIL Presentation-Mitsui CXLC 2019 JapanHARVENDRA9022 SINGHNo ratings yet
- Level-Vii Kharehta (Composite) 094605100503 972022153053754bankinfo (3) CorrectionDocument4 pagesLevel-Vii Kharehta (Composite) 094605100503 972022153053754bankinfo (3) CorrectionHARVENDRA9022 SINGHNo ratings yet
- Class 1 To 5 49 DaysDocument7 pagesClass 1 To 5 49 DaysHARVENDRA9022 SINGHNo ratings yet
- Bitherm Steam ManualDocument116 pagesBitherm Steam ManualHARVENDRA9022 SINGHNo ratings yet
- Ratio AnalysisDocument36 pagesRatio AnalysisHARVENDRA9022 SINGHNo ratings yet
- Introduction To Solid Bowl CentrifugeDocument11 pagesIntroduction To Solid Bowl CentrifugeHARVENDRA9022 SINGHNo ratings yet
- 124 DAYS Class 6 To 8Document4 pages124 DAYS Class 6 To 8HARVENDRA9022 SINGHNo ratings yet
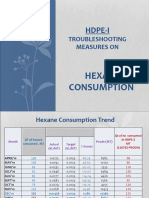
- Reasons For Hexane Consumption9Document16 pagesReasons For Hexane Consumption9HARVENDRA9022 SINGHNo ratings yet
- Level-Vi - Kharehta (Composite) - 094605100503 - 972022153045894bankinfo (1) CorrectionDocument4 pagesLevel-Vi - Kharehta (Composite) - 094605100503 - 972022153045894bankinfo (1) CorrectionHARVENDRA9022 SINGHNo ratings yet
- Success Story PresentationDocument18 pagesSuccess Story PresentationHARVENDRA9022 SINGHNo ratings yet
- 6 - Low Polymer Treatment Method1Document16 pages6 - Low Polymer Treatment Method1HARVENDRA9022 SINGHNo ratings yet
- ICh O33 IN2001 PPDocument133 pagesICh O33 IN2001 PPLê Hoàng MinhNo ratings yet
- Comparative Analysis of Performance and Emissions of An Engine Operating With Palm Oil Methyl and Ethyl Esters and Their Blends With DieselDocument10 pagesComparative Analysis of Performance and Emissions of An Engine Operating With Palm Oil Methyl and Ethyl Esters and Their Blends With DieselberutulennyNo ratings yet
- Summative Test in Science 6 Q1 W1-5Document1 pageSummative Test in Science 6 Q1 W1-5RHEA MARIE REYESNo ratings yet
- Recycling of WEEE by Magnetic Density Separation: Bin HU, Lorenzo GIACOMETTI, Francesco DI MAIO, Peter REMDocument5 pagesRecycling of WEEE by Magnetic Density Separation: Bin HU, Lorenzo GIACOMETTI, Francesco DI MAIO, Peter REMŞansal DikmenerNo ratings yet
- Chemical Reaction Practice TestDocument9 pagesChemical Reaction Practice TestMarivic Bernardo GalvezNo ratings yet
- Viton Selection GuideDocument13 pagesViton Selection GuideAlexandru AndreiNo ratings yet
- Aubf ReviewerDocument3 pagesAubf ReviewerLoro JDNo ratings yet
- Introduction To X-Ray Fluorescence (XRF) Analysis: MSE 854 Dr. Sofia Javed September 2021Document31 pagesIntroduction To X-Ray Fluorescence (XRF) Analysis: MSE 854 Dr. Sofia Javed September 2021Arslan ElahiNo ratings yet
- Cooling A Pipe Filled With WaterDocument78 pagesCooling A Pipe Filled With WatervyrgoNo ratings yet
- G 75 - 01 - RZC1 PDFDocument20 pagesG 75 - 01 - RZC1 PDFSamuel EduardoNo ratings yet
- Dupont Zytel Htn51g35hsl Nc01Document6 pagesDupont Zytel Htn51g35hsl Nc01josebernal_mzaNo ratings yet
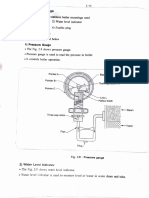
- Unit 3 BoilerDocument17 pagesUnit 3 BoilerAnonymous R7wV0zbMNo ratings yet
- NORYL™ Resin - SE1GFN2 - Asia - Technical - Data - Sheet PDFDocument3 pagesNORYL™ Resin - SE1GFN2 - Asia - Technical - Data - Sheet PDFbhushansalunkeNo ratings yet
- Cryolite JM File 2011Document5 pagesCryolite JM File 2011mutemuNo ratings yet
- Viscoelastic and Rheological Properties of Syndiotactic 1,2-PolybutadieneDocument4 pagesViscoelastic and Rheological Properties of Syndiotactic 1,2-PolybutadieneAmit Kumar SenNo ratings yet
- Advances in Carbon Nanotube N-Type Doping - Methods, Analysis and ApplicationsDocument37 pagesAdvances in Carbon Nanotube N-Type Doping - Methods, Analysis and Applicationslong rangeNo ratings yet
- Organic Chem. NotesDocument117 pagesOrganic Chem. NoteselcarlsansNo ratings yet
- Lecture 7 Gamma Ray LogDocument39 pagesLecture 7 Gamma Ray LogNaser Khan100% (2)
- Isolation, Stabilization and Characterization of Xanthophyll From Marigold FlowerDocument10 pagesIsolation, Stabilization and Characterization of Xanthophyll From Marigold FlowerpratheeshvbNo ratings yet
- Pharmaceutical Dosage Forms Answer Key BLUE and PINK PACOPDocument115 pagesPharmaceutical Dosage Forms Answer Key BLUE and PINK PACOPAlexios Deimos (alxios)No ratings yet
- Solid FLAC Cement Fluid-Loss Additive: Robust FormulationDocument1 pageSolid FLAC Cement Fluid-Loss Additive: Robust Formulationالحمزه حبيبNo ratings yet
- Halogen TrapDocument9 pagesHalogen TrapSolano Mena100% (1)
- OISD Std-108Document15 pagesOISD Std-108Narayanan Menon100% (1)
- RoutledgeHandbooks 9781315117485 Chapter3Document89 pagesRoutledgeHandbooks 9781315117485 Chapter3Uma KoduriNo ratings yet
- Polymers:: Definition: A Polymer Is A LargeDocument19 pagesPolymers:: Definition: A Polymer Is A LargeAbhisek DasNo ratings yet
- Contents DrugDocument6 pagesContents Drugwestcoastaromatics0% (1)
- Atomic Structures Formulas and NamesDocument4 pagesAtomic Structures Formulas and NamesKyla Mari ValduezaNo ratings yet
- Microbial Biodeterioration of Leather and Its Control: A ReviewDocument7 pagesMicrobial Biodeterioration of Leather and Its Control: A ReviewSalemNo ratings yet
- Casting PDFDocument40 pagesCasting PDFphani301100% (1)
- Iqbal Memorial High School Dooru Shahabad: Lesson No. 9 Soil Erosion, Soil ConservationDocument11 pagesIqbal Memorial High School Dooru Shahabad: Lesson No. 9 Soil Erosion, Soil ConservationUBAID YAQOOBNo ratings yet