You might also like
- SABROE Guia de Servicio SMC-100 TSMC-100 Mk1,2,3 y 4Document30 pagesSABROE Guia de Servicio SMC-100 TSMC-100 Mk1,2,3 y 4eduardomanuel3100% (2)
- Manual Sabroe SMC - 104-106-108 - EN PDFDocument179 pagesManual Sabroe SMC - 104-106-108 - EN PDFPablo Ruiz86% (7)
- Esab LTN 255 Aristo-Tig 255Document50 pagesEsab LTN 255 Aristo-Tig 255federicoNo ratings yet
- Power Tig 160/200: Service ManualDocument46 pagesPower Tig 160/200: Service Manualsamasca_serbanNo ratings yet
- Tractor Case Series JX PDFDocument85 pagesTractor Case Series JX PDFLeonardo MedinaNo ratings yet
- Manuali Bosch I Instalimit Te Pom Pave Termike GjeotermaleDocument46 pagesManuali Bosch I Instalimit Te Pom Pave Termike GjeotermaleLavdërim SalihuNo ratings yet
- New Red BookDocument100 pagesNew Red BookIan McDaniel (Mc)No ratings yet
- Operating Instruction SRP 1515 FPDocument40 pagesOperating Instruction SRP 1515 FPlacoth100% (1)
- Schneider RM6Document82 pagesSchneider RM6boris100% (1)
- VM405 PBBD2 52317 PDFDocument51 pagesVM405 PBBD2 52317 PDFpechnicNo ratings yet
- Circuit Breaker SF1Document58 pagesCircuit Breaker SF1Alejandra Toro VelasquezNo ratings yet
- Qts ManualDocument57 pagesQts ManualCLARA CARMONANo ratings yet
- Service Manual: Lift TrucksDocument9 pagesService Manual: Lift TrucksChristian Bedoya25% (4)
- Caterpillar Traxcavator Service Manual CT S Trax931Document24 pagesCaterpillar Traxcavator Service Manual CT S Trax931baracuss323iNo ratings yet
- Voltage Regulator Equipment: InstructionsDocument28 pagesVoltage Regulator Equipment: Instructionslxd.hepNo ratings yet
- Manual de Interruptores Sf6 MabeDocument46 pagesManual de Interruptores Sf6 MabeantonioNo ratings yet
- CVT Juke Re0f10bDocument253 pagesCVT Juke Re0f10bAndika SetiyawanNo ratings yet
- VW Amarok 8 Speed Automatic Gearbox 0dr EngDocument89 pagesVW Amarok 8 Speed Automatic Gearbox 0dr Engjose reirizNo ratings yet
- 8 Speed Automatic Gearbox 09p EngDocument105 pages8 Speed Automatic Gearbox 09p EngVladyslav100% (1)
- Maintain Your Vehicle Safely: Precautions for Supplemental Restraint SystemsDocument32 pagesMaintain Your Vehicle Safely: Precautions for Supplemental Restraint SystemsDonnell FrancisNo ratings yet
- Instr Use Rollarc Withdrawable in MCsetDocument38 pagesInstr Use Rollarc Withdrawable in MCsetcatalinccNo ratings yet
- 50 Manual Nissan Sentra 2013Document276 pages50 Manual Nissan Sentra 2013DavidNo ratings yet
- Maxitorque Transmissions t313-t318 (L) (LR) (21) (l21) (Lr21) Service ManualDocument268 pagesMaxitorque Transmissions t313-t318 (L) (LR) (21) (l21) (Lr21) Service ManualHenry Castillo Hidalgo100% (1)
- Tana Gseries Ho C110304enDocument65 pagesTana Gseries Ho C110304enNguyen Ngoc100% (1)
- Oil Gas Ratings Guide February 2020 LECW2462 27Document92 pagesOil Gas Ratings Guide February 2020 LECW2462 27Zaka ZaheeriNo ratings yet
- Directional Control Valves CatalogueDocument31 pagesDirectional Control Valves Cataloguegurivi201100% (1)
- Engine Cooling System: SectionDocument85 pagesEngine Cooling System: SectionАндрей НадточийNo ratings yet
- Engine-CAHA-TDI Injection and Glow Plug System (4-Cyl 2 0 LTR 4-ValveDocument78 pagesEngine-CAHA-TDI Injection and Glow Plug System (4-Cyl 2 0 LTR 4-ValveCatalin UrsachiNo ratings yet
- Engine Cooling System: SectionDocument87 pagesEngine Cooling System: SectionLuis BarriosNo ratings yet
- Engine Lubrication & Cooling SystemsDocument36 pagesEngine Lubrication & Cooling SystemsarbutacNo ratings yet
- 1 - PDFsam - REHS2892-08 Electrical A&I Guide For Frac Xmissions TH48-E70, TH55-E70 & TH55-E90Document1 page1 - PDFsam - REHS2892-08 Electrical A&I Guide For Frac Xmissions TH48-E70, TH55-E70 & TH55-E90tvwrightNo ratings yet
- Samand: Cooling, Manifold and Exhaust Система охлаждения двигателя Система выпуска отработавших газовDocument40 pagesSamand: Cooling, Manifold and Exhaust Система охлаждения двигателя Система выпуска отработавших газовДмитрий ДимкаNo ratings yet
- Mig 4002cwDocument64 pagesMig 4002cwdpwtNo ratings yet
- 9pa Group 0 GeneralDocument154 pages9pa Group 0 GeneralSebastian MunteanNo ratings yet
- Danfoss Scroll Compressors in Parallel Installation SMSYSZDocument48 pagesDanfoss Scroll Compressors in Parallel Installation SMSYSZNikolas Chionas100% (1)
- SW 9 XRDocument68 pagesSW 9 XRJuniorz R. Huaylinos CruzNo ratings yet
- Perkins 4006-23TAG3A User's HandbookDocument42 pagesPerkins 4006-23TAG3A User's HandbookMr Morgan100% (1)
- Ariel JGE JGH JGK JGT Manual - 231029 - 233805Document203 pagesAriel JGE JGH JGK JGT Manual - 231029 - 233805Daniel LatorreNo ratings yet
- CHINT Industrial Catalogue 2022Document80 pagesCHINT Industrial Catalogue 2022bahaaNo ratings yet
- 10 Fan DrycoolerDocument36 pages10 Fan DrycoolersamersibaniNo ratings yet
- Manual CompressorDocument84 pagesManual CompressorDi Leo Jr.86% (7)
- Workshop Manual - Perkins 4000 Series 4016 - E61trs 16 Cylinder - Turbocharged - Gas Engines PDFDocument116 pagesWorkshop Manual - Perkins 4000 Series 4016 - E61trs 16 Cylinder - Turbocharged - Gas Engines PDFVery Pambudi100% (4)
- MVC 9028 PDFDocument32 pagesMVC 9028 PDFAnonymous u0wETydFNo ratings yet
- En ACS800-67LC System Descr B ScreenresDocument132 pagesEn ACS800-67LC System Descr B ScreenresReda DjatouNo ratings yet
- Aristofeed 30 4 Aristofeed 48 4: Service ManualDocument30 pagesAristofeed 30 4 Aristofeed 48 4: Service Manualatual manutencaoNo ratings yet
- Maintaining your vehicle effectivelyDocument50 pagesMaintaining your vehicle effectivelyluis enrique arriz rodriguezNo ratings yet
- Compresor TMDocument62 pagesCompresor TMFernando Pérez SarriaNo ratings yet
- TDI Injection and Glow Plug System 4-Cyl 2 0 LTR 4-Valve Common RailDocument77 pagesTDI Injection and Glow Plug System 4-Cyl 2 0 LTR 4-Valve Common RailergdegNo ratings yet
- Allison Transmissions Operating Manual 2002 SmallDocument42 pagesAllison Transmissions Operating Manual 2002 SmallleoscazNo ratings yet
- Transaxle & Transmission: SectionDocument37 pagesTransaxle & Transmission: SectionNestor RosalesNo ratings yet
- Engine Lubrication & Cooling SystemsDocument36 pagesEngine Lubrication & Cooling SystemsRached DouahchuaNo ratings yet
- Engine Cooling System: SectionDocument76 pagesEngine Cooling System: SectionH. Yusmira (Kang Otto)No ratings yet
- EA3501SR ManualDocument40 pagesEA3501SR ManualterradyneamgNo ratings yet
- Engine Adr Aeb Anb Apt Apu Arg Atw Afy Repair Manual EngDocument187 pagesEngine Adr Aeb Anb Apt Apu Arg Atw Afy Repair Manual Engnikitobg13No ratings yet
- Micra k13 TransmissionDocument49 pagesMicra k13 Transmissionlukasz_b7No ratings yet
- Transaxle & Transmission: SectionDocument274 pagesTransaxle & Transmission: SectionRuhu royNo ratings yet
- Variable Speed Pumping: A Guide to Successful ApplicationsFrom EverandVariable Speed Pumping: A Guide to Successful ApplicationsRating: 3 out of 5 stars3/5 (2)
- Incompressible Flow Turbomachines: Design, Selection, Applications, and TheoryFrom EverandIncompressible Flow Turbomachines: Design, Selection, Applications, and TheoryNo ratings yet
- Anw SB17 01 PDFDocument2 pagesAnw SB17 01 PDFEnzo Solis PerezNo ratings yet
- Refrigeración Por AsbsorciónDocument12 pagesRefrigeración Por Asbsorciónjuan leyyonNo ratings yet
- 03 Condenser NOV21Document36 pages03 Condenser NOV21juan leyyonNo ratings yet
- TBW - FC Acoplamiento FrickDocument88 pagesTBW - FC Acoplamiento Frickjuan leyyonNo ratings yet
- Polygon-D60 X h90 6-Sided 6e0ww05fDocument1 pagePolygon-D60 X h90 6-Sided 6e0ww05fjuan leyyonNo ratings yet
- Unisab II Ver 202.04 - Engineering Manual - 0178-511 - ENGDocument230 pagesUnisab II Ver 202.04 - Engineering Manual - 0178-511 - ENGjuan leyyon88% (8)
- Water/dirt and oil purifier type WDO G principle diagramDocument1 pageWater/dirt and oil purifier type WDO G principle diagramjuan leyyonNo ratings yet
- 10 9Document20 pages10 9limlianpengNo ratings yet
- Access Webinar Audio RecordingDocument34 pagesAccess Webinar Audio Recordingjuan leyyonNo ratings yet
- Klein Illapel EPSL PreprintDocument28 pagesKlein Illapel EPSL PreprintRafael RoqueNo ratings yet
- I N T e R N A T I o N A LDocument36 pagesI N T e R N A T I o N A Ljuan leyyonNo ratings yet
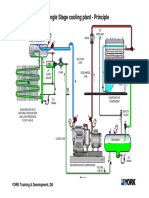
- Single Stage Cooling Plant - PrincipleDocument1 pageSingle Stage Cooling Plant - Principlejuan leyyonNo ratings yet
- Water contamination causes issues in ammonia refrigerationDocument3 pagesWater contamination causes issues in ammonia refrigerationjuan leyyonNo ratings yet
- Phillips DangersWater PDFDocument37 pagesPhillips DangersWater PDFjuan leyyonNo ratings yet
- Ammonia Gauge: Description & FeaturesDocument3 pagesAmmonia Gauge: Description & Featuresjuan leyyonNo ratings yet
- BuildingDocument12 pagesBuildingjuan leyyonNo ratings yet
- Phillips DangersWater PDFDocument37 pagesPhillips DangersWater PDFjuan leyyonNo ratings yet
- Application Supplement: Manufacturing, IncDocument50 pagesApplication Supplement: Manufacturing, Incjuan leyyonNo ratings yet
- Controles Automáticos para Refrigeración Industrial.Document862 pagesControles Automáticos para Refrigeración Industrial.juan leyyonNo ratings yet
- Application Supplement: Manufacturing, IncDocument50 pagesApplication Supplement: Manufacturing, Incjuan leyyonNo ratings yet
- Understanding and Verifying Compressor SafetiesDocument48 pagesUnderstanding and Verifying Compressor SafetiesJuan Pablo NavasNo ratings yet
- Compr Oil Analysis E20-10 SPC May00Document1 pageCompr Oil Analysis E20-10 SPC May00juan leyyonNo ratings yet
- Sulfur Sticks SDS 05-2016 IRPLLC Rev3 PDFDocument3 pagesSulfur Sticks SDS 05-2016 IRPLLC Rev3 PDFjuan leyyonNo ratings yet
- Datasheet Schuetz Ecobulk MX enDocument1 pageDatasheet Schuetz Ecobulk MX enjuan leyyonNo ratings yet
- Sulfur Sticks SDS 05-2016 IRPLLC Rev3Document3 pagesSulfur Sticks SDS 05-2016 IRPLLC Rev3juan leyyonNo ratings yet
- Man d2842 630 730 KvaDocument4 pagesMan d2842 630 730 KvaSatria TrianaNo ratings yet
- Wilson Livestock BrochureDocument9 pagesWilson Livestock BrochureBaw BawNo ratings yet
- Detroit V71 Service Manual Parte 1Document322 pagesDetroit V71 Service Manual Parte 1Elisio Marques100% (3)
- CPC Fault Code ListDocument6 pagesCPC Fault Code Listcristian picadoNo ratings yet
- Diagram 1 AIR CONDITIONING (A..Document1 pageDiagram 1 AIR CONDITIONING (A..AugustoCamachoNo ratings yet
- Catalogue BremenDocument7 pagesCatalogue BremenRizki Heru HermawanNo ratings yet
- Core Acceptance - Injection PumpDocument9 pagesCore Acceptance - Injection PumpGersonNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- 500 Se Ries Speed Om e Ters and Tachometers: Fea TuresDocument2 pages500 Se Ries Speed Om e Ters and Tachometers: Fea Turesanthony corsiNo ratings yet
- Seat Belt Warning System OperationDocument2 pagesSeat Belt Warning System OperationMaxi SardiNo ratings yet
- 1964 Plymouth Barracuda Landau (Factory Prototype W/ Targa Top) - Photos & CorrespondenceDocument12 pages1964 Plymouth Barracuda Landau (Factory Prototype W/ Targa Top) - Photos & CorrespondenceAndrew MikelsonNo ratings yet
- WWW - Incar.tw-How To Build Cobra Kit Cars Buying Used Performance ProjectsDocument6 pagesWWW - Incar.tw-How To Build Cobra Kit Cars Buying Used Performance Projectsshylen sadienNo ratings yet
- United India Insurance Company LimitedDocument11 pagesUnited India Insurance Company LimitedVivalta ModellingNo ratings yet
- Gajra GearsDocument17 pagesGajra GearsJuhi Yadav100% (2)
- Airplane Engine Encyclopedia (En) Part 1Document282 pagesAirplane Engine Encyclopedia (En) Part 1Bea100% (1)
- Panda 8000i ManualDocument176 pagesPanda 8000i Manualeeswaran2000No ratings yet
- Truck trailer refrigerator design planDocument4 pagesTruck trailer refrigerator design planAmir MohammedNo ratings yet
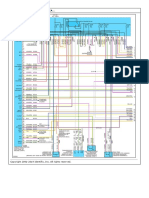
- SD313-2 MFI Control System (G4FC-GSL 1.6L)Document1 pageSD313-2 MFI Control System (G4FC-GSL 1.6L)Luis GarcíaNo ratings yet
- Technical Specifi Cati OnsDocument24 pagesTechnical Specifi Cati OnsRaguramNo ratings yet
- Introduction To Industrial Technology Midterm ReviewerDocument7 pagesIntroduction To Industrial Technology Midterm ReviewerRenz Moyo ManzanillaNo ratings yet
- CDI4Document4 pagesCDI4Xperience LegoNo ratings yet
- Thesis 2011 Turner PDFDocument386 pagesThesis 2011 Turner PDFPetar PavićNo ratings yet
- Special cables for hybrid vehiclesDocument1 pageSpecial cables for hybrid vehiclesVlado PetkovskiNo ratings yet
- Msa15 - Edc15Document4 pagesMsa15 - Edc15Giedrius Zasas80% (5)
- Toyota Kijang Innova Service Manual PdfDocument2 pagesToyota Kijang Innova Service Manual PdfWijoyo Kusumo58% (24)
- GB 1533 2002 S Service Manual Mini Crosser X2 Ver 100rDocument114 pagesGB 1533 2002 S Service Manual Mini Crosser X2 Ver 100rToine LimbeekNo ratings yet
- Fire Fighting Pupms Data SheetDocument18 pagesFire Fighting Pupms Data SheetnourfarmajidNo ratings yet
- Toyota Production System PDFDocument7 pagesToyota Production System PDFZaib RehmanNo ratings yet
- Solved Problems - Design of Cam Clutches and BrakesDocument9 pagesSolved Problems - Design of Cam Clutches and BrakesSashankNiroulaNo ratings yet
- SOP - Incoming Raw Material Unloading in Plant - 2020Document7 pagesSOP - Incoming Raw Material Unloading in Plant - 2020manavNo ratings yet