You might also like
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Storage Tanks Selection, Design, Testing, Inspection, and Maintenance: Emission Management and Environmental Protection: Emission Management and Environmental ProtectionFrom EverandStorage Tanks Selection, Design, Testing, Inspection, and Maintenance: Emission Management and Environmental Protection: Emission Management and Environmental ProtectionNo ratings yet
- 2017 - OGMP TGD4 Reciprocating Compressors - CCACDocument10 pages2017 - OGMP TGD4 Reciprocating Compressors - CCACpaulNo ratings yet
- 10-2-105 Generator Oil LeaksDocument17 pages10-2-105 Generator Oil LeaksVictor DavidNo ratings yet
- Rotork - CP - Manual OyM Pub013-003!00!0308Document10 pagesRotork - CP - Manual OyM Pub013-003!00!0308Richard VizcarraNo ratings yet
- Rotork Manual Operacion Actuador GO PDFDocument13 pagesRotork Manual Operacion Actuador GO PDFmilecsa100% (1)
- Module 7 (Maintenance Practices) Sub Module 7.18 (Aircraft Disassembly, Inspection, Repair and Assembly Techniques) PDFDocument67 pagesModule 7 (Maintenance Practices) Sub Module 7.18 (Aircraft Disassembly, Inspection, Repair and Assembly Techniques) PDFshareyhou0% (1)
- Turbine MTCDocument9 pagesTurbine MTCArya Singh Rathod100% (1)
- Pattern Failures: Plagued With Problems by DesignDocument2 pagesPattern Failures: Plagued With Problems by DesignavinashjhamechxNo ratings yet
- CYLINDER LEAKAGE TESTER INSTRUCTIONSDocument2 pagesCYLINDER LEAKAGE TESTER INSTRUCTIONSwalson glen CrastaNo ratings yet
- Oto 01061Document254 pagesOto 01061Yolanda Marcela Enríquez MéndezNo ratings yet
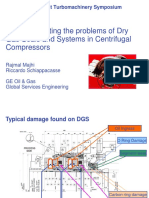
- Trouble Shooting The Problems of Dry Gas Seals and Systems in Centrifugal CompressorsDocument23 pagesTrouble Shooting The Problems of Dry Gas Seals and Systems in Centrifugal CompressorsImran ShaikhNo ratings yet
- Rotork GH ManualDocument12 pagesRotork GH ManualHunson AbadeerNo ratings yet
- Regulators: Certifi Ed ISO 9001Document16 pagesRegulators: Certifi Ed ISO 9001HUBERT GERMAN BRIOSO BARRENECHEANo ratings yet
- Mechanical seal failure analysisDocument2 pagesMechanical seal failure analysisrizki akhadiNo ratings yet
- Install, Operate and Maintain Your GA-160 Gas AmplifierDocument8 pagesInstall, Operate and Maintain Your GA-160 Gas AmplifierAldo Marcelo Soliz AngolaNo ratings yet
- C.02 - Gas-Freeing and Cleaning of TanksDocument7 pagesC.02 - Gas-Freeing and Cleaning of TanksmkkamarajNo ratings yet
- ECB Priority III: Oil Carry Over From Air Filter On GA7-37VSD+Document6 pagesECB Priority III: Oil Carry Over From Air Filter On GA7-37VSD+Yurdan HakimNo ratings yet
- Fallas Encilindro EatonDocument4 pagesFallas Encilindro EatonSaul Huaman SanchezNo ratings yet
- Maintain CONSEP Separator with Proper Inspection and ServiceDocument4 pagesMaintain CONSEP Separator with Proper Inspection and ServicecarlosegomezfNo ratings yet
- Cdoif: Chemical and Downstream Oil Industries ForumDocument25 pagesCdoif: Chemical and Downstream Oil Industries Forumdwi rakhmatullahNo ratings yet
- Airworthiness Bulletin: 2. PurposeDocument7 pagesAirworthiness Bulletin: 2. PurposeHuda LestraNo ratings yet
- Events Oilgas 20090914 Picard1Document18 pagesEvents Oilgas 20090914 Picard1sadiqNo ratings yet
- Gammon Contamination Test Kits PDFDocument3 pagesGammon Contamination Test Kits PDFpersadanusantaraNo ratings yet
- Manual Bomba KSB RPK 41 1118Document20 pagesManual Bomba KSB RPK 41 1118elegel1982100% (2)
- L 2484DOMTrboInstMan5!30!07Document16 pagesL 2484DOMTrboInstMan5!30!07PIKO MOBNo ratings yet
- Aircraft Disassembly, Inspection, Repair TechniquesDocument63 pagesAircraft Disassembly, Inspection, Repair TechniquesAamir JavaidNo ratings yet
- F Class Gas Turbine Compressor Water Wash SystemDocument8 pagesF Class Gas Turbine Compressor Water Wash SystemAbdelaziz Eldeeb100% (1)
- 2946 0066 02 - Z Storage InstructionDocument12 pages2946 0066 02 - Z Storage Instructionfxzmj4hg8xNo ratings yet
- PrimeRoyal Metallic LE IOMDocument19 pagesPrimeRoyal Metallic LE IOMTadeo FajardoNo ratings yet
- Recommended WPCE Service and Certification ScheduleDocument3 pagesRecommended WPCE Service and Certification ScheduleMehdi SoltaniNo ratings yet
- Tc148-2 Manual GV O&mDocument20 pagesTc148-2 Manual GV O&mFam Escalante OnofreNo ratings yet
- Man Valve OM FLS-TC148-2 O&M Rev08 Dec 2009Document20 pagesMan Valve OM FLS-TC148-2 O&M Rev08 Dec 2009Adrian Cantaragiu100% (3)
- Practical Replacement AssignmentDocument8 pagesPractical Replacement AssignmentSThaneasMurNo ratings yet
- HSE Executive - Guidance On Balanced Bellows Pressure Relief ValvesDocument3 pagesHSE Executive - Guidance On Balanced Bellows Pressure Relief ValvespbanerjeeNo ratings yet
- Saudi Aramco Pressure Testing SafetyDocument17 pagesSaudi Aramco Pressure Testing Safetytarique100% (1)
- Installation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BDocument44 pagesInstallation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BValentina PopescuNo ratings yet
- Mantenimiento Valvulas LVFDocument45 pagesMantenimiento Valvulas LVFmelimonteNo ratings yet
- Grasso Self-Limiting Automatic Purger Ce Ped: Installation and Maintenance Manual (IMM) 0089293Document28 pagesGrasso Self-Limiting Automatic Purger Ce Ped: Installation and Maintenance Manual (IMM) 0089293Paweł HejmowskiNo ratings yet
- Pipeline Pigging ProcedureDocument22 pagesPipeline Pigging Proceduresamkarthik47100% (5)
- Commissioning Procedure APR10 GBDocument11 pagesCommissioning Procedure APR10 GBAleksanrd Mihailov100% (1)
- Parker TechConnect The Cost of A Hydraulic LeakageDocument2 pagesParker TechConnect The Cost of A Hydraulic LeakageSanjay BaldwaNo ratings yet
- Manual - 2389 Hs-Iso-Vac r2Document21 pagesManual - 2389 Hs-Iso-Vac r2Federico QuijanoNo ratings yet
- Boroscope Inspection For Gas TurbinesDocument6 pagesBoroscope Inspection For Gas TurbinesJJ50% (2)
- 0002 - 102 Pressure Testing SafelyDocument18 pages0002 - 102 Pressure Testing SafelyFaris WahedNo ratings yet
- Maintain Private Fire HydrantsDocument11 pagesMaintain Private Fire HydrantsJeff D. Agustin100% (1)
- Cylinder Leakage Tester 2 - Gauge Vse2020.V3: 1. SafetyDocument2 pagesCylinder Leakage Tester 2 - Gauge Vse2020.V3: 1. Safetyhotmaail4No ratings yet
- Rotary Valves MaintenanceDocument8 pagesRotary Valves MaintenanceAbdelkhak KhallaNo ratings yet
- 1w Mech Mob Crane-Hyd Insp. Maint. 15tonDocument18 pages1w Mech Mob Crane-Hyd Insp. Maint. 15tonebonilla88No ratings yet
- Operating and Installation Instructions: Disc Check Valves Checko - D DN125-350Document8 pagesOperating and Installation Instructions: Disc Check Valves Checko - D DN125-350sauloNo ratings yet
- Maintenance of HVACDocument47 pagesMaintenance of HVACab_s5036No ratings yet
- Guideline Mechanical - Stationary Maintenance N-G-MC 110: Technical Community - North AmericaDocument5 pagesGuideline Mechanical - Stationary Maintenance N-G-MC 110: Technical Community - North AmericaMEGAN ASBROCKNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of TablesDocument11 pagesFM Global Property Loss Prevention Data Sheets: List of TablesNonnoNo ratings yet
- ABB Transformer Installation ManualDocument18 pagesABB Transformer Installation Manualjt4fds100% (3)
- wJGAIHuDI0EBhB Y062522-001-EN WEB2Document6 pageswJGAIHuDI0EBhB Y062522-001-EN WEB2Pedro CardenasNo ratings yet
- Rtad-Svx01d-E4 0106Document76 pagesRtad-Svx01d-E4 0106Huy Quyết NgôNo ratings yet
- Maintain High-Voltage BushingsDocument10 pagesMaintain High-Voltage BushingsNoé Rafael Colorado SósolNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Solar Guide HomeownersDocument20 pagesSolar Guide HomeownerspaulNo ratings yet
- Solar Guide For Beginners Replenishable EnergyDocument25 pagesSolar Guide For Beginners Replenishable EnergypaulNo ratings yet
- Dcbel Solar Guide 2021Document18 pagesDcbel Solar Guide 2021paulNo ratings yet
- Homeowners Guide To Solar PVDocument5 pagesHomeowners Guide To Solar PVpaulNo ratings yet
- 2017 - OGMP TGD8 Well Completions - CCACDocument8 pages2017 - OGMP TGD8 Well Completions - CCACpaulNo ratings yet
- T G D N 1: N G - P C P: Echnical Uidance Ocument UmberDocument20 pagesT G D N 1: N G - P C P: Echnical Uidance Ocument UmberpaulNo ratings yet
- GT-9FA-Phase III ParametersDocument28 pagesGT-9FA-Phase III Parameterssrinivas100% (1)
- Pottersprinkler CatalogDocument19 pagesPottersprinkler CatalogtthenryNo ratings yet
- Diaphragm Accumulators: - AD SeriesDocument6 pagesDiaphragm Accumulators: - AD SeriesAFG AutomacaoNo ratings yet
- Equipment Preservation Standard Specification - MCE EG016 CDocument4 pagesEquipment Preservation Standard Specification - MCE EG016 CSenol LimanNo ratings yet
- Odour Scrubber Equipment DesignDocument12 pagesOdour Scrubber Equipment DesignSaleem BaigNo ratings yet
- Eastern Gas Pipeline Technical SpecificationDocument80 pagesEastern Gas Pipeline Technical Specificationdgalindo1No ratings yet
- TRWDocument143 pagesTRWFederico GutierrezNo ratings yet
- Dakota Encased Glass Tube RotametersDocument17 pagesDakota Encased Glass Tube RotametersNibinNo ratings yet
- Electric PID Valve Controllers and SSRs - 8071D, 8072D, 47581L001/47581L002Document8 pagesElectric PID Valve Controllers and SSRs - 8071D, 8072D, 47581L001/47581L002Mohammad HosseinNo ratings yet
- Yuri Senkevich - Cargo System ManualDocument237 pagesYuri Senkevich - Cargo System Manualpochinkov100% (1)
- Tronic 3000T Installation ManualDocument28 pagesTronic 3000T Installation ManualrdoneNo ratings yet
- Water Network Works Method of Measurement SummaryDocument36 pagesWater Network Works Method of Measurement Summaryamaher93No ratings yet
- Th315 Training MaterialDocument30 pagesTh315 Training MaterialMoises Salcedo AguilarNo ratings yet
- MS 01 177Document9 pagesMS 01 177ChiffXNo ratings yet
- Cast SteelDocument20 pagesCast SteelRafique SoomroNo ratings yet
- SOLAS Regulation - 11 - Structural - IntegrityDocument7 pagesSOLAS Regulation - 11 - Structural - IntegrityPasin ThiensawangchaiNo ratings yet
- Tb45 Gasoline Engine (Ecu) : Service ManualDocument25 pagesTb45 Gasoline Engine (Ecu) : Service ManualVENTAS DIESEL DE EL SALVADORNo ratings yet
- 1-Carter Interceptor GTR 250 Parts Manual MODEL - DifferentialDocument50 pages1-Carter Interceptor GTR 250 Parts Manual MODEL - DifferentialoakstrNo ratings yet
- Carburadoiers y MagnetosDocument73 pagesCarburadoiers y MagnetosFRRNo ratings yet
- Komatsu D275ax 5eo Shop ManualDocument20 pagesKomatsu D275ax 5eo Shop ManualBarry100% (55)
- Tutorial Pneumatic CircuitDocument5 pagesTutorial Pneumatic CircuitMuhammad Abdullah0% (1)
- PU-133AB - 規格GMXa spc 2022Document5 pagesPU-133AB - 規格GMXa spc 2022Ý TrầnNo ratings yet
- Avk Double Eccentric Butterfly Valve, Pn25 756/118-002Document3 pagesAvk Double Eccentric Butterfly Valve, Pn25 756/118-002thehuy015No ratings yet
- IOM Actuator AutomaxSupernovaDocument4 pagesIOM Actuator AutomaxSupernovaNaser JahangiriNo ratings yet
- Cartridge Solenoid Valve Type VR 032Document4 pagesCartridge Solenoid Valve Type VR 032ezeizabarrenaNo ratings yet
- Control Loop and DynamicsDocument12 pagesControl Loop and DynamicsMuhammad Idris SazaliNo ratings yet
- RS W446 PUMP OperationManualDocument29 pagesRS W446 PUMP OperationManualADM MTCNo ratings yet
- 0006 Maintenance Schedule TCG2020K PDFDocument8 pages0006 Maintenance Schedule TCG2020K PDFMd Iqbal HossainNo ratings yet
- Project Standard Specification: Packaged Booster Pumps 15444 - Page 1/6Document6 pagesProject Standard Specification: Packaged Booster Pumps 15444 - Page 1/6adel rihanaNo ratings yet
- Total Tank Management: Tank Blanketing Solutions For Peace of Mind!Document2 pagesTotal Tank Management: Tank Blanketing Solutions For Peace of Mind!bondsivamaniNo ratings yet