You might also like
- DJJ3032 - Workshop Practice 3 (Lathe Machining)Document8 pagesDJJ3032 - Workshop Practice 3 (Lathe Machining)Afiq Fahmi100% (2)
- Workshop Hammer ReportDocument14 pagesWorkshop Hammer ReportJoshua Chong67% (3)
- Hammer Full ReportDocument9 pagesHammer Full ReportVince Ong100% (3)
- Tracing Dissolved Oxygen Pickup in Beer PackagingDocument37 pagesTracing Dissolved Oxygen Pickup in Beer Packagingfrank_91No ratings yet
- Raw Mix Design by Rashid Jamal (16.02.2017)Document20 pagesRaw Mix Design by Rashid Jamal (16.02.2017)Muhammad AwaisNo ratings yet
- Model - I Turning Operations Performed On A Given Mild Steel Work PieceDocument4 pagesModel - I Turning Operations Performed On A Given Mild Steel Work PiecejssrikantamurthyNo ratings yet
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARNo ratings yet
- Manufacturing Processes Open Ended Lab ReportDocument15 pagesManufacturing Processes Open Ended Lab ReportDawood KhanNo ratings yet
- ME8462-Manufacturing Technology Lab-II 2017 RegulationDocument46 pagesME8462-Manufacturing Technology Lab-II 2017 RegulationVadivel .RNo ratings yet
- ME2258 Manufacturing Technology Lab IIDocument14 pagesME2258 Manufacturing Technology Lab IIதியாகராஜன் அரிதாஸ்No ratings yet
- Lathe ExperimentDocument7 pagesLathe ExperimentMd Sajib SheikhNo ratings yet
- Lab Manual IPPC - 216Document48 pagesLab Manual IPPC - 216Akhtar AliNo ratings yet
- Lathe thread cutting guideDocument9 pagesLathe thread cutting guideSai KiranNo ratings yet
- Laporan Turning ProsmanDocument25 pagesLaporan Turning Prosmannadia frizaNo ratings yet
- Unit 5Document8 pagesUnit 5Narendra YadavNo ratings yet
- MFT Lab Manual 2017-18 Even UpdatedDocument63 pagesMFT Lab Manual 2017-18 Even UpdatedPrakash ThangavelNo ratings yet
- ME3201Document4 pagesME3201Md. Tariqul Islam MunnaNo ratings yet
- Chapter-1 Manufacturing TechnologyDocument39 pagesChapter-1 Manufacturing TechnologyKarthickNo ratings yet
- MT Lab Manual r21Document49 pagesMT Lab Manual r21vtsks2005No ratings yet
- Experiment Fi1 PDFDocument33 pagesExperiment Fi1 PDFrajamanickam sNo ratings yet
- Summary Report: RitikDocument35 pagesSummary Report: Ritikshivam modanwalNo ratings yet
- Man ProDocument2 pagesMan ProlividiveNo ratings yet
- TurningDocument9 pagesTurningAhmed RexNo ratings yet
- Machining ToolsDocument4 pagesMachining Toolshirocode zeroNo ratings yet
- Make a Pin Hammer with Hand & Machine ToolsDocument17 pagesMake a Pin Hammer with Hand & Machine ToolsTan YikcongNo ratings yet
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- MCTD LabDocument38 pagesMCTD LabnidhidarklordNo ratings yet
- Ypdf PDFDocument8 pagesYpdf PDFMR SASANo ratings yet
- Milling Report Section 5Document9 pagesMilling Report Section 5AbbyNo ratings yet
- Lathe Report 1Document17 pagesLathe Report 1Muhammad AbtaheeNo ratings yet
- ME2258 Lab ManualDocument14 pagesME2258 Lab ManualMURALIGOCAM_29070605No ratings yet
- JOB REPORT ON MACHINE SHOP TURNINGDocument8 pagesJOB REPORT ON MACHINE SHOP TURNINGNur Akmal100% (1)
- Machine Shop Lab Manual 2018Document16 pagesMachine Shop Lab Manual 2018S B MALLURNo ratings yet
- Aircraft Material & Production - MANUALDocument45 pagesAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Production Technology GuideDocument10 pagesProduction Technology GuideSean MINo ratings yet
- Drilling Process GuideDocument14 pagesDrilling Process GuideKhairunnisaSyahirah100% (2)
- 414 TutorialsDocument2 pages414 TutorialsAMOS SIFUNANo ratings yet
- Institutional Activity: GuideDocument9 pagesInstitutional Activity: GuideUttu_DasNo ratings yet
- 4 - Sem Lab Manual: Spur Gear MillingDocument10 pages4 - Sem Lab Manual: Spur Gear MillingPRASSAN SHAHNo ratings yet
- انتاج ٢Document9 pagesانتاج ٢khaledfarrag281No ratings yet
- D.desmaan Machining & Manufacturing Lab ReportDocument11 pagesD.desmaan Machining & Manufacturing Lab ReportD.DesmaanNo ratings yet
- Vsa Scholl of Engineering: Iv Semester Mechanical EngineeringDocument43 pagesVsa Scholl of Engineering: Iv Semester Mechanical EngineeringDmj Anbu RajNo ratings yet
- EN. MOHD HAZIQ BIN ZULKIFLIDocument9 pagesEN. MOHD HAZIQ BIN ZULKIFLIYam BlackNo ratings yet
- Lab Manual - BWPDocument23 pagesLab Manual - BWPAneesh KumarNo ratings yet
- Lab 4Document5 pagesLab 4eimaan afrozNo ratings yet
- DJJ10022 REPORT (Fitting)Document6 pagesDJJ10022 REPORT (Fitting)Muhd Imran Kasyidi OmarNo ratings yet
- MACHINING REPORTDocument5 pagesMACHINING REPORTshirleyna saraNo ratings yet
- Machining CourseworkDocument10 pagesMachining CourseworkJethro JeyarajNo ratings yet
- Table of Contents Guide for Machining ReportDocument15 pagesTable of Contents Guide for Machining Reportyuvaraj shankarNo ratings yet
- MT-2 Lab Manual Rajalaksmi PDFDocument11 pagesMT-2 Lab Manual Rajalaksmi PDFlenojerin3486No ratings yet
- CNC Milling Machine Lab ReportDocument15 pagesCNC Milling Machine Lab ReportDevani HerastNo ratings yet
- Problems Sheet Machine Tools 2015 16Document9 pagesProblems Sheet Machine Tools 2015 16Shafiq AhmadNo ratings yet
- Shop-4-Cross Peen Hammer HeadDocument8 pagesShop-4-Cross Peen Hammer HeadJag MasterNo ratings yet
- Shop Exercise 5Document7 pagesShop Exercise 5marisonNo ratings yet
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- Machining Operations: Turning Processes and ParametersDocument46 pagesMachining Operations: Turning Processes and ParametersMr makladNo ratings yet
- Lathe Lab Report 2220259Document8 pagesLathe Lab Report 2220259Hiumi K.No ratings yet
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemaneNo ratings yet
- Department of Mechanical EngineerngDocument29 pagesDepartment of Mechanical Engineerngnur aisyahNo ratings yet
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- 4 Matter WavesDocument5 pages4 Matter WavesJulian David Henao EscobarNo ratings yet
- Volume 4, Issue 2 (2017) Tropical Plant ResearchDocument173 pagesVolume 4, Issue 2 (2017) Tropical Plant ResearchTropPlResNo ratings yet
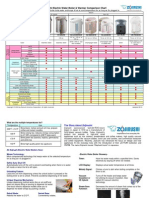
- Zojirushi Electric Water Boiler ChartDocument2 pagesZojirushi Electric Water Boiler ChartthomasdqtNo ratings yet
- Barcelo - Computational Intelligence in ArchaeologyDocument437 pagesBarcelo - Computational Intelligence in Archaeologyhristijan_anch100% (1)
- 150 Sample-Chapter PDFDocument25 pages150 Sample-Chapter PDFMochammad Waris SNo ratings yet
- Comparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesDocument7 pagesComparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesAndrew NallayanNo ratings yet
- TRUMPF Laser Systems Brochure enDocument48 pagesTRUMPF Laser Systems Brochure enXuan Phuong HuynhNo ratings yet
- Packet Tracer Skills Integration ChallengeDocument7 pagesPacket Tracer Skills Integration Challengekaloi0303No ratings yet
- NCR Cassette Magnet Guide - Types 1-4 ConfigurationsDocument1 pageNCR Cassette Magnet Guide - Types 1-4 Configurationsantonysolenc100% (1)
- Valvula Mariposa Con Volante Ranura 250LBS Mech D381X4Document1 pageValvula Mariposa Con Volante Ranura 250LBS Mech D381X4almacen911listoNo ratings yet
- Restore Guide Meridian1Document9 pagesRestore Guide Meridian1Manuel MayeNo ratings yet
- Conn BrocDocument3 pagesConn BrocbenhealyNo ratings yet
- HMDA Building Guidelines Full Low ResDocument88 pagesHMDA Building Guidelines Full Low Resshoeb2007No ratings yet
- Automata Theory and Computability Module 5Document12 pagesAutomata Theory and Computability Module 5Rakshith AcchuNo ratings yet
- Wide Body Shackle - CrosbyDocument1 pageWide Body Shackle - CrosbyPernando SagaNo ratings yet
- 10.1.3.5 UpgradeDocument11 pages10.1.3.5 UpgradeLokesh ChinniNo ratings yet
- Management Visit Report 31 October 2023Document3 pagesManagement Visit Report 31 October 2023John Renz Caling RetiroNo ratings yet
- Complete Range of Pillar and Wall Jib Cranes for Loads up to 6.3 TonnesDocument13 pagesComplete Range of Pillar and Wall Jib Cranes for Loads up to 6.3 TonnesWibowo ArieNo ratings yet
- Feedback Control SystemDocument40 pagesFeedback Control SystemMuhammad SaeedNo ratings yet
- L&M Research Report 1961Document205 pagesL&M Research Report 1961Julia PurperaNo ratings yet
- MT 5656Document2 pagesMT 5656Samuel LekhbakNo ratings yet
- EXCAVATION PERMIT CONDITIONSDocument13 pagesEXCAVATION PERMIT CONDITIONSkevinbovoNo ratings yet
- Yamaha PartesDocument56 pagesYamaha PartesEduardo VasquezNo ratings yet
- Confidential Wireless Communication DocumentDocument3 pagesConfidential Wireless Communication DocumentHakim SabRiNo ratings yet
- WSDOT McDowell Final WirelessCommDocument83 pagesWSDOT McDowell Final WirelessCommoldjanusNo ratings yet
- 4grinding Polishing Flexible ToolsDocument113 pages4grinding Polishing Flexible ToolsGabriel DobrescuNo ratings yet
- CT and Board GamesDocument17 pagesCT and Board GameszarinaNo ratings yet
- Cartas MonteriaDocument11 pagesCartas MonteriaDIEGO RICARDO CARRIAZO NIMISICANo ratings yet