You might also like
- Design Calculations For Aluminium Profile-13794Document14 pagesDesign Calculations For Aluminium Profile-13794msiddiq175% (4)
- Heat Treatment of SteelDocument59 pagesHeat Treatment of SteelNaman ShethNo ratings yet
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerNo ratings yet
- Unit 2 Heat TreatmentDocument59 pagesUnit 2 Heat TreatmentAmutha PSGRKCWNo ratings yet
- Heat Treatment: ME 318 Manufacturing TechniquesDocument12 pagesHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechNo ratings yet
- Heat Treatment Process: By: Jagdish PampaniaDocument67 pagesHeat Treatment Process: By: Jagdish PampaniabassamNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- Heat Treatment of Ferrous MetalsDocument8 pagesHeat Treatment of Ferrous Metalsarchangeluriel06No ratings yet
- Carbon Fiber PropertiesDocument8 pagesCarbon Fiber PropertiesAhmad DanielNo ratings yet
- 1 - Classification of CasingDocument68 pages1 - Classification of CasingnabiNo ratings yet
- Heat Treatment LectureDocument58 pagesHeat Treatment LectureKeith Tanaka Magaka100% (1)
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Stainless Steels For Cryogenic Applications - KEY To METALS ArticleDocument3 pagesStainless Steels For Cryogenic Applications - KEY To METALS Articlekumarpankaj030No ratings yet
- Heat TreamentDocument9 pagesHeat TreamentAtul GaurNo ratings yet
- Vdi 2230 FDocument10 pagesVdi 2230 FDaniel Nauzet Salazar JorgeNo ratings yet
- Normalizing Process For SteelsDocument3 pagesNormalizing Process For Steelsduazo2009No ratings yet
- Pile Cap DesignDocument16 pagesPile Cap DesignAnkit GhildiyalNo ratings yet
- Pengembangan Energy Consumption To Forging and CastingDocument20 pagesPengembangan Energy Consumption To Forging and CastingRefky FNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Objectives of Heat TreatmentDocument6 pagesObjectives of Heat TreatmentAdaitaChowdhury100% (1)
- Heat Treatment of Carbon SteelDocument23 pagesHeat Treatment of Carbon SteelArielle Joyce de JesusNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshish BoraNo ratings yet
- Jnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentDocument31 pagesJnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentJackNo ratings yet
- Hjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentDocument31 pagesHjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Hjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentDocument31 pagesHjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Document 7Document6 pagesDocument 7Roy mugendi100% (1)
- Jhbhkuggsilla Ki Heat TreatmentDocument31 pagesJhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Uggsilla Ki Heat TreatmentDocument31 pagesUggsilla Ki Heat TreatmentJackNo ratings yet
- Heat TreatmentDocument31 pagesHeat TreatmentJackNo ratings yet
- Kjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentDocument31 pagesKjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentJackNo ratings yet
- Gvbhvjhbhkuggsilla Ki Heat TreatmentDocument31 pagesGvbhvjhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- 4Document31 pages4JackNo ratings yet
- Heat Treatment of Welded JointsDocument4 pagesHeat Treatment of Welded JointskingstonNo ratings yet
- Tech Gudeline - HEAT TREATMENTDocument15 pagesTech Gudeline - HEAT TREATMENTggi internationalNo ratings yet
- Uhergihnheat TreatmentDocument31 pagesUhergihnheat TreatmentJackNo ratings yet
- 54tuhergihnheat TreatmentDocument31 pages54tuhergihnheat TreatmentJackNo ratings yet
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Discuss at Least Four Techniques in Forming MetalsDocument3 pagesDiscuss at Least Four Techniques in Forming MetalsJeffrey JimenezNo ratings yet
- Difference Between Hot Rolled Steel and Cold Rolled SteelDocument3 pagesDifference Between Hot Rolled Steel and Cold Rolled SteeltaknevNo ratings yet
- What Is Heat TreatmentDocument5 pagesWhat Is Heat TreatmentAbdulbar kelilNo ratings yet
- Iare Amp Lecture NotesDocument98 pagesIare Amp Lecture NotesDeepika PandeyNo ratings yet
- Overview and Definitions of Heat Treatments For FastenersDocument2 pagesOverview and Definitions of Heat Treatments For Fastenerskaushik9shahNo ratings yet
- Heat TreatmentDocument33 pagesHeat TreatmentIsrael HailuNo ratings yet
- Material ScienceDocument20 pagesMaterial ScienceKushNo ratings yet
- Unit 2 MFTDocument43 pagesUnit 2 MFTDeepak MisraNo ratings yet
- Heat Treatment ProcessDocument31 pagesHeat Treatment ProcessAbhishek IndalkarNo ratings yet
- Heat Treatments: PERFECT - HK - Creativity in FasteningDocument2 pagesHeat Treatments: PERFECT - HK - Creativity in Fasteningdivya2prabakarNo ratings yet
- Agbede Cedar Che 521 Assignment 6-9Document3 pagesAgbede Cedar Che 521 Assignment 6-9Cedar Tirenioluwa AgbedeNo ratings yet
- Amp Lecture NotesDocument98 pagesAmp Lecture NotesRadhika AmmuluNo ratings yet
- MaterialsciencereportDocument6 pagesMaterialsciencereporterosNo ratings yet
- Material Science For CTTC BBSR 11oct 2022Document68 pagesMaterial Science For CTTC BBSR 11oct 2022Nishant ThapliyalNo ratings yet
- Comparison of Hardness For Mild Steel After Normalizing and Hardening ProcessesDocument17 pagesComparison of Hardness For Mild Steel After Normalizing and Hardening Processesyaswanth kumarNo ratings yet
- Material Properties Required For Design: Strength Toughness Ductility Weldability DurabilityDocument3 pagesMaterial Properties Required For Design: Strength Toughness Ductility Weldability DurabilityCvaShangkaranNo ratings yet
- 3rd Class Heat TreatmentDocument19 pages3rd Class Heat TreatmentPROMISE JULIUSNo ratings yet
- Heat TreatmentDocument9 pagesHeat TreatmentsvsddsdsNo ratings yet
- Heat Treatment of Steels (Power Point Presentation)Document14 pagesHeat Treatment of Steels (Power Point Presentation)Armando Lopez Bond75% (4)
- CHAPTER - Heat Treatment 3rd Sem ManufacturingDocument11 pagesCHAPTER - Heat Treatment 3rd Sem Manufacturingkaranragav12No ratings yet
- M 1.2.7 Heat Treatment of Base Materials and Welded JointDocument10 pagesM 1.2.7 Heat Treatment of Base Materials and Welded Jointdokumen qcNo ratings yet
- 3 - Heat Treatment & Engineering ApplicationDocument24 pages3 - Heat Treatment & Engineering ApplicationHussein SaeedNo ratings yet
- Question 3Document4 pagesQuestion 3Fazerin ShahNo ratings yet
- HeattreatmentDocument29 pagesHeattreatmentUJJWAL PRAKASHNo ratings yet
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldNo ratings yet
- Age HardeningDocument5 pagesAge Hardeninganum_nNo ratings yet
- CZTS Raman Spectra Beyond Kesterite: A First-Principles StudyDocument16 pagesCZTS Raman Spectra Beyond Kesterite: A First-Principles StudyCrainlyNo ratings yet
- Test Bank For Radiologic Science For Technologists 11th Edition by BushongDocument5 pagesTest Bank For Radiologic Science For Technologists 11th Edition by Bushongrowenawilliamd6dvliNo ratings yet
- Physics 1 1Document5 pagesPhysics 1 109 Ethan Ho Zehn Hee 何政希No ratings yet
- WWW Kuyhaa MeDocument328 pagesWWW Kuyhaa MeHelmySalehBinMadhiNo ratings yet
- GSC003 Rev 03Document31 pagesGSC003 Rev 03Dragos CîmpeanuNo ratings yet
- A Higher Order Theory Applied To Beams Resting On Elastic Foundations PDFDocument101 pagesA Higher Order Theory Applied To Beams Resting On Elastic Foundations PDFcelsoNo ratings yet
- Rehva: Federation of European Heating and Air-Conditioning AssociationsDocument57 pagesRehva: Federation of European Heating and Air-Conditioning AssociationsmradiliNo ratings yet
- Basf Masterbrace Fibers TdsDocument2 pagesBasf Masterbrace Fibers TdsWahyudi BlueghostNo ratings yet
- Lubrication BasicsDocument3 pagesLubrication BasicsVenkatesh RjNo ratings yet
- Demir 2016Document6 pagesDemir 2016shirazNo ratings yet
- Metalock ProcessDocument1 pageMetalock ProcessJefferson RojasNo ratings yet
- SkinDocument8 pagesSkinYamal E Askoul TNo ratings yet
- Paper ISTS15 - 98 v7Document8 pagesPaper ISTS15 - 98 v7Felipe montanaNo ratings yet
- Aero SemDocument182 pagesAero SemNaveen Singh100% (1)
- PURCHASE SPEC. FOR PLATES-CLADDED (SA266 Gr.2 + S31803)Document6 pagesPURCHASE SPEC. FOR PLATES-CLADDED (SA266 Gr.2 + S31803)Daison PaulNo ratings yet
- Blackbody Radiation SpectrumDocument3 pagesBlackbody Radiation SpectrumernaNo ratings yet
- Certificat Calitate Si Document Livrare Sitcla RFDocument3 pagesCertificat Calitate Si Document Livrare Sitcla RFbumbacea lucianNo ratings yet
- Effect of Aging in Bituminous MixesDocument15 pagesEffect of Aging in Bituminous MixesyadavameNo ratings yet
- 1 s2.0 S0143974X04001750 Main PDFDocument22 pages1 s2.0 S0143974X04001750 Main PDFGayanNo ratings yet
- Lecture 14 ElectroceramicsDocument29 pagesLecture 14 Electroceramicsdebayan sethNo ratings yet
- Molecular Packing and Crystalline MorphoDocument17 pagesMolecular Packing and Crystalline MorphoPIERO YEFER CONDOR RIVERANo ratings yet
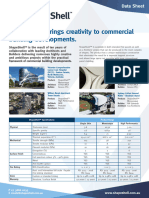
- SHAPE0043 ShapeShell Data SheetDocument2 pagesSHAPE0043 ShapeShell Data SheetDPMAchmad Faisal SaniNo ratings yet
- CHM13P Learning Task 2Document2 pagesCHM13P Learning Task 2Paolo GochingcoNo ratings yet
- Spreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 21-Apr-2020 33 CHG - R68Document4 pagesSpreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 21-Apr-2020 33 CHG - R68Vikash PeerthyNo ratings yet
- JUI-RPWI-ESA-EBOX-RP-Mechanical Analysis Report RPWI - Issue - 2 - Rev - 0 - SignedDocument134 pagesJUI-RPWI-ESA-EBOX-RP-Mechanical Analysis Report RPWI - Issue - 2 - Rev - 0 - SignedAdamDNo ratings yet