You might also like
- Colloid and Surface Science: Plenary and Main Lectures Presented at the International Conference on Colloid and Surface Science, Budapest, Hungary, 15-20 September 1975From EverandColloid and Surface Science: Plenary and Main Lectures Presented at the International Conference on Colloid and Surface Science, Budapest, Hungary, 15-20 September 1975E. WolframRating: 3 out of 5 stars3/5 (1)
- Pharmaceutical TechnologyDocument18 pagesPharmaceutical TechnologyTayf AlrawINo ratings yet
- IGNTU Econtent 287925206503 B.Pharma 4 SabyasachiMaiti PhysicalPharmaceutics II 3Document11 pagesIGNTU Econtent 287925206503 B.Pharma 4 SabyasachiMaiti PhysicalPharmaceutics II 3beherasubrat765No ratings yet
- Disperse Systems (Suspensions)Document35 pagesDisperse Systems (Suspensions)SolomonNo ratings yet
- SuspensionDocument72 pagesSuspensionUkash sukarmanNo ratings yet
- SuspensionDocument27 pagesSuspensionWaseem ShahzadNo ratings yet
- Suspensions: Dr. Rabeea KhanDocument14 pagesSuspensions: Dr. Rabeea KhanAneela ManzoorNo ratings yet
- Suspension: Course Name: Pharmaceutical Technology-I Course Code: PHRM 3125Document45 pagesSuspension: Course Name: Pharmaceutical Technology-I Course Code: PHRM 3125Masum HossinNo ratings yet
- Coarse Disperse Systems-SuspensionsDocument48 pagesCoarse Disperse Systems-SuspensionsHarriet ChilufyaNo ratings yet
- suspensions معدلDocument39 pagessuspensions معدلMohamad saeedNo ratings yet
- Interfacial Properties of Suspended ParticlessDocument8 pagesInterfacial Properties of Suspended Particlessprajwalshende916No ratings yet
- Suspensi: Blok 12 Apt. Dyani Primasari S, M.SCDocument33 pagesSuspensi: Blok 12 Apt. Dyani Primasari S, M.SCFathiyya Azizah RahmahNo ratings yet
- Pharmaceutical SuspensionsDocument52 pagesPharmaceutical SuspensionsUsman Akhtar100% (1)
- Hand Out To Students Suspension1Document18 pagesHand Out To Students Suspension1umarNo ratings yet
- Dispersi Kasar (Coarse Dispersion)Document28 pagesDispersi Kasar (Coarse Dispersion)wulanNo ratings yet
- Norita - Pharmaceutical Engineering 5 - Assignment 4Document5 pagesNorita - Pharmaceutical Engineering 5 - Assignment 4Norita TjhinNo ratings yet
- Pengembangan Formula Bentuk SuspensiDocument26 pagesPengembangan Formula Bentuk SuspensiHsn Tuyết HàNo ratings yet
- 9 - End Suspensi Dan EmulsiDocument62 pages9 - End Suspensi Dan EmulsimardisaadNo ratings yet
- Pharmaceutical Suspensions (The Suspension Theory)Document21 pagesPharmaceutical Suspensions (The Suspension Theory)Nickson DrabeNo ratings yet
- Coarse DispersionsDocument14 pagesCoarse DispersionsTejas PatelNo ratings yet
- Pengembangan Formula Bentuk SuspensiDocument26 pagesPengembangan Formula Bentuk SuspensiHsn Tuyết HàNo ratings yet
- Summary of SuspensionsDocument42 pagesSummary of SuspensionsEman Saddar El LeithyNo ratings yet
- Coarse Dispersions: Properties OF Suspended ParticlesDocument5 pagesCoarse Dispersions: Properties OF Suspended ParticlesMary Loise LimaNo ratings yet
- SuspensionsDocument130 pagesSuspensionsHaroon Rahim0% (1)
- Clay Water SystemDocument75 pagesClay Water SystemLaxman KumarNo ratings yet
- 03 - Suspension 1Document35 pages03 - Suspension 1amirNo ratings yet
- SuspensionDocument56 pagesSuspensionHarnil SoniNo ratings yet
- General Chemistry 2 - Las 1 Learning CapsuleDocument9 pagesGeneral Chemistry 2 - Las 1 Learning CapsuleMark RazNo ratings yet
- Coarse DispersionsDocument21 pagesCoarse DispersionsGkdhdhdgdgidNo ratings yet
- Physical and Chemical Properties of Dental MaterialsDocument50 pagesPhysical and Chemical Properties of Dental MaterialsGyan AbhishekNo ratings yet
- Gen Chem Group 2Document21 pagesGen Chem Group 2adriankirbyruelNo ratings yet
- How Are YouDocument18 pagesHow Are YouAaisha KhanNo ratings yet
- Dispersion and AggregationDocument17 pagesDispersion and AggregationDuc Anh NguyenNo ratings yet
- SuspensionsDocument36 pagesSuspensionsAyman WaddadNo ratings yet
- Suspension: Oral SuspensionsDocument10 pagesSuspension: Oral SuspensionsromanNo ratings yet
- Preformulation Study of Liquid Orals: Shrikant SharmaDocument24 pagesPreformulation Study of Liquid Orals: Shrikant Sharmadeepak374No ratings yet
- Topic 9 ColloidsDocument29 pagesTopic 9 ColloidsNOR AZAM BIN ENDOT / FSNo ratings yet
- 01 - Structure and Bonding CornellDocument19 pages01 - Structure and Bonding CornellMogusNo ratings yet
- SuspensionsDocument27 pagesSuspensionsRoiniță LilianaNo ratings yet
- Dispersi Kasar Part 1Document27 pagesDispersi Kasar Part 1Ivan Dwipa WicaksanaNo ratings yet
- 4th year-NanoMaterialsDocument60 pages4th year-NanoMaterialsMd Mehrab Alam ShayikhNo ratings yet
- ColloidsDocument6 pagesColloidsRUZCHEMISTRYNo ratings yet
- Pharmaceutical SuspensionsDocument71 pagesPharmaceutical SuspensionsthamtusieuquayNo ratings yet
- Batch Sedimentation ExperimentDocument23 pagesBatch Sedimentation ExperimentJohnNo ratings yet
- Live Your Life. Create Your Destiny.: Department of Chemical, Metallurgical & Materials EngineeringDocument32 pagesLive Your Life. Create Your Destiny.: Department of Chemical, Metallurgical & Materials EngineeringItumeleng PhoenixNo ratings yet
- Types of SettlingsDocument10 pagesTypes of SettlingsTAMIZHSELVAN MNo ratings yet
- ChemDocument12 pagesChemCYBER KINGNo ratings yet
- Technology-1 PHR212.2Document24 pagesTechnology-1 PHR212.2Sumaiya Zaman Prome 1822001649No ratings yet
- Colloids and Colloidal Stability: ESS5855 Lecture Fall 2010Document23 pagesColloids and Colloidal Stability: ESS5855 Lecture Fall 2010KHAGESHNo ratings yet
- Lecture 1Document11 pagesLecture 1mannusarngal321No ratings yet
- Gravimetric Analysis01Document13 pagesGravimetric Analysis01M AzeemNo ratings yet
- PP 2Document6 pagesPP 2Ramjit poddarNo ratings yet
- Gen - Chemistry 2 - Module 1 - 2ND Sem - Grade 12 - Stem Zamora-Quezon - MR - Arnold PaombongDocument12 pagesGen - Chemistry 2 - Module 1 - 2ND Sem - Grade 12 - Stem Zamora-Quezon - MR - Arnold PaombongArnold PaombongNo ratings yet
- WEEK 1 HandoutDocument10 pagesWEEK 1 HandoutWeCareNo ratings yet
- 02 - Disperse SystemsDocument29 pages02 - Disperse SystemsamirNo ratings yet
- Dispersi KasarDocument65 pagesDispersi KasarQd Vella QnozesDanteNo ratings yet
- A. Outline The Principles of The Following: ClassificationDocument6 pagesA. Outline The Principles of The Following: Classificationliny GNo ratings yet
- Department of Pharmacy MIPT645 Experiment #5 Suspensions: NameDocument9 pagesDepartment of Pharmacy MIPT645 Experiment #5 Suspensions: NameMayson BaliNo ratings yet
- Children Encyclopedia Chemistry: The World of KnowledgeFrom EverandChildren Encyclopedia Chemistry: The World of KnowledgeRating: 5 out of 5 stars5/5 (3)
- Endocrine BiochemDocument130 pagesEndocrine BiochemDessu AshagrieNo ratings yet
- Chapter - 1 PA-IDocument90 pagesChapter - 1 PA-IDessu AshagrieNo ratings yet
- Diabetes MellitusDocument143 pagesDiabetes MellitusDessu AshagrieNo ratings yet
- RISPDocument149 pagesRISPDessu AshagrieNo ratings yet
- Lecturenote - 772725403inclusive Teacher Handout FinalDocument43 pagesLecturenote - 772725403inclusive Teacher Handout FinalDessu AshagrieNo ratings yet
- CH 2Document16 pagesCH 2Dessu AshagrieNo ratings yet
- Chapter - 3.3 Precipitation TitrationDocument25 pagesChapter - 3.3 Precipitation TitrationDessu AshagrieNo ratings yet
- Part - C - Electro Mechanical EquipmentDocument82 pagesPart - C - Electro Mechanical EquipmentDessu AshagrieNo ratings yet
- Mechanical SpringsDocument70 pagesMechanical SpringsEmmanuel AnyemenNo ratings yet
- A Study On Weathering Steel Bolts For Transmission TowersDocument8 pagesA Study On Weathering Steel Bolts For Transmission TowersAlice CalsingNo ratings yet
- Nano WorldDocument45 pagesNano WorldceanneNo ratings yet
- 1 PDFDocument11 pages1 PDFMd MasumNo ratings yet
- Influence of PH, High Salinity and Particle Concentration On Stability and Rheological Properties of Aqueous Suspensions of Fumed SilicaDocument12 pagesInfluence of PH, High Salinity and Particle Concentration On Stability and Rheological Properties of Aqueous Suspensions of Fumed SilicaChan NovNo ratings yet
- Two Phase Flow and Heat TransferDocument15 pagesTwo Phase Flow and Heat TransferRaghu Rambug100% (1)
- Fasteners-Technical Data and ChartsDocument15 pagesFasteners-Technical Data and ChartsChrill DsilvaNo ratings yet
- Proiect de An Proiectarea Tehnologică A Unei Instalaţii de Fracţionare MulticomponentDocument19 pagesProiect de An Proiectarea Tehnologică A Unei Instalaţii de Fracţionare MulticomponentAna-Maria DobrinNo ratings yet
- Basics Ferrule Paper Metallurgy 9 07Document6 pagesBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694No ratings yet
- ETERNA Product Catalog by PhenolicDocument14 pagesETERNA Product Catalog by PhenolicRoza FirdausNo ratings yet
- Ted Joshua Javines - Worksheet 6 Branches of PhysicsDocument2 pagesTed Joshua Javines - Worksheet 6 Branches of PhysicsTed Joshua JavinesNo ratings yet
- Ece014 - Electronics 3 - Experiment 1Document9 pagesEce014 - Electronics 3 - Experiment 1John Wilfredd CurimoNo ratings yet
- Determination of Electromagnetic Parameters of A New Metasurface Comprising of Square LoopDocument10 pagesDetermination of Electromagnetic Parameters of A New Metasurface Comprising of Square LoopsouhailNo ratings yet
- 3RD Quarter Summative ScienceDocument9 pages3RD Quarter Summative ScienceNovelyn MoralesNo ratings yet
- wph14 01 2024 Jan QPDocument36 pageswph14 01 2024 Jan QPfreemanNo ratings yet
- TAMU Hydraulic Fracturing Short CourseDocument50 pagesTAMU Hydraulic Fracturing Short CourseSSNo ratings yet
- Xinyi 4&5Document12 pagesXinyi 4&5narkuys syukranNo ratings yet
- Jominy End-Quench Harden Ability TestDocument9 pagesJominy End-Quench Harden Ability TestJen Astoveza100% (1)
- Slip Agent Masterbatches - Different AmidesDocument2 pagesSlip Agent Masterbatches - Different AmidesjulioNo ratings yet
- MechatronicsDocument13 pagesMechatronicsAnil KumarNo ratings yet
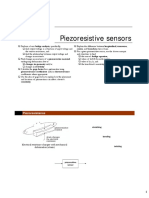
- Piezoresistive Sensors: PiezoresistanceDocument13 pagesPiezoresistive Sensors: PiezoresistancenabelapamunkasNo ratings yet
- AZZ1-36503 Metalizing Inserts and Facts - V2Document2 pagesAZZ1-36503 Metalizing Inserts and Facts - V2erharsinghNo ratings yet
- Internal ForcesDocument17 pagesInternal ForcesJaya KarthigaaNo ratings yet
- An Introduction To Turbulence ModelsDocument48 pagesAn Introduction To Turbulence ModelsAlfonso CubillosNo ratings yet
- EEE2045F Diode PracticalDocument6 pagesEEE2045F Diode PracticaljaconlateNo ratings yet
- Light-Transmitting Fiber Optic Posts An in Vitro EvaluationDocument8 pagesLight-Transmitting Fiber Optic Posts An in Vitro EvaluationDanny Eduardo RomeroNo ratings yet
- Chap 1 Thermodynamics Exercise PDFDocument25 pagesChap 1 Thermodynamics Exercise PDFRanveer GautamNo ratings yet
- Advanced Earthquake Resistant Design TechniquesDocument5 pagesAdvanced Earthquake Resistant Design TechniquesGnanam1No ratings yet
- 49.bolt Transverse Double Shear CalculationDocument7 pages49.bolt Transverse Double Shear CalculationvenkateswaranNo ratings yet
- Finite Element Modeling of RC Beams Strengthened in Flexure Using FRP MaterialDocument12 pagesFinite Element Modeling of RC Beams Strengthened in Flexure Using FRP MaterialCu ToànNo ratings yet