You might also like
- Piping Material SpecificationDocument29 pagesPiping Material SpecificationSathiyaseelan Sakthi Shanmugam100% (2)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Pipe Joints: Engineering StandardDocument7 pagesPipe Joints: Engineering Standard234ahmedNo ratings yet
- P04-S01 Rev 3 Sep 2021 Piping Material Specifications For UtilitesDocument22 pagesP04-S01 Rev 3 Sep 2021 Piping Material Specifications For UtilitesMohamed AdelNo ratings yet
- P01-E06 Rev 3 Mar 2022 Pipe Support Criteria For Metallic PipingDocument17 pagesP01-E06 Rev 3 Mar 2022 Pipe Support Criteria For Metallic PipingMohamed AdelNo ratings yet
- P02-S01 Rev 5 Sep 2021 Piping Material Specifications For Process FluidsDocument21 pagesP02-S01 Rev 5 Sep 2021 Piping Material Specifications For Process FluidsMohamed AdelNo ratings yet
- Orbu SPC 44 0 22Document98 pagesOrbu SPC 44 0 22geverett2765No ratings yet
- Technical Specifications For ValvesDocument32 pagesTechnical Specifications For ValvesEr Hussain GhadialiNo ratings yet
- Technical SpecificationDocument37 pagesTechnical SpecificationAHT100% (1)
- P01-E08 Rev 1 Jun 2001 Cold Springing and Expansion JointsDocument6 pagesP01-E08 Rev 1 Jun 2001 Cold Springing and Expansion Jointsjhunkujha11No ratings yet
- New Blast Furnace (0.88 Mtpy) : BMM Ispat Hosapete, Karnataka, IndiaDocument13 pagesNew Blast Furnace (0.88 Mtpy) : BMM Ispat Hosapete, Karnataka, IndiaRajeswari MohantyNo ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidDocument19 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- B02-S07 Rev 2 Jun 2015 Metal DecksDocument10 pagesB02-S07 Rev 2 Jun 2015 Metal Decks15150515715No ratings yet
- 3SS NW00 00007 PDFDocument10 pages3SS NW00 00007 PDFKarthikNo ratings yet
- A2 40 SkylightsDocument16 pagesA2 40 SkylightsJacky TiongNo ratings yet
- Gen-Spc-Pip-5050 - Rev. BDocument40 pagesGen-Spc-Pip-5050 - Rev. BAHMED AMIRANo ratings yet
- Annexure To SOW 2 PMS and VMSDocument93 pagesAnnexure To SOW 2 PMS and VMSASHISH GORDENo ratings yet
- ES - Piping Material SpecificationDocument14 pagesES - Piping Material SpecificationJegan Cheng100% (2)
- CAIRN ENERGY INDIA PTY STANDARD PIPE SUPPORTSDocument77 pagesCAIRN ENERGY INDIA PTY STANDARD PIPE SUPPORTSAjadNo ratings yet
- MSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & TestingDocument40 pagesMSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & Testingarif rh100% (1)
- Engineering Standards: TranredesDocument26 pagesEngineering Standards: TranredesMarvin Guerrero PadillaNo ratings yet
- BES-L007 Pig LaunchersReceiversDocument13 pagesBES-L007 Pig LaunchersReceiversRakesh PanchalNo ratings yet
- A1-40 Metal CladdingDocument16 pagesA1-40 Metal Claddinglwin_oo2435No ratings yet
- Structural Steel SpecificationsDocument30 pagesStructural Steel Specificationsmassive85No ratings yet
- National Productivity and Quality Specifications (NPQS) : A7-10 Fixtures and FittingsDocument20 pagesNational Productivity and Quality Specifications (NPQS) : A7-10 Fixtures and FittingsJacky TiongNo ratings yet
- Wis 4 21 02Document18 pagesWis 4 21 02Sarwat Naim SiddiquiNo ratings yet
- DIMENSIONAL TOLERANCES FOR COLD CLOSE RADIUS PIPE BENDINGDocument11 pagesDIMENSIONAL TOLERANCES FOR COLD CLOSE RADIUS PIPE BENDINGpuwarin najaNo ratings yet
- Pressure Vessels (Project Standards and Specifications) : Page: 1 of 21Document6 pagesPressure Vessels (Project Standards and Specifications) : Page: 1 of 21Tafe AdamuNo ratings yet
- MSS Standard Practice SP-95: SectionDocument3 pagesMSS Standard Practice SP-95: SectionMaurício Duarte de AndradeNo ratings yet
- Data Sheet For Ductile Iron Pipes, Fittings and AccessoriesDocument13 pagesData Sheet For Ductile Iron Pipes, Fittings and AccessoriesNoor AnterNo ratings yet
- Specification of GasketDocument5 pagesSpecification of GasketRamana NatesanNo ratings yet
- NPCIL Tube Fitting SpecificationsDocument22 pagesNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- Heavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesHeavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsFernando Da RosNo ratings yet
- Piping Material SpecificationDocument120 pagesPiping Material SpecificationMubashir fareedNo ratings yet
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDocument43 pagesSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALINo ratings yet
- 10080-1-SS-MT-007Document34 pages10080-1-SS-MT-007SURAJ PRSADNo ratings yet
- 01 Samss 010Document11 pages01 Samss 010doyenofcastleNo ratings yet
- NPQS A3-50 External Timberwork SpecificationDocument16 pagesNPQS A3-50 External Timberwork Specificationlwin_oo2435No ratings yet
- Pipe Support Spring SpecificationDocument8 pagesPipe Support Spring SpecificationMathias OnosemuodeNo ratings yet
- Pyi1701 0000 Pip Et 0001 - 0Document18 pagesPyi1701 0000 Pip Et 0001 - 0Marko QuilahuequeNo ratings yet
- Specification For FencingDocument13 pagesSpecification For FencingVJ QatarNo ratings yet
- TS-C4Gas-COATMEX001 - Rev3 (Official)Document18 pagesTS-C4Gas-COATMEX001 - Rev3 (Official)Reynol Mejía OlmosNo ratings yet
- ELT-05-ET-TS-0003 - Specification For Welding Consumable For 9% Ni Steel - R0Document12 pagesELT-05-ET-TS-0003 - Specification For Welding Consumable For 9% Ni Steel - R0jorgekarlosprNo ratings yet
- AdweaDocument12 pagesAdweaUnni Cyriac100% (1)
- E26-E01 - 1 Engineerin STD For Underground Ductbank, Conduit, Manhole & Cable InstallationDocument9 pagesE26-E01 - 1 Engineerin STD For Underground Ductbank, Conduit, Manhole & Cable InstallationMuhammad IrfanNo ratings yet
- ENGINEERING STANDARD - Standard Piping Material SpecificationDocument33 pagesENGINEERING STANDARD - Standard Piping Material SpecificationGanesh Eshwar100% (2)
- Mustang PDFDocument159 pagesMustang PDFermusatNo ratings yet
- SP 97 2006Document15 pagesSP 97 2006Miteshshinde17No ratings yet
- Specification For Carbon Steel Pipes & FittingsDocument27 pagesSpecification For Carbon Steel Pipes & FittingsNoor Anter100% (1)
- Model Preambles For Trades Final EditionDocument51 pagesModel Preambles For Trades Final EditionMohamed El Abany100% (1)
- Materials System SpecificationDocument15 pagesMaterials System SpecificationZubair RaoofNo ratings yet
- Heavy Weight Drill Pipe With Welded Joints NS 1 A4 WatermarkedDocument21 pagesHeavy Weight Drill Pipe With Welded Joints NS 1 A4 Watermarkedislam atifNo ratings yet
- Kuwait Oil Company (K.S.C.) : Engineering GroupDocument14 pagesKuwait Oil Company (K.S.C.) : Engineering GroupRELLA ROSHAN KUMARNo ratings yet
- PNC00001 - Pipe Support Criteria For B31.3 Metallic PipingDocument11 pagesPNC00001 - Pipe Support Criteria For B31.3 Metallic PipingYamini Shinde0% (1)
- ADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...Document22 pagesADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...aymanNo ratings yet
- Specification For Plant Access Platforms, Stairs and Ladders Materials and FabricationDocument41 pagesSpecification For Plant Access Platforms, Stairs and Ladders Materials and FabricationRajveer SinghNo ratings yet
- E24-C01 - 1 Cable Trays Installation RequirementsDocument4 pagesE24-C01 - 1 Cable Trays Installation RequirementsMuhammad IrfanNo ratings yet
- Pipe Spool Fabrication MethodDocument31 pagesPipe Spool Fabrication MethodLord MobileNo ratings yet
- 0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.Document34 pages0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.carlos tapia bozzoNo ratings yet
- ASTM A213 13 Specification For Seamless and Alloy Steel Boiler Superheater Heat Exchanger PipeDocument4 pagesASTM A213 13 Specification For Seamless and Alloy Steel Boiler Superheater Heat Exchanger PipeJayminNo ratings yet
- SI - The Metrics International System of Units: Conversion SymbolsDocument13 pagesSI - The Metrics International System of Units: Conversion Symbolsnirut_niceguyNo ratings yet
- Piping Class DatasheetDocument4 pagesPiping Class DatasheetNasrul AdliNo ratings yet
- Steam TracingDocument45 pagesSteam Tracingwylie01No ratings yet
- BPVC Viii 1 U-1a-2021Document5 pagesBPVC Viii 1 U-1a-2021SivaramkumarNo ratings yet
- Nominal Pipe Size - Wikipedia, The Free EncyclopediaDocument7 pagesNominal Pipe Size - Wikipedia, The Free EncyclopediaAngel DiosdadoNo ratings yet
- Astm A523Document5 pagesAstm A523rgi178No ratings yet
- Petronas Technical Standards: Symbols and Identification System - MechanicalDocument16 pagesPetronas Technical Standards: Symbols and Identification System - MechanicalUdaya Zorro100% (1)
- PIPE SUPPORT SPANDocument75 pagesPIPE SUPPORT SPANMarius GhitaNo ratings yet
- Hammer Union Catalog PDFDocument20 pagesHammer Union Catalog PDFJuan PabloNo ratings yet
- GGG-SPC-CPT-0001 - CP Design - Rev 2 (2016-02-07)Document104 pagesGGG-SPC-CPT-0001 - CP Design - Rev 2 (2016-02-07)oleg safaniukNo ratings yet
- 45 and 90 Degree Elbow DimensionDocument5 pages45 and 90 Degree Elbow DimensionRavinder RanjanNo ratings yet
- UPD-BATB-Chimney 1-BOQDocument1 pageUPD-BATB-Chimney 1-BOQAntwon CharlesNo ratings yet
- Schedules PDFDocument2 pagesSchedules PDFpongpitsanu k.No ratings yet
- Inf Tec. Medidores Gas CalderaDocument48 pagesInf Tec. Medidores Gas CalderaCleo MartinezNo ratings yet
- ASME 2017 SA 312 Sublimentry RequirementsDocument2 pagesASME 2017 SA 312 Sublimentry RequirementsKathir VelNo ratings yet
- Common pipe sizes chartDocument1 pageCommon pipe sizes chartRanjan KumarNo ratings yet
- SHAHEEN-COM-ME-SPC-0050-0 - Job Specification For Rotating MachinesDocument56 pagesSHAHEEN-COM-ME-SPC-0050-0 - Job Specification For Rotating MachinesOliver JimmyNo ratings yet
- Ring Joint RTJDocument6 pagesRing Joint RTJzulikram100% (1)
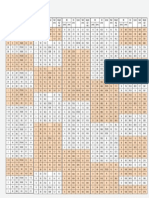
- Free Span Analysis for 8-Inch Gas PipelineDocument19 pagesFree Span Analysis for 8-Inch Gas Pipelinemaniacs14No ratings yet
- Pipe Schedules PDFDocument2 pagesPipe Schedules PDFEngineering KaizenNo ratings yet
- 01 Saip 01Document17 pages01 Saip 01Kuppan Srinivasan100% (2)
- ICM-SU-5102-C.3 CV Selection & FabricationDocument67 pagesICM-SU-5102-C.3 CV Selection & FabricationShivani DubeyNo ratings yet
- Approval Standard Alarm Check Valves 1041-2006Document29 pagesApproval Standard Alarm Check Valves 1041-2006Danilo MartinsNo ratings yet
- CBSPK 2016 Russ Fleming Hydraulics For Fire ProtectionDocument166 pagesCBSPK 2016 Russ Fleming Hydraulics For Fire ProtectionFettah Karaağaç100% (1)
- Astm A530Document8 pagesAstm A530ranjitkumar1977No ratings yet
- List of Piping CodesDocument43 pagesList of Piping CodesRathnakrajaNo ratings yet
- Tricentric BD Series: Triple Offset Butterfly ValvesDocument20 pagesTricentric BD Series: Triple Offset Butterfly ValvesSrinivasanArumugamvenkatachalamNo ratings yet
- Check Valves (Amendments/Supplements To Bs 1868) : Technical SpecificationDocument11 pagesCheck Valves (Amendments/Supplements To Bs 1868) : Technical Specification윤규섭No ratings yet