You might also like
- Calculation and Analysis of Sea-Fastening Support and Welding Strength of Topside ModuleDocument8 pagesCalculation and Analysis of Sea-Fastening Support and Welding Strength of Topside Modulepartha.fernandoNo ratings yet
- Disc Springs Theory and PracticeDocument40 pagesDisc Springs Theory and PracticeCarlos BenavidesNo ratings yet
- Strength of Materials TimoshenkoDocument450 pagesStrength of Materials TimoshenkoakashNo ratings yet
- Welds - Static and Fatigue Strength - IiDocument27 pagesWelds - Static and Fatigue Strength - IiOuseppachan Ambooken100% (1)
- Buckling Behavior of Split MullionDocument41 pagesBuckling Behavior of Split MullionNguyễn SơnNo ratings yet
- ASTM A802!A802M - 95 (Reapproved 2010) - STD Practice For Steel Castings Surface Acceptance STD & Visual ExaminationDocument3 pagesASTM A802!A802M - 95 (Reapproved 2010) - STD Practice For Steel Castings Surface Acceptance STD & Visual ExaminationJoe ScopeliteNo ratings yet
- 2.2 Design of Flexural MemberDocument26 pages2.2 Design of Flexural MemberNazihah100% (1)
- String Theory DemystifiedDocument10 pagesString Theory DemystifiedLuis Gerardo Escandon AlcazarNo ratings yet
- Removable Temporary Ground Anchor BookletDocument12 pagesRemovable Temporary Ground Anchor BookletRajesh KyasanipalleyNo ratings yet
- Belt Slippage SPWP1178ENPR-01Document2 pagesBelt Slippage SPWP1178ENPR-01JrbritoNo ratings yet
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- Astm A 802 PDFDocument3 pagesAstm A 802 PDFPrakash100% (2)
- CT-PET Shielding DesingDocument24 pagesCT-PET Shielding DesingGezim Hodolli100% (1)
- Specifications: StructuralDocument4 pagesSpecifications: StructuralThaung Myint OoNo ratings yet
- Guidance Note Shear Connectors No. 2.11: ScopeDocument4 pagesGuidance Note Shear Connectors No. 2.11: ScopeDesigns3 ShreeprefabNo ratings yet
- SpringsDocument11 pagesSpringsShyam N NelluliNo ratings yet
- Steel Castings, Surface Acceptance Standards, Visual ExaminationDocument3 pagesSteel Castings, Surface Acceptance Standards, Visual ExaminationArun JacobNo ratings yet
- FmsdownloadDocument7 pagesFmsdownloadRichard PekitpekitNo ratings yet
- Repair Welding of A Rotating Electrical Machine's Broken ShaftDocument7 pagesRepair Welding of A Rotating Electrical Machine's Broken ShaftkanosriNo ratings yet
- BigBoltArticle BlendulfDocument5 pagesBigBoltArticle BlendulfDominicNo ratings yet
- Repair Welding of A Rotating Electrical Machine's Broken ShaftDocument7 pagesRepair Welding of A Rotating Electrical Machine's Broken ShaftLargyla Torres MendesNo ratings yet
- Phase IV Welder Module 1.1Document23 pagesPhase IV Welder Module 1.1Magdi SiamNo ratings yet
- Weandc 2019 3 198Document7 pagesWeandc 2019 3 198shahidrazzaqNo ratings yet
- U2 - L3 - Computation of Member StiffnessDocument6 pagesU2 - L3 - Computation of Member StiffnessRodriguezceciliaNo ratings yet
- PDFenDocument31 pagesPDFenLurking RogueNo ratings yet
- This Content Downloaded From 31.4.242.51 On Fri, 01 Oct 2021 15:22:25 UTCDocument11 pagesThis Content Downloaded From 31.4.242.51 On Fri, 01 Oct 2021 15:22:25 UTCMaría Hidalgo MurilloNo ratings yet
- Mixing Weld and Bolt Part2Document4 pagesMixing Weld and Bolt Part2ihpeterNo ratings yet
- Steel Wise - Slab Edge and Facade AttachmentsDocument5 pagesSteel Wise - Slab Edge and Facade AttachmentsmtNo ratings yet
- Turnbuckles AS2319 Information GuideDocument3 pagesTurnbuckles AS2319 Information GuideWendi YudistiraNo ratings yet
- Multiphysics Modeling of Spring-Supported Thrust Bearings For Hydropower ApplicationsDocument6 pagesMultiphysics Modeling of Spring-Supported Thrust Bearings For Hydropower ApplicationstexmoNo ratings yet
- Lemay 2007Document5 pagesLemay 2007María Hidalgo MurilloNo ratings yet
- Modeling Results FE Static CapacityDocument1 pageModeling Results FE Static CapacitySergioNo ratings yet
- Set 4b Perencanaan Batang Tekan RevDocument43 pagesSet 4b Perencanaan Batang Tekan RevanonNo ratings yet
- Fixture Design For ExcitersDocument24 pagesFixture Design For ExcitersJitendra ItankarNo ratings yet
- Awc TR12 1510Document36 pagesAwc TR12 1510Jelean NavalNo ratings yet
- Axial and Pressure Thrust Stiffness of Metal Bellows For Vibration IsolatorsDocument5 pagesAxial and Pressure Thrust Stiffness of Metal Bellows For Vibration IsolatorsHazimNo ratings yet
- Arku LevelingDocument20 pagesArku Levelingjeyaselvanm0% (1)
- Cover Plate Welding Details 2008aug by BlodgettDocument3 pagesCover Plate Welding Details 2008aug by BlodgettJim StreitmatterNo ratings yet
- Un Bonded NessDocument13 pagesUn Bonded NessFatima KhalidNo ratings yet
- Engineering Structures: Mei Liu, Xulin Zhu, Peijun Wang, Wulan Tuoya, Shuqing HuDocument16 pagesEngineering Structures: Mei Liu, Xulin Zhu, Peijun Wang, Wulan Tuoya, Shuqing HuAnis SuissiNo ratings yet
- Tension MembersDocument16 pagesTension MembersdustNo ratings yet
- Elements of Machine Design (Document8 pagesElements of Machine Design (v.v.ransing22No ratings yet
- Manual of Metal Bellows - 0441e S 56-77!2!04!10!20 - WebDocument11 pagesManual of Metal Bellows - 0441e S 56-77!2!04!10!20 - Webadfafad gfadfNo ratings yet
- The Design of Bellows For Cryogenically-Cooled Superconducting MagnetsDocument25 pagesThe Design of Bellows For Cryogenically-Cooled Superconducting MagnetsSikandar HayatNo ratings yet
- Belleville CatalogueDocument40 pagesBelleville CatalogueOsvaldo SalvatoreNo ratings yet
- Engineering Structures: Cristopher D. Moen, B.W. SchaferDocument13 pagesEngineering Structures: Cristopher D. Moen, B.W. SchaferFabio Saraiva BoxNo ratings yet
- Crabs 3Document4 pagesCrabs 3ILCNo ratings yet
- Effect of Vibratory Weld Conditioning On Welded Valve PropertiesDocument10 pagesEffect of Vibratory Weld Conditioning On Welded Valve Propertiessai bharat donthamsettiNo ratings yet
- Flexible Coupling For Gas Turbine ApplicationsDocument10 pagesFlexible Coupling For Gas Turbine Applicationsherysyam1980No ratings yet
- Finite-Element-Based Methods For The Fatigue Design of Bolts and Bolted JointsDocument10 pagesFinite-Element-Based Methods For The Fatigue Design of Bolts and Bolted JointsShashwatamNo ratings yet
- Nbc2 SolutionDocument6 pagesNbc2 SolutionJames mandiriNo ratings yet
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Document36 pagesPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiNo ratings yet
- Chapter 3Document10 pagesChapter 3Ronald BilogNo ratings yet
- Analysis of Additional Load and Fatigue Life of Preloaded BoltsDocument20 pagesAnalysis of Additional Load and Fatigue Life of Preloaded BoltsSang NguyenNo ratings yet
- Connecting RodDocument57 pagesConnecting RodNaveenprakashNo ratings yet
- Behavior of C - and Z-Purlins Under Wind UpliftDocument127 pagesBehavior of C - and Z-Purlins Under Wind UplifthakimbouadiNo ratings yet
- ASTM A-802 - Falhas de FundiçãoDocument3 pagesASTM A-802 - Falhas de FundiçãoCristian RodeghelNo ratings yet
- HPMPeikko Group 001 TMAWebDocument36 pagesHPMPeikko Group 001 TMAWebMukesh ShettyNo ratings yet
- Buckling and Ultimate Strength Assessment For Offshore Structures APRIL 2004Document5 pagesBuckling and Ultimate Strength Assessment For Offshore Structures APRIL 2004Flávio RodriguesNo ratings yet
- Oblique Bending in U-Shaped Steel Sheet PilesDocument7 pagesOblique Bending in U-Shaped Steel Sheet PilesGogyNo ratings yet
- Cold Rolling Info GuideDocument11 pagesCold Rolling Info Guide72espoNo ratings yet
- IADC/SPE 19923 Compressive Loading Casing DesignDocument11 pagesIADC/SPE 19923 Compressive Loading Casing DesignJuan GonzalezNo ratings yet
- PVP2021-62712 FinalDocument10 pagesPVP2021-62712 FinalFinn KirkemoNo ratings yet
- Joining Process Ghosh and MalikDocument8 pagesJoining Process Ghosh and MalikPKNo ratings yet
- Unit Iv CMS R16Document5 pagesUnit Iv CMS R16raj6062No ratings yet
- Diaphragm Coupling - P-7491-AcDocument4 pagesDiaphragm Coupling - P-7491-AcAndrea GentileNo ratings yet
- CRP 032 Acquisition Web Bd58c1e9d7f8eDocument3 pagesCRP 032 Acquisition Web Bd58c1e9d7f8eJrbritoNo ratings yet
- CRP 025 CSS Web 3DB96DB2D2821Document1 pageCRP 025 CSS Web 3DB96DB2D2821JrbritoNo ratings yet
- PPI 008 HeatTreatOven 70969B32ED660Document1 pagePPI 008 HeatTreatOven 70969B32ED660JrbritoNo ratings yet
- SPWP1053ENPR-02 Belt Conveyor Idler LifeDocument9 pagesSPWP1053ENPR-02 Belt Conveyor Idler LifeJrbritoNo ratings yet
- Belt Selection SPWP1177ENPR-01Document2 pagesBelt Selection SPWP1177ENPR-01JrbritoNo ratings yet
- PPI ConveyorEnergyConsumptionIsGett 92BA820D47F63Document2 pagesPPI ConveyorEnergyConsumptionIsGett 92BA820D47F63JrbritoNo ratings yet
- PPI PaperSubmittal8 883879BCB8AB6Document13 pagesPPI PaperSubmittal8 883879BCB8AB6JrbritoNo ratings yet
- Belt Cleaning SPWP1174ENPR-01Document2 pagesBelt Cleaning SPWP1174ENPR-01JrbritoNo ratings yet
- Hbwdev 5C60C91F84DD9Document3 pagesHbwdev 5C60C91F84DD9JrbritoNo ratings yet
- Transfer Point Tips SPWP1212ENPR-01Document2 pagesTransfer Point Tips SPWP1212ENPR-01JrbritoNo ratings yet
- Belt Splicing SPWP1179ENPR-01Document2 pagesBelt Splicing SPWP1179ENPR-01JrbritoNo ratings yet
- Spwp1009enpr 02Document13 pagesSpwp1009enpr 02JrbritoNo ratings yet
- Pulley Design & Manufacturing SPWP1218ENPR-01Document8 pagesPulley Design & Manufacturing SPWP1218ENPR-01JrbritoNo ratings yet
- Sealed Ball Bearings SPWP1205ENPR-01Document2 pagesSealed Ball Bearings SPWP1205ENPR-01JrbritoNo ratings yet
- Overland Conveyor SPLT1080ENWB 02Document6 pagesOverland Conveyor SPLT1080ENWB 02JrbritoNo ratings yet
- Get The Most From Your Idlers SPWP1189ENPR-01Document2 pagesGet The Most From Your Idlers SPWP1189ENPR-01JrbritoNo ratings yet
- Pulley Shaft Sizing SPWP1203ENPR-01Document2 pagesPulley Shaft Sizing SPWP1203ENPR-01JrbritoNo ratings yet
- Geotrek Conveyor SPLT1049ENPR 01Document2 pagesGeotrek Conveyor SPLT1049ENPR 01JrbritoNo ratings yet
- Dual Pulley Drives SPWP1185ENPR-01Document2 pagesDual Pulley Drives SPWP1185ENPR-01JrbritoNo ratings yet
- Port and Terminal Conveyors SPLT1147ENPR-05Document12 pagesPort and Terminal Conveyors SPLT1147ENPR-05JrbritoNo ratings yet
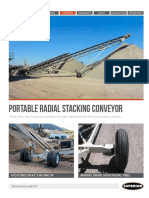
- Portable Radial Stacking Conveyor SPLT1094ENWB 01Document4 pagesPortable Radial Stacking Conveyor SPLT1094ENWB 01JrbritoNo ratings yet
- Superior Idler Catalog SPCT1227ENWB 01Document164 pagesSuperior Idler Catalog SPCT1227ENWB 01JrbritoNo ratings yet
- Pinnacle Conveyor SPLT1092ENWB 01Document6 pagesPinnacle Conveyor SPLT1092ENWB 01JrbritoNo ratings yet
- PowerStacker Conveyor SPLT1095ENWB 02Document6 pagesPowerStacker Conveyor SPLT1095ENWB 02JrbritoNo ratings yet
- RazerTail Truck Unloader SPLT1100ENWB 02Document8 pagesRazerTail Truck Unloader SPLT1100ENWB 02JrbritoNo ratings yet
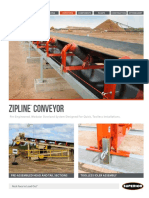
- Zipline Conveyor SPLT1134ENWB 02Document4 pagesZipline Conveyor SPLT1134ENWB 02JrbritoNo ratings yet
- Sidewinder Conveyor Design Software - Sidewinder Conveyor Design SoftwareDocument12 pagesSidewinder Conveyor Design Software - Sidewinder Conveyor Design SoftwareJrbritoNo ratings yet
- 2018midterm1 SolutionDocument7 pages2018midterm1 Solution김명주No ratings yet
- 3D Soil Anchoring Using Slope Stability MethodDocument70 pages3D Soil Anchoring Using Slope Stability MethodJohn Mark GlobioNo ratings yet
- Aaac Astm B All Aluminium Alloy ConductorDocument6 pagesAaac Astm B All Aluminium Alloy ConductorIngenieria DyconNo ratings yet
- Nukiyama & Tanasawa Correlation: Liquid Mean Droplet Size or Sauter Mean DiameterDocument2 pagesNukiyama & Tanasawa Correlation: Liquid Mean Droplet Size or Sauter Mean Diametersreekanth reddyNo ratings yet
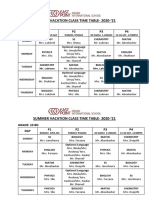
- Summer Vacation Class Time TableDocument3 pagesSummer Vacation Class Time TableAsraar BudyeNo ratings yet
- Methods of Interstellar TravelDocument4 pagesMethods of Interstellar TravelTimurNo ratings yet
- Week 10 RubricDocument3 pagesWeek 10 RubricnawafNo ratings yet
- Catalogue From Shandong Tianren New Material Co. LTDDocument37 pagesCatalogue From Shandong Tianren New Material Co. LTDChrestella InggrianiNo ratings yet
- End of Eternity, The - Isaac AsimovDocument131 pagesEnd of Eternity, The - Isaac AsimovAlice NeguritaNo ratings yet
- Theme 1 ChemistryDocument71 pagesTheme 1 Chemistrydanielle.brinkcateNo ratings yet
- BLL ExportDocument372 pagesBLL Exportpnmawade123No ratings yet
- Unroofing History of The Northwestern Ethiopian Plateau - InsightsDocument51 pagesUnroofing History of The Northwestern Ethiopian Plateau - InsightsSiraj BeyanNo ratings yet
- Use of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (Document18 pagesUse of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (mithileshNo ratings yet
- 시험지) 워드마스터 중등고난도Document30 pages시험지) 워드마스터 중등고난도gimchaeyeon03No ratings yet
- Module 3 I Mechanical Analysis of Soils, Grain Size Distribution Ti CurveDocument2 pagesModule 3 I Mechanical Analysis of Soils, Grain Size Distribution Ti CurveJohn Paul LiwaliwNo ratings yet
- CV - Madhavarao KulkarniDocument6 pagesCV - Madhavarao KulkarniMadhavarao KulkarniNo ratings yet
- ICMIEE 2020 Template PaperDocument3 pagesICMIEE 2020 Template PaperFarhan AnjumNo ratings yet
- Key Change For 2011EN12464-1 PDFDocument19 pagesKey Change For 2011EN12464-1 PDFJibaNo ratings yet
- Power System StabilityDocument6 pagesPower System StabilitypriyansNo ratings yet
- ACI Concrete Beam DetailingDocument12 pagesACI Concrete Beam DetailingShaik Eliyas BashaNo ratings yet
- NPS - 003 - 015 Tech Specs For 33kV 66kV 132kV Post InsulatorsDocument13 pagesNPS - 003 - 015 Tech Specs For 33kV 66kV 132kV Post InsulatorsandcrisdanmatNo ratings yet
- Comparison Between Manual and Software Approach Towards Design of Structural ElementsDocument4 pagesComparison Between Manual and Software Approach Towards Design of Structural ElementsMuhd FiziNo ratings yet
- Á1229.1Ñ Steam Sterilization by Direct Contact: 7698 Á1229ñ / General Information USP 41Document4 pagesÁ1229.1Ñ Steam Sterilization by Direct Contact: 7698 Á1229ñ / General Information USP 41Yuli BlandónNo ratings yet
- 4D Analogue Modelling of Transtensional Pull-Apart Basins - Wu - Etal - 2009 - 4D - Modelling - Transtension - BasinsDocument16 pages4D Analogue Modelling of Transtensional Pull-Apart Basins - Wu - Etal - 2009 - 4D - Modelling - Transtension - BasinsconsupitNo ratings yet