You might also like
- Solution Manual for an Introduction to Equilibrium ThermodynamicsFrom EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNo ratings yet
- Jewelry MakingDocument15 pagesJewelry Makingdiana420% (1)
- Design of Torsion ReviseDocument6 pagesDesign of Torsion ReviseAnton_Young_1962No ratings yet
- Cutting Time T 9. Material Removal Rate Q: (Sec) (CM /min)Document1 pageCutting Time T 9. Material Removal Rate Q: (Sec) (CM /min)MECHANICAL ENGINEERINGNo ratings yet
- Baseplate 500x300x10Document2 pagesBaseplate 500x300x10surao.chittineniNo ratings yet
- RCC Beam Design AS CodeDocument1 pageRCC Beam Design AS CodeGaurav BhabadNo ratings yet
- PC2 BPDocument9 pagesPC2 BPAUNGPSNo ratings yet
- Cutting Time T: ExternalDocument2 pagesCutting Time T: ExternalMECHANICAL ENGINEERINGNo ratings yet
- Koluna C700.700 Office - PDF 1Document2 pagesKoluna C700.700 Office - PDF 1jo fernandezNo ratings yet
- Design of Baseplate With Large EccentricityDocument4 pagesDesign of Baseplate With Large EccentricityLeah Ann ManuelNo ratings yet
- Design of Rectangular RC Beams With Known DimensionsDocument6 pagesDesign of Rectangular RC Beams With Known DimensionsEleazar MendozaNo ratings yet
- Connection Design: Given DataDocument2 pagesConnection Design: Given Datasyed muneeb haiderNo ratings yet
- Anchor Rod Check - PedestalDocument370 pagesAnchor Rod Check - PedestalharsharanmannNo ratings yet
- PC1 DP 1Document24 pagesPC1 DP 1AUNGPSNo ratings yet
- Cantilever Beam Design - PFCDocument1 pageCantilever Beam Design - PFCberylqz5878No ratings yet
- E.Naldoza Design of Singly Reinforced Rectangular Section-ACI318M-14 (NSCP 2015) V2.1.2-08june2021Document2 pagesE.Naldoza Design of Singly Reinforced Rectangular Section-ACI318M-14 (NSCP 2015) V2.1.2-08june2021RL SanNo ratings yet
- A1. SGH CanopyDocument41 pagesA1. SGH CanopyMoustafaNo ratings yet
- 009 - Steel Column - Without Top Row FinalDocument4 pages009 - Steel Column - Without Top Row FinalVAIBHAVNo ratings yet
- Design of Doubly Reinforced RC Beam (ACI 318-14) : Particulars Remarks 1 Material Properties Codes and SectionsDocument71 pagesDesign of Doubly Reinforced RC Beam (ACI 318-14) : Particulars Remarks 1 Material Properties Codes and SectionsLavender HoneyNo ratings yet
- Slab Design - N-S Track - RevisedDocument2 pagesSlab Design - N-S Track - Revisedabdul samadNo ratings yet
- Rood Deck Cracking WidthDocument21 pagesRood Deck Cracking WidthJade Paul D. BesanaNo ratings yet
- E.Naldoza Design of Singly Reinforced Rectangular Section-ACI-318M-14 (NSCP 2015) - v2.1.1Document2 pagesE.Naldoza Design of Singly Reinforced Rectangular Section-ACI-318M-14 (NSCP 2015) - v2.1.1Johny Mark AsuncionNo ratings yet
- Base PlateDocument13 pagesBase PlateNaga Manikanta TatikondaNo ratings yet
- Calculation of Flexural Crack Width - IS 456: 2000 TB-1: Axial ForceDocument66 pagesCalculation of Flexural Crack Width - IS 456: 2000 TB-1: Axial ForceSrishti Project ConsultantsNo ratings yet
- Design of Long Pier Lp3, Rp3 & Rp2-116Document1 pageDesign of Long Pier Lp3, Rp3 & Rp2-116VISHALNo ratings yet
- Beam Splice Design: 1 Input Data: 1.1 Section and Section PropertiesDocument13 pagesBeam Splice Design: 1 Input Data: 1.1 Section and Section PropertiesVenkatesha Hebbar100% (1)
- Corbel DesignDocument3 pagesCorbel DesignLim EcNo ratings yet
- Cantilever Beam Design - I BeamDocument1 pageCantilever Beam Design - I Beamberylqz5878No ratings yet
- 4TH Floor Cracking WidthDocument9 pages4TH Floor Cracking WidthJade Paul D. BesanaNo ratings yet
- AISC Connection-2nd Edition - (3+3) Anchor Rod-FixedDocument14 pagesAISC Connection-2nd Edition - (3+3) Anchor Rod-FixedTuấnThanhNo ratings yet
- Elliptical ShellDocument3 pagesElliptical Shellyogaraj sNo ratings yet
- Design of Composite Column To EC4 byDocument2 pagesDesign of Composite Column To EC4 byChanNo ratings yet
- 2-Spiral Short ColumnsDocument14 pages2-Spiral Short ColumnsmagedNo ratings yet
- 3 Splice-Ismb500 FinalDocument7 pages3 Splice-Ismb500 FinalAvishek DeyNo ratings yet
- Design of Vertical StirrupDocument3 pagesDesign of Vertical StirrupAnton_Young_1962No ratings yet
- Crack Width Check (CoP Concrete 2013) CPRDocument4 pagesCrack Width Check (CoP Concrete 2013) CPRAndrew WtchengNo ratings yet
- AISC Connection-2nd Edition - (2+2) Anchor Rod-FixedDocument16 pagesAISC Connection-2nd Edition - (2+2) Anchor Rod-FixedTuấnThanhNo ratings yet
- Cantilever Beam Design - AngleDocument1 pageCantilever Beam Design - Angleberylqz5878No ratings yet
- Pelat Lantai 1Document5 pagesPelat Lantai 1Faiz ArjoghNo ratings yet
- AISC Connection-2nd Edition - (4+4) Anchor Rod-FixedDocument14 pagesAISC Connection-2nd Edition - (4+4) Anchor Rod-FixedTuấnThanhNo ratings yet
- Anchor Bolt - AISC ASDDocument7 pagesAnchor Bolt - AISC ASDameyyammaiNo ratings yet
- Page 2Document1 pagePage 2Edward Albert BañagaNo ratings yet
- 1 - SPLICE-WPB 700X300X204.5 - DraftDocument7 pages1 - SPLICE-WPB 700X300X204.5 - DraftAvishek DeyNo ratings yet
- Crack WidthDocument2 pagesCrack Widthhabibur Rahman KhanNo ratings yet
- Vertical Direction: B C (F XBXX) 2 CDocument2 pagesVertical Direction: B C (F XBXX) 2 Cprasanth bhadranNo ratings yet
- Design of Singly Reinforced Concrete BeamDocument4 pagesDesign of Singly Reinforced Concrete BeamAnton_Young_1962No ratings yet
- 6 R Design 13.88 Section A-ADocument4 pages6 R Design 13.88 Section A-AsudipNo ratings yet
- 7 R Design 13.88 Section B-BDocument4 pages7 R Design 13.88 Section B-BsudipNo ratings yet
- Doubly Reinforced BeamDocument2 pagesDoubly Reinforced BeamG.DhanabalNo ratings yet
- Design of Double Pilecap: Design For Axial Load and MomentDocument16 pagesDesign of Double Pilecap: Design For Axial Load and MomentMidhun BabuNo ratings yet
- E.naldoza Design of Singly Reinforced Rectangular Section-ACI-318M-14 (NSCP 2015) - V2.0.2Document2 pagesE.naldoza Design of Singly Reinforced Rectangular Section-ACI-318M-14 (NSCP 2015) - V2.0.2Max100% (1)
- Composite BeamDocument4 pagesComposite BeamThắngg TrịnhhNo ratings yet
- Midas/Setf: 1. Geometry and MaterialsDocument2 pagesMidas/Setf: 1. Geometry and MaterialsMichelle Rose Fernandez-BernardoNo ratings yet
- Ese-2016: Test Series: Subjectwise Test No. 10 (Conventional)Document11 pagesEse-2016: Test Series: Subjectwise Test No. 10 (Conventional)CgpscAspirantNo ratings yet
- Anchor Bolt Design, IS Code LSDDocument33 pagesAnchor Bolt Design, IS Code LSDamlan jyoti ChakravortyNo ratings yet
- Cantilever Beam Design - PipeDocument1 pageCantilever Beam Design - Pipeberylqz5878No ratings yet
- Corbel 4Document1 pageCorbel 4Aek JanNo ratings yet
- Girder DesignDocument2 pagesGirder DesignRafsanjani AbasNo ratings yet
- T0516-Eco Sanctuary CPL 23-Feb-16 LYJ RC 250 850 3000: Design Calculation For Pilecap 4Rc250Document2 pagesT0516-Eco Sanctuary CPL 23-Feb-16 LYJ RC 250 850 3000: Design Calculation For Pilecap 4Rc250Tj TanNo ratings yet
- Crack Width Calculation-FinalDocument4 pagesCrack Width Calculation-Finalbalaji gmscNo ratings yet
- Heatsinkcfdanalysisandoptimization PDFDocument50 pagesHeatsinkcfdanalysisandoptimization PDFMECHANICAL ENGINEERINGNo ratings yet
- 7 Mechanical EngineeringDocument18 pages7 Mechanical EngineeringMECHANICAL ENGINEERINGNo ratings yet
- 1 s2.0 S1359431117347919 MainDocument10 pages1 s2.0 S1359431117347919 MainMECHANICAL ENGINEERINGNo ratings yet
- การออกแบบท่อลม - ดร.ตุลย์ มณีวัฒนาDocument45 pagesการออกแบบท่อลม - ดร.ตุลย์ มณีวัฒนาMECHANICAL ENGINEERINGNo ratings yet
- 1 s2.0 S0196890419307642 MainDocument15 pages1 s2.0 S0196890419307642 MainMECHANICAL ENGINEERINGNo ratings yet
- SinghaDocument5 pagesSinghaMECHANICAL ENGINEERINGNo ratings yet
- Kejv017n050a007 PDFDocument12 pagesKejv017n050a007 PDFMECHANICAL ENGINEERINGNo ratings yet
- Yyyy / MM / DD HH / MM: TEST Name Test No. Date Time Round Name of ApplicantDocument1 pageYyyy / MM / DD HH / MM: TEST Name Test No. Date Time Round Name of ApplicantMECHANICAL ENGINEERINGNo ratings yet
- 1341832085307-Air ConditioningDocument28 pages1341832085307-Air ConditioningMECHANICAL ENGINEERINGNo ratings yet
- Fastener 2Document1 pageFastener 2MECHANICAL ENGINEERINGNo ratings yet
- Catalogue en 50hz PDFDocument643 pagesCatalogue en 50hz PDFMECHANICAL ENGINEERINGNo ratings yet
- ระบบควบคุมการเดิมรถไฟทางไกลจากศูนย์กลางDocument9 pagesระบบควบคุมการเดิมรถไฟทางไกลจากศูนย์กลางMECHANICAL ENGINEERINGNo ratings yet
- Air FORMDocument25 pagesAir FORMMECHANICAL ENGINEERINGNo ratings yet
- ( (Manufacturing) ) : Powder Metallurgy (PM)Document12 pages( (Manufacturing) ) : Powder Metallurgy (PM)MECHANICAL ENGINEERINGNo ratings yet
- Act 6Document9 pagesAct 6MECHANICAL ENGINEERINGNo ratings yet
- Toefl Itp Answer Sheet TgreDocument1 pageToefl Itp Answer Sheet TgreMECHANICAL ENGINEERINGNo ratings yet
- Lab Report Example 2Document20 pagesLab Report Example 2MECHANICAL ENGINEERINGNo ratings yet
- Cutting Time T: ExternalDocument2 pagesCutting Time T: ExternalMECHANICAL ENGINEERINGNo ratings yet
- Stainless Steel Centrifugal Pumps: 3 - SeriesDocument43 pagesStainless Steel Centrifugal Pumps: 3 - SeriesMECHANICAL ENGINEERINGNo ratings yet
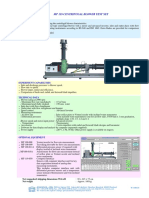
- MP 119 Centrifugal Blower Test Set: General DescriptionDocument1 pageMP 119 Centrifugal Blower Test Set: General DescriptionMECHANICAL ENGINEERINGNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument21 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsMECHANICAL ENGINEERINGNo ratings yet
- Experiment 13N RadioactivityDocument13 pagesExperiment 13N RadioactivityMECHANICAL ENGINEERINGNo ratings yet
- Lab 13. Radioactivity: GoalsDocument7 pagesLab 13. Radioactivity: GoalsMECHANICAL ENGINEERINGNo ratings yet
- Cutting Time T 9. Material Removal Rate Q: (Sec) (CM /min)Document1 pageCutting Time T 9. Material Removal Rate Q: (Sec) (CM /min)MECHANICAL ENGINEERINGNo ratings yet
- Performance Investigation of Solar Water Heating System Using Nano UidsDocument6 pagesPerformance Investigation of Solar Water Heating System Using Nano UidsMECHANICAL ENGINEERINGNo ratings yet
- SolidCAM 2020 Whats NewDocument58 pagesSolidCAM 2020 Whats NewMECHANICAL ENGINEERINGNo ratings yet
- A Sample Laboratory Report: Artificial RadioactivityDocument10 pagesA Sample Laboratory Report: Artificial RadioactivityMECHANICAL ENGINEERINGNo ratings yet
- CD-Wxx-00-0 Series Wall Mount CO Transmitter: Product BulletinDocument5 pagesCD-Wxx-00-0 Series Wall Mount CO Transmitter: Product BulletinMECHANICAL ENGINEERINGNo ratings yet
- Chme 302 Chemical Engineering Laboratory - I Experiment 302-6 Radiative Heat TransferDocument6 pagesChme 302 Chemical Engineering Laboratory - I Experiment 302-6 Radiative Heat TransferMECHANICAL ENGINEERINGNo ratings yet
- Program 2 For TapDocument440 pagesProgram 2 For TapGurjit SinghNo ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- Groove Weld ProfilesDocument9 pagesGroove Weld ProfilesWilly UioNo ratings yet
- Weld Joints and Weld Types - Part2Document1 pageWeld Joints and Weld Types - Part2joshua_tan_31No ratings yet
- Iso 4161 1999Document9 pagesIso 4161 1999lokesh prakash100% (1)
- GF Elbow ZDocument2 pagesGF Elbow ZLuis CarlosNo ratings yet
- Daily DiaryDocument12 pagesDaily DiaryVireshNo ratings yet
- Blanking DiesDocument24 pagesBlanking DiesPardeep KumarNo ratings yet
- Piston ManufacturingDocument41 pagesPiston ManufacturingDima AlinNo ratings yet
- CBLM Common 3 Perform Industry CalculationDocument23 pagesCBLM Common 3 Perform Industry CalculationAnonymous jGHeIS100% (1)
- Screw Fastenings and RivetsDocument53 pagesScrew Fastenings and RivetsAJ Bantay100% (1)
- Drilling PDFDocument33 pagesDrilling PDFdreamtheater666No ratings yet
- Leong Jin Product List-May 2013-Rev 10Document59 pagesLeong Jin Product List-May 2013-Rev 10EswaranNo ratings yet
- Universal Milling MachineDocument6 pagesUniversal Milling MachineAhtisham AmjadNo ratings yet
- Technical Data SheetDocument1 pageTechnical Data SheetMonali VarpeNo ratings yet
- ReportDocument18 pagesReportKrishna KKNo ratings yet
- Workplate D3 Gas PDFDocument1 pageWorkplate D3 Gas PDFOdaliz Rivera CamachoNo ratings yet
- c005b J PDFDocument376 pagesc005b J PDFChanh Hung VoNo ratings yet
- EDOC 0110 - BENS NRME ZN - Parts Rev3Document67 pagesEDOC 0110 - BENS NRME ZN - Parts Rev3marcos ortizNo ratings yet
- 9851 6544 01c Product Catalogue - Tophammer Equipment - OptDocument131 pages9851 6544 01c Product Catalogue - Tophammer Equipment - OptCasimiro Domeyko0% (1)
- Prod 244Document4 pagesProd 244marivandolimaNo ratings yet
- Crane JigDocument2 pagesCrane Jigradio-chaserNo ratings yet
- Catalog of Machines - Occasion Machines - 2014 2015 PDFDocument52 pagesCatalog of Machines - Occasion Machines - 2014 2015 PDFOccasionmachinesMetalworkingNo ratings yet
- Grinding MachineDocument1 pageGrinding Machinevenkateshyadav2116No ratings yet
- DTANKDocument26 pagesDTANKVivekRaptorNo ratings yet
- SSS FD BoDocument1 pageSSS FD BodbaldricaNo ratings yet
- 1.2379 en PDFDocument2 pages1.2379 en PDFVasileSpireaNo ratings yet
- Fabrication of Steel StructureDocument200 pagesFabrication of Steel Structurekesharinaresh100% (2)
- Diagrama TTT e Jominy Teórico: PL22, PL30, PL33, PL41, 4140 e 5135Document18 pagesDiagrama TTT e Jominy Teórico: PL22, PL30, PL33, PL41, 4140 e 5135DanielNo ratings yet