You might also like
- Experimental Characterization and Modeling of Thin-Layer Drying of Mango SlicesDocument7 pagesExperimental Characterization and Modeling of Thin-Layer Drying of Mango SliceswilsonNo ratings yet
- Erenturk, Solar Dryer, BEDocument8 pagesErenturk, Solar Dryer, BEMuhammad ZeeshanNo ratings yet
- Joykumar 2012 Convective Air Drying Characteristics of Sweet Potato CubeDocument6 pagesJoykumar 2012 Convective Air Drying Characteristics of Sweet Potato CubeMildred CullenNo ratings yet
- Secagem Com PBBDocument23 pagesSecagem Com PBBWalber PereiraNo ratings yet
- Paddy Dehydration by AdsorptionDocument7 pagesPaddy Dehydration by AdsorptionImèneHermassiNo ratings yet
- Model Vegetable FruitDocument10 pagesModel Vegetable FruitNatalia Valentina Toledo AguilarNo ratings yet
- Doymaz2012_Article_SunDryingOfSeedlessAndSeededGrDocument7 pagesDoymaz2012_Article_SunDryingOfSeedlessAndSeededGrAbdul RehmanNo ratings yet
- Doymaz-Altıner2012_Article_EffectOfPretreatmentSolutionOnDocument7 pagesDoymaz-Altıner2012_Article_EffectOfPretreatmentSolutionOnAbdul RehmanNo ratings yet
- Evaluation of Some Thin Layer Drying Models of Persimmon Slices Diospyros Kaki L 2012 Energy Conversion and ManagementDocument7 pagesEvaluation of Some Thin Layer Drying Models of Persimmon Slices Diospyros Kaki L 2012 Energy Conversion and ManagementMildred CullenNo ratings yet
- Thin-Layer Drying Behaviour of Mint Leaves: - Ibrahim DoymazDocument6 pagesThin-Layer Drying Behaviour of Mint Leaves: - Ibrahim DoymazJanela FloresNo ratings yet
- Sun Drying of Figs An Experimental Study-Doymaz2005Document5 pagesSun Drying of Figs An Experimental Study-Doymaz2005NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Drying of EggplantDocument12 pagesDrying of EggplantsubhashNo ratings yet
- Determination of Suitable Thin Layer Drying Curve Model For Apple SlicesDocument6 pagesDetermination of Suitable Thin Layer Drying Curve Model For Apple Slicesvele2ionut100% (1)
- Mango PAPER29Document11 pagesMango PAPER29NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Apel Dan Karakteristik PDFDocument9 pagesApel Dan Karakteristik PDFFaisal Azis RamadhanNo ratings yet
- Simulation and Experimental Studies of Heat Andmass Transfer in Corn Kernel During Hot Air DryingDocument13 pagesSimulation and Experimental Studies of Heat Andmass Transfer in Corn Kernel During Hot Air DryingLevaillant ErwanNo ratings yet
- El Aouar (1,4) PDFDocument7 pagesEl Aouar (1,4) PDFshofaNo ratings yet
- Statistical Modelling of Drying Characteristics of Unripe Plantain (Musa Paradisiaca) SlicesDocument10 pagesStatistical Modelling of Drying Characteristics of Unripe Plantain (Musa Paradisiaca) SlicesIJEMR JournalNo ratings yet
- Influence of Different Drying Techniques On Drying Parameters of MangoDocument9 pagesInfluence of Different Drying Techniques On Drying Parameters of MangoletyNo ratings yet
- Characterization and The Kinetics of Drying at The Drying Oven and With Microwave Oven of The Nephelium Lappaceum SeedsDocument7 pagesCharacterization and The Kinetics of Drying at The Drying Oven and With Microwave Oven of The Nephelium Lappaceum SeedsOpenaccess Research paperNo ratings yet
- Chong 2008Document6 pagesChong 2008Teknik KimiaNo ratings yet
- Blanching of BananaDocument9 pagesBlanching of BananaRaihanul HaqueNo ratings yet
- Modeling of The Water Adsorption Isotherm of Mango Slices (Mangifera Indica L.) Dried Under Hot AirDocument10 pagesModeling of The Water Adsorption Isotherm of Mango Slices (Mangifera Indica L.) Dried Under Hot AirIJAR JOURNALNo ratings yet
- Designing an experimental dryerDocument6 pagesDesigning an experimental dryerAxel EspiiNo ratings yet
- Temperatyura A Umidade RelativaDocument7 pagesTemperatyura A Umidade RelativaMaria Angélica Marques PedroNo ratings yet
- c2 PDFDocument13 pagesc2 PDFrahulkumarNo ratings yet
- Experimental and Numerical Investigation of Heat and Mass Transfer During Drying of Hayward Kiwi FruitsDocument8 pagesExperimental and Numerical Investigation of Heat and Mass Transfer During Drying of Hayward Kiwi Fruitsbourock26No ratings yet
- 387-OushabiDocument8 pages387-Oushabiziadslimane1995No ratings yet
- Drying Kinetics of Onion Slices in A Hot-Air DryerDocument6 pagesDrying Kinetics of Onion Slices in A Hot-Air DryerQw12qwNo ratings yet
- Drying kinetics of Üryani plum in a convective hot-air dryerDocument7 pagesDrying kinetics of Üryani plum in a convective hot-air dryerJanela FloresNo ratings yet
- Article 4 ElongoDocument10 pagesArticle 4 ElongoelongoNo ratings yet
- Optimization of Osmotic Dehydration of Yam Bean (Pachyrhizus Erosus) Using An Orthogonal Experimental DesignDocument7 pagesOptimization of Osmotic Dehydration of Yam Bean (Pachyrhizus Erosus) Using An Orthogonal Experimental Designmiceli57No ratings yet
- Drying Characteristics of Dill and Parsley Leaves: - Ibrahim Doymaz, Nurcan Tugrul, Mehmet PalaDocument7 pagesDrying Characteristics of Dill and Parsley Leaves: - Ibrahim Doymaz, Nurcan Tugrul, Mehmet PalaTefi Perez RossoNo ratings yet
- Mathematical Modeling of Vegetable and Fruit DryingDocument10 pagesMathematical Modeling of Vegetable and Fruit DryingLe Quoc TuanNo ratings yet
- Thin-Layer Drying of Melon SeedsDocument16 pagesThin-Layer Drying of Melon SeedsBayu Prayudi WibowoNo ratings yet
- Effect of Temperature and Air Velocity on Drying Rate and Constant of Cocoa BeansDocument7 pagesEffect of Temperature and Air Velocity on Drying Rate and Constant of Cocoa BeansLaura NogueraNo ratings yet
- (57)Document5 pages(57)DewiNo ratings yet
- 4 Drying and Rehydration Behaviour of BambDocument8 pages4 Drying and Rehydration Behaviour of BambHouse DoctorNo ratings yet
- Comparsion of Genitic AlgorithmDocument8 pagesComparsion of Genitic Algorithmfrizbi9No ratings yet
- Bean Moisture Diffusivity and Drying Kinetics-A Comparison of The Liquid Difussion Model When Taking Into Account and Neglecting Grain ShrinkageDocument8 pagesBean Moisture Diffusivity and Drying Kinetics-A Comparison of The Liquid Difussion Model When Taking Into Account and Neglecting Grain ShrinkageaivangtrNo ratings yet
- Convective Drying of Apple Mathematical Modeling ADocument9 pagesConvective Drying of Apple Mathematical Modeling Aeric labordoNo ratings yet
- Drying of Bananas Assisted by Microwave EnergyDocument9 pagesDrying of Bananas Assisted by Microwave Energymohamadi42No ratings yet
- A Solar Collector Design Procedure For Crop DryingDocument6 pagesA Solar Collector Design Procedure For Crop DryingMIGUEL ÁNGEL MORELO FUENTESNo ratings yet
- Author's Accepted ManuscriptDocument11 pagesAuthor's Accepted Manuscriptchaima rekikNo ratings yet
- 31 37bhagyashree Josac221Document8 pages31 37bhagyashree Josac221Muhammad Maulana SidikNo ratings yet
- Convective and Microwave Drying Characteristics of Sorbus Fruits Sorbus Domestica L 2015 Procedia Social and Behavioral SciencesDocument10 pagesConvective and Microwave Drying Characteristics of Sorbus Fruits Sorbus Domestica L 2015 Procedia Social and Behavioral SciencesMildred CullenNo ratings yet
- 3different Varieties of Tomato 2018Document10 pages3different Varieties of Tomato 2018kamalNo ratings yet
- Determination of Some Physical Properties of Date FruitDocument9 pagesDetermination of Some Physical Properties of Date FruitAbdullah KamelNo ratings yet
- 7 12v2i3 7 PDFDocument6 pages7 12v2i3 7 PDFNouha JhiderNo ratings yet
- Maisaroh 2022 IOP Conf. Ser. Earth Environ. Sci. 1116 012065Document15 pagesMaisaroh 2022 IOP Conf. Ser. Earth Environ. Sci. 1116 012065lp manaluNo ratings yet
- Coriander MoistureDocument11 pagesCoriander MoistureEdbert ValentinoNo ratings yet
- Water Vapor Permeability, Tensile Properties and Solubility of Methylcellulose-Based Edible FilmsDocument8 pagesWater Vapor Permeability, Tensile Properties and Solubility of Methylcellulose-Based Edible FilmsMaulana Karnawidjaja WahyuNo ratings yet
- Effect of drying methods on moisture sorption isotherms and thermodynamic properties of mint leavesDocument11 pagesEffect of drying methods on moisture sorption isotherms and thermodynamic properties of mint leavesDiana Paola Alvarado ToledoNo ratings yet
- Tilapia FishDocument7 pagesTilapia FishchithuNo ratings yet
- Sorption Isotherms and Heat of Sorption for FoodsDocument10 pagesSorption Isotherms and Heat of Sorption for FoodsTUTO INTEGRALESNo ratings yet
- The Effects of Dipping Pretreatments On Air-Drying Rates Of-Doymaz2002Document5 pagesThe Effects of Dipping Pretreatments On Air-Drying Rates Of-Doymaz2002NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Impact of Process Variable On Effective Moisture Diffusivity During Convective Drying of Osmotically Dehydrated Mushroom SamplesDocument6 pagesImpact of Process Variable On Effective Moisture Diffusivity During Convective Drying of Osmotically Dehydrated Mushroom SamplesDr Amrit Kumar JhaNo ratings yet
- Artticulo Nutricion LDocument7 pagesArtticulo Nutricion LMirleidis TapiaNo ratings yet
- Mango Pulp Drying by Refractance WindowDocument8 pagesMango Pulp Drying by Refractance WindowOscar ArangoNo ratings yet
- Drying Kinetics of Pineapple ResidueDocument22 pagesDrying Kinetics of Pineapple ResidueNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Mathematical Modelling of Hot Air Drying of Sweet PotatoDocument11 pagesMathematical Modelling of Hot Air Drying of Sweet PotatoNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Mathematical Modeling of Thin Layer Solar DryingDocument9 pagesMathematical Modeling of Thin Layer Solar DryingNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Model Predictive Control and Its Application in AgricultureDocument14 pagesModel Predictive Control and Its Application in AgricultureNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Kinetics of Apricot Thin Layer Drying in A Mixed and Indirect Mode SolarDocument6 pagesKinetics of Apricot Thin Layer Drying in A Mixed and Indirect Mode SolarNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Spray Dried Coconut MilkDocument22 pagesSpray Dried Coconut MilkNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Mango PAPER29Document11 pagesMango PAPER29NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Mathematical Modeling of Thin Layer Solar Drying of Poultry AbattoirDocument14 pagesMathematical Modeling of Thin Layer Solar Drying of Poultry AbattoirNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Drying of Red PepperDocument14 pagesDrying of Red PepperNEFTALI VAZQUEZ ESPINOSANo ratings yet
- PSO Based Fictitious Reference Iterative Tuning of Air Dryer For Fruit Drying ProcessDocument4 pagesPSO Based Fictitious Reference Iterative Tuning of Air Dryer For Fruit Drying ProcessNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Trends in Food Science & Technology: Jieling Chen, Min Zhang, Baoguo Xu, Jincai Sun, Arun S. MujumdarDocument10 pagesTrends in Food Science & Technology: Jieling Chen, Min Zhang, Baoguo Xu, Jincai Sun, Arun S. MujumdarNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Drying KineticsDocument13 pagesDrying KineticsNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Control System in A Hybrid Solar DryerDocument5 pagesControl System in A Hybrid Solar DryerNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Control of A Solar Dryer Using A Hybrid Solar Gas CollectorDocument6 pagesControl of A Solar Dryer Using A Hybrid Solar Gas CollectorNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Application of Constrained Linear MPC To A Spray DryerDocument7 pagesApplication of Constrained Linear MPC To A Spray DryerNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Mathematical Modeling of Drying Characteristics of Tropical FruitsDocument6 pagesMathematical Modeling of Drying Characteristics of Tropical FruitsNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Solar Heated Fruit Dehydrator-Bolin1978Document3 pagesSolar Heated Fruit Dehydrator-Bolin1978NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Advanced Process Control For Moisture Monitoring and Control ApplicationsDocument7 pagesAdvanced Process Control For Moisture Monitoring and Control ApplicationsNEFTALI VAZQUEZ ESPINOSANo ratings yet
- The Influence Mechanism and Control Strategy ofDocument19 pagesThe Influence Mechanism and Control Strategy ofNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Sun Drying of Figs An Experimental Study-Doymaz2005Document5 pagesSun Drying of Figs An Experimental Study-Doymaz2005NEFTALI VAZQUEZ ESPINOSANo ratings yet
- The Effects of Dipping Pretreatments On Air-Drying Rates Of-Doymaz2002Document5 pagesThe Effects of Dipping Pretreatments On Air-Drying Rates Of-Doymaz2002NEFTALI VAZQUEZ ESPINOSANo ratings yet
- Control and Automation of An Industrial Food DryerDocument9 pagesControl and Automation of An Industrial Food DryerNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Partial Drying of Cut Pears To Improve Freeze-Thaw Texture-Bolin1993Document4 pagesPartial Drying of Cut Pears To Improve Freeze-Thaw Texture-Bolin1993NEFTALI VAZQUEZ ESPINOSANo ratings yet
- An Overview of Recent Developments and Some R&D-jangam2011Document16 pagesAn Overview of Recent Developments and Some R&D-jangam2011NEFTALI VAZQUEZ ESPINOSANo ratings yet
- MWRC Policies & Procedures Manual 2020Document10 pagesMWRC Policies & Procedures Manual 2020Emma RyersonNo ratings yet
- HPLC Determination of Caffeine in Coffee BeverageDocument7 pagesHPLC Determination of Caffeine in Coffee Beveragemuhammad ihklasulNo ratings yet
- SOP of Gram StainDocument5 pagesSOP of Gram Stainzalam55100% (1)
- Experiment # 04: Short-Circuit Test of Single Phase TransformerDocument5 pagesExperiment # 04: Short-Circuit Test of Single Phase TransformerNasir Ali / Lab Engineer, Electrical Engineering DepartmentNo ratings yet
- Multi Air Engine Seminar ReportDocument23 pagesMulti Air Engine Seminar ReportVishal ChauhanNo ratings yet
- (KBA BU HANUM) Senyawa Fenolik AlamDocument134 pages(KBA BU HANUM) Senyawa Fenolik AlamPoppyA.NamiraNo ratings yet
- Me, Myself, and My Dream CareerDocument12 pagesMe, Myself, and My Dream CareerJed CameronNo ratings yet
- Fault Tracing: FMI 3: Checking The Sensor CircuitDocument1 pageFault Tracing: FMI 3: Checking The Sensor Circuituser1No ratings yet
- 01 Itp-380kv Gis - PlanDocument9 pages01 Itp-380kv Gis - PlanYahya SamaraNo ratings yet
- Bacnet® Fixed Function Thermostat: For Fan Coil/Heat Pump/Conventional SystemsDocument8 pagesBacnet® Fixed Function Thermostat: For Fan Coil/Heat Pump/Conventional Systemsamjadjaved033148100% (1)
- 2) Coa-Vitamin-Dsm-Lot # XW91707139-146 PDFDocument16 pages2) Coa-Vitamin-Dsm-Lot # XW91707139-146 PDFNaeem AnjumNo ratings yet
- Letter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Document12 pagesLetter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Patrick JohnsonNo ratings yet
- Pi̇sa Edu Türki̇ye Geneli̇ Imat Denemesi̇Document31 pagesPi̇sa Edu Türki̇ye Geneli̇ Imat Denemesi̇Efe Tunç AkyürekNo ratings yet
- Pro Boxberg en DownloadDocument6 pagesPro Boxberg en Downloadftzo3439No ratings yet
- Midterm MMMDocument2 pagesMidterm MMMasdfghjkl zxcvbnmNo ratings yet
- RA 6541 National Building Code of The PH StandPipeDocument5 pagesRA 6541 National Building Code of The PH StandPipejungzki jungzkiNo ratings yet
- Sds d201 Diatro - Lyse-Diff v4.1Document7 pagesSds d201 Diatro - Lyse-Diff v4.1Fauzia BudimanNo ratings yet
- Ujian Sains Tingkatan 2Document10 pagesUjian Sains Tingkatan 2SITI ZAIDAH AHMAD50% (6)
- Biology 1Document4 pagesBiology 1yvonne villanuevaNo ratings yet
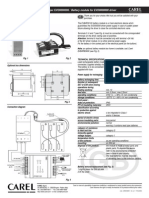
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- What Is Communication: What Is Communication MEANING OF COMMUNICATION: It Is Very Difficult To Define The TermDocument12 pagesWhat Is Communication: What Is Communication MEANING OF COMMUNICATION: It Is Very Difficult To Define The Termmanik ghoshNo ratings yet
- End Time ProphecyDocument16 pagesEnd Time ProphecyMarven JabianNo ratings yet
- By Pass System in The Dry ProcessDocument34 pagesBy Pass System in The Dry Processfaheemqc100% (1)
- Wind Energy 6Document12 pagesWind Energy 6Shanthi RameshNo ratings yet
- A300-600 Ammfx1 29 24 00 03 0Document5 pagesA300-600 Ammfx1 29 24 00 03 0Fahimeh HayatinasabNo ratings yet
- Transformer Protection Techniques for Fault DetectionDocument32 pagesTransformer Protection Techniques for Fault DetectionshashankaumNo ratings yet
- Solution Manual For Chemistry For Today General Organic and Biochemistry 8th EditionDocument37 pagesSolution Manual For Chemistry For Today General Organic and Biochemistry 8th Editionrepastgraffitie17pv100% (14)
- Lifting Plan ProcedureDocument4 pagesLifting Plan ProcedureNath YauNo ratings yet
- Hedging FuturesDocument39 pagesHedging Futuresapi-3833893100% (1)
- Urine Eaxmintaion ReportDocument7 pagesUrine Eaxmintaion Reportapi-3745021No ratings yet
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Quiet Zone: Unraveling the Mystery of a Town Suspended in SilenceFrom EverandThe Quiet Zone: Unraveling the Mystery of a Town Suspended in SilenceRating: 3.5 out of 5 stars3.5/5 (23)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- Recording Unhinged: Creative and Unconventional Music Recording TechniquesFrom EverandRecording Unhinged: Creative and Unconventional Music Recording TechniquesNo ratings yet
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (586)
- The Path Between the Seas: The Creation of the Panama Canal, 1870-1914From EverandThe Path Between the Seas: The Creation of the Panama Canal, 1870-1914Rating: 4.5 out of 5 stars4.5/5 (124)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureFrom EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureRating: 5 out of 5 stars5/5 (125)