You might also like
- MCC Sic Naics ExcelDocument184 pagesMCC Sic Naics ExcelAirr XueNo ratings yet
- ARP E Reliability Engineer CourseDocument4 pagesARP E Reliability Engineer CourseLyonelNo ratings yet
- HSE List Request For HighlandDocument36 pagesHSE List Request For HighlandSeptian SuryanandaNo ratings yet
- Root Cause TemplateDocument19 pagesRoot Cause TemplateFiroz Khan100% (3)
- Linkages 1627033180Document81 pagesLinkages 1627033180Utkarsh KumarNo ratings yet
- Root Cause Analysis March12Document3 pagesRoot Cause Analysis March12zaihasrenNo ratings yet
- Understanding Root Cause Analysis: BRC Global StandardsDocument21 pagesUnderstanding Root Cause Analysis: BRC Global StandardsMathanraj100% (1)
- RateDocument372 pagesRatethetpaing soeNo ratings yet
- Risk Management Review ArticleDocument31 pagesRisk Management Review Articlemohamed fathi abdel aalNo ratings yet
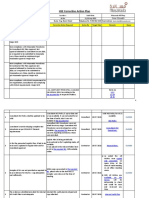
- HSE Corrective Action PlanDocument10 pagesHSE Corrective Action PlansaqibNo ratings yet
- Root Cause Analysis 2018Document35 pagesRoot Cause Analysis 2018FlorentinaNicola100% (2)
- Resume of Sonali Hinge, PMPDocument2 pagesResume of Sonali Hinge, PMPSridhar ChebroluNo ratings yet
- 100 Highest-Valued UnicornsDocument9 pages100 Highest-Valued UnicornsShubham YadavNo ratings yet
- Root Cause Analysis For eRCADocument6 pagesRoot Cause Analysis For eRCAMohamedSaidNo ratings yet
- Accident Investigators HandbookDocument130 pagesAccident Investigators HandbookJORGE ENRIQUE ACUÑA MUÑOZNo ratings yet
- Supplier QRQC ImplementationDocument21 pagesSupplier QRQC ImplementationChristopher GILL100% (1)
- Reinforcement Cutting Bending JSA HSE ProfessionalsDocument1 pageReinforcement Cutting Bending JSA HSE ProfessionalsNoval FebriNo ratings yet
- Jsa For Civil Work For Panel StorageDocument22 pagesJsa For Civil Work For Panel StorageVishal AherNo ratings yet
- 8) 1F8 Load Verification 21.12.2018Document33 pages8) 1F8 Load Verification 21.12.2018shrikanth5singhNo ratings yet
- Listado 2016Document53 pagesListado 2016Zayda Herrera de RomeroNo ratings yet
- L'Oreal EHS General Presentation HEALTH & SAFETY - English VersionDocument40 pagesL'Oreal EHS General Presentation HEALTH & SAFETY - English VersionDreiviga Romarchi100% (1)
- Traffic Management PlanDocument10 pagesTraffic Management PlanShailendra SinghNo ratings yet
- Risk Assessment (2.8) - Ra For Substation - Latest For Final Jizan City-2Document266 pagesRisk Assessment (2.8) - Ra For Substation - Latest For Final Jizan City-2Shah MuzzamilNo ratings yet
- VWRA Holding DetailsDocument177 pagesVWRA Holding DetailsRamdisaNo ratings yet
- Quality Management System in Garments Manufacturing by SujanDocument27 pagesQuality Management System in Garments Manufacturing by SujanSujan sahaNo ratings yet
- Sodium Hypochlorite (10-15pct)Document15 pagesSodium Hypochlorite (10-15pct)VijayNo ratings yet
- DocumentDocument53 pagesDocumentKedarcharan BiswalNo ratings yet
- List-Of-Stations and locations-PS-1-Summer 2023Document21 pagesList-Of-Stations and locations-PS-1-Summer 2023Dhimdhi MathaiNo ratings yet
- MM-HR-01 Master List of EmployeeDocument2 pagesMM-HR-01 Master List of EmployeeRishi GautamNo ratings yet
- SR No Service CodeDocument30 pagesSR No Service CodeShiva KrishnaNo ratings yet
- Common Competencies TESDA SECTORSDocument26 pagesCommon Competencies TESDA SECTORSDyəm MęępoNo ratings yet
- Marker Post Installation JSADocument10 pagesMarker Post Installation JSAShahid BhattiNo ratings yet
- UntitledDocument84 pagesUntitledmsjack09No ratings yet
- Archeological Survey and Monitoring PlanDocument15 pagesArcheological Survey and Monitoring PlanMessayNo ratings yet
- Adani FileDocument27 pagesAdani FileMohammedSajidNo ratings yet
- List of Safety Committee MembersDocument1 pageList of Safety Committee MembersNisith SahooNo ratings yet
- September 5th WeekDocument8 pagesSeptember 5th WeekHemant HoneyNo ratings yet
- SHE Program 2018Document69 pagesSHE Program 2018safety officerNo ratings yet
- Module 3 Lab Manual 5 Input Validation - AnswerDocument9 pagesModule 3 Lab Manual 5 Input Validation - AnswerLakshmi PriyaNo ratings yet
- List of Stocks - EquitylistDocument107 pagesList of Stocks - Equitylistkavita shettyNo ratings yet
- List of Investment Companies (Abu Dhabi)Document6 pagesList of Investment Companies (Abu Dhabi)Hamayet RaselNo ratings yet
- All Listed StocksDocument136 pagesAll Listed StocksKun NalNo ratings yet
- AQI All Station2022 12 21T14 00 00ZDocument30 pagesAQI All Station2022 12 21T14 00 00ZAnkita KaliramanNo ratings yet
- Heavy Equipment ChecklistDocument1 pageHeavy Equipment ChecklistRejan LawrenceNo ratings yet
- Risk Assessment - ExcavationDocument6 pagesRisk Assessment - Excavationganesh gbNo ratings yet
- LOTAM at 17.12.2020 PDFDocument551 pagesLOTAM at 17.12.2020 PDFFaisal MustafaNo ratings yet
- QS049-P09 Progress MOM No 31of 05 Sept 2021Document5 pagesQS049-P09 Progress MOM No 31of 05 Sept 2021ahmed khalil100% (1)
- Risk Assessment: Site Facilities Larsen & Toubro Limited PT&D (I) (Africa)Document4 pagesRisk Assessment: Site Facilities Larsen & Toubro Limited PT&D (I) (Africa)Naveen GladsonNo ratings yet
- Arcadis HIN (NCR) 040 Equipment InspectionDocument3 pagesArcadis HIN (NCR) 040 Equipment InspectionShafie ZubierNo ratings yet
- Weekly HSE Reports: Indicators/ Metrics This Week Month (8) Year To Date Project To DateDocument2 pagesWeekly HSE Reports: Indicators/ Metrics This Week Month (8) Year To Date Project To DateAbdul RafeequeNo ratings yet
- IDC - HSE Meeting Jan 11Document3 pagesIDC - HSE Meeting Jan 11QHSE ManagerNo ratings yet
- NSDocument15 pagesNSmanmeet singhNo ratings yet
- Electric Vehicle Policy in IndiaDocument8 pagesElectric Vehicle Policy in IndiaPranjul ShuklaNo ratings yet
- Student EnrollmentDocument82 pagesStudent EnrollmentHabtamu Hailemariam AsfawNo ratings yet
- Mohd Anar Akash Rigger 3 AramcoDocument7 pagesMohd Anar Akash Rigger 3 AramcoshahbishwonathNo ratings yet
- Eml Raj DistrctDocument1 pageEml Raj DistrctRahima BilkisNo ratings yet
- Alba-TLSISG (07-04-2022)Document6 pagesAlba-TLSISG (07-04-2022)Ibrahim LiaqatNo ratings yet
- Projects 2Document50 pagesProjects 2A BNo ratings yet
- PTI FORM For Truck Crane - Telescopic BoomDocument2 pagesPTI FORM For Truck Crane - Telescopic BoomRendra DwikaNo ratings yet
- Test Series: April, 2021 Mock Test Paper 2 Final (Old) Course Paper 1: Financial ReportingDocument16 pagesTest Series: April, 2021 Mock Test Paper 2 Final (Old) Course Paper 1: Financial ReportingPraveen Reddy DevanapalleNo ratings yet
- OHS-PR-09-03-F07 JOB SAFE PROCEDURE (18) Spacer and Vibration Damper InstallationDocument14 pagesOHS-PR-09-03-F07 JOB SAFE PROCEDURE (18) Spacer and Vibration Damper Installationmohammed tofiqNo ratings yet
- MBA Full Project List RM SolutionDocument48 pagesMBA Full Project List RM SolutionRoking Dev SahuNo ratings yet
- Road Runner - Customer Opportunity Update - v1Document249 pagesRoad Runner - Customer Opportunity Update - v1thuy dinhNo ratings yet
- Vendor Number Vendor NameDocument10 pagesVendor Number Vendor NamemtbshannaNo ratings yet
- Awazel Uae: Material SubmittalDocument99 pagesAwazel Uae: Material SubmittalBachir BanboukNo ratings yet
- Webinar Reginstraions 03.feb.22Document5 pagesWebinar Reginstraions 03.feb.22AkshayNo ratings yet
- Risk Assessment - Rev01 8 4 2020-2Document14 pagesRisk Assessment - Rev01 8 4 2020-2shaibaz chafekar100% (1)
- Hand Over 4 22Document2 pagesHand Over 4 22Ahmed AlwakeelNo ratings yet
- Ride Details Bill Details: Thanks For Travelling With Us, Ankush DhadwalDocument3 pagesRide Details Bill Details: Thanks For Travelling With Us, Ankush DhadwalSieeNo ratings yet
- Tools Checklist For WorkshopDocument44 pagesTools Checklist For Workshopdehane abdelazizNo ratings yet
- Service Report Mednif 100ma BiomedilabDocument2 pagesService Report Mednif 100ma BiomedilabDiana Putri SofyanNo ratings yet
- Reliability Engineering and System Safety: Jon T. Selvik, Linda J. BellamyDocument11 pagesReliability Engineering and System Safety: Jon T. Selvik, Linda J. BellamyNoel Federer SarkarNo ratings yet
- 8D Capa Scar TempDocument3 pages8D Capa Scar TempTiến ThànhNo ratings yet
- 1031 1192105937 02 202109 FGH ST Mad11 Tanacs For Cep - PDF 50996599 v1Document17 pages1031 1192105937 02 202109 FGH ST Mad11 Tanacs For Cep - PDF 50996599 v1Jesús SarriaNo ratings yet
- Sureshkumar+CV 020622Document5 pagesSureshkumar+CV 020622Razvan GheorghiesNo ratings yet
- SIP Annex 8 - Root Cause Analysis OverviewDocument6 pagesSIP Annex 8 - Root Cause Analysis OverviewChan Chanielou JavierNo ratings yet
- Peter Fama ResumeDocument2 pagesPeter Fama ResumeAsim GillaniNo ratings yet
- Ultimate Guide To ObservabilityDocument16 pagesUltimate Guide To ObservabilityShruthiNo ratings yet
- MANAJEMEN RISIKO RCA FMEA - EditDocument70 pagesMANAJEMEN RISIKO RCA FMEA - EditisyanapraditiaNo ratings yet
- 10657666-Lean Six Sigma Green Belt Project TemplateDocument28 pages10657666-Lean Six Sigma Green Belt Project TemplateSAMHO DigitalNo ratings yet
- Data Science Checklist For AIOps ApplicationsDocument8 pagesData Science Checklist For AIOps ApplicationsrhenancfdnNo ratings yet
- Best Practice Approach To Increase MTBF Using MaximoDocument4 pagesBest Practice Approach To Increase MTBF Using MaximoHugoCabanillasNo ratings yet
- Quiz Chapter 1Document14 pagesQuiz Chapter 1mahdiNo ratings yet
- 09 - Air Conditioning SystemsDocument12 pages09 - Air Conditioning Systems郝帅No ratings yet
- KATTAR Root Cause Analysis ToolDocument3 pagesKATTAR Root Cause Analysis ToolGustavo Meléndez100% (1)
- PM Pillar Breakdown Analysis v1Document60 pagesPM Pillar Breakdown Analysis v1bhavesh_balasNo ratings yet
- Root Cause Analysis and Corrective ActionDocument1 pageRoot Cause Analysis and Corrective ActionArnel OlivarNo ratings yet
- 16a. Deviation ManagementDocument3 pages16a. Deviation ManagementYACINE AMIRECHENo ratings yet
- SIP Annex 8 - Root Cause Analysis OverviewDocument5 pagesSIP Annex 8 - Root Cause Analysis OverviewallenNo ratings yet
- CAS1969-2G00-01-124-008 Final Investigation Report FormDocument3 pagesCAS1969-2G00-01-124-008 Final Investigation Report Formlab cncNo ratings yet