You might also like
- THC SF hc25g PDFDocument21 pagesTHC SF hc25g PDFZaKTeKNo ratings yet
- Manual Generador ENGGADocument20 pagesManual Generador ENGGAmanuel100% (2)
- Statics AnDocument13 pagesStatics AnIsaac Davy100% (1)
- Recipes Deep Covered Baker BookletDocument11 pagesRecipes Deep Covered Baker BookletjulilewNo ratings yet
- WADDELL (L.A.) - The British Edda (1930) 2 of 3Document252 pagesWADDELL (L.A.) - The British Edda (1930) 2 of 3bookbender100% (2)
- High Precision Weld Heads: Key Features Typical ApplicationsDocument2 pagesHigh Precision Weld Heads: Key Features Typical ApplicationsAamir ZahoorNo ratings yet
- SF-H25G Plasma Height ControlDocument23 pagesSF-H25G Plasma Height ControlgabrielNo ratings yet
- Perform Characteristic of Directional Relay: Prepared By: B.R.PrajapatiDocument3 pagesPerform Characteristic of Directional Relay: Prepared By: B.R.PrajapatiBhavik PrajapatiNo ratings yet
- Stearns Electronic Brake Release Indicator (Proving Switch) ArmatureActuated Brake Series Product SheetDocument2 pagesStearns Electronic Brake Release Indicator (Proving Switch) ArmatureActuated Brake Series Product Sheetashar khanNo ratings yet
- Shenzhen H.Y.D CNC Technology Co.,Ltd: Instruction Manual Arc Voltage Torch Height Controller Xpthc-100Document18 pagesShenzhen H.Y.D CNC Technology Co.,Ltd: Instruction Manual Arc Voltage Torch Height Controller Xpthc-100vijayNo ratings yet
- W2R CatalogDocument1 pageW2R CatalogJohanQuinteroLoorNo ratings yet
- Gloq1 Ats CatalogueDocument6 pagesGloq1 Ats CatalogueCelso SitonesNo ratings yet
- Lab Manual: Shree Ramchandra College of Engineering, Lonikand, Pune - 412 216Document43 pagesLab Manual: Shree Ramchandra College of Engineering, Lonikand, Pune - 412 216jatindraNo ratings yet
- Sensorless Control of Permanent Magnet AC Motors: October 1994Document7 pagesSensorless Control of Permanent Magnet AC Motors: October 1994Ismail BayraktarNo ratings yet
- Machine - Lab Manual Merged PDFDocument14 pagesMachine - Lab Manual Merged PDFMubin LikhonNo ratings yet
- CJ6 Electric Mechanism说明书 (英文) - NYDocument14 pagesCJ6 Electric Mechanism说明书 (英文) - NYMahendra DonizarNo ratings yet
- Edc 21bee0321Document16 pagesEdc 21bee0321lakshit.choudhary2021No ratings yet
- Disa KW Working ChartDocument2 pagesDisa KW Working ChartSayan NaskarNo ratings yet
- Neuron Simplicity User ManualDocument45 pagesNeuron Simplicity User ManualShane MurrayNo ratings yet
- Perform Transformer Over Current Protection Scheme: Prepared By: B.R.PrajapatiDocument2 pagesPerform Transformer Over Current Protection Scheme: Prepared By: B.R.PrajapatiBhavik PrajapatiNo ratings yet
- Servo Voltage Stabilizer With Isolation TransformerDocument3 pagesServo Voltage Stabilizer With Isolation TransformerirfanWPK100% (1)
- Design and Simulation of Triggering Circ PDFDocument4 pagesDesign and Simulation of Triggering Circ PDFYimy GarciaNo ratings yet
- WEG Molded Case Circuit Breakers: User's ManualDocument12 pagesWEG Molded Case Circuit Breakers: User's ManualfelipeNo ratings yet
- Synchro-Check Relay: 1MRS 750421-MBG Spau 140 CDocument8 pagesSynchro-Check Relay: 1MRS 750421-MBG Spau 140 CBata ZivanovicNo ratings yet
- Design and Manufacturing of Digital MOSFET based-AVR For Synchronous GeneratorDocument7 pagesDesign and Manufacturing of Digital MOSFET based-AVR For Synchronous GeneratorRoyston fernandesNo ratings yet
- Sx440, STAMFORD ManualDocument4 pagesSx440, STAMFORD ManualSarawut PipeNo ratings yet
- AVR 3kVA 220VCA DatasheetDocument2 pagesAVR 3kVA 220VCA DatasheetdulcesinestesiaNo ratings yet
- UCDI274K 311 1P TD EN - Rev - ADocument10 pagesUCDI274K 311 1P TD EN - Rev - AMuntasir MunirNo ratings yet
- Experiment No. 3 Title: To Understand The Operation of Under Voltage RelayDocument5 pagesExperiment No. 3 Title: To Understand The Operation of Under Voltage RelayMuniba FatimaNo ratings yet
- ABB Arc Guard Systems, Current Sensing UnitDocument11 pagesABB Arc Guard Systems, Current Sensing UnitEliasNo ratings yet
- Design and Implementation of Welding With Electromagnetic Trailing Peening Control CircuitDocument4 pagesDesign and Implementation of Welding With Electromagnetic Trailing Peening Control CircuitSamuel ChristyNo ratings yet
- UCI224CDocument9 pagesUCI224CChristian Rivera FloverNo ratings yet
- EVC600C User Manual (English)Document6 pagesEVC600C User Manual (English)dhany reza100% (1)
- Solid State SsDocument7 pagesSolid State SsKratheeshNo ratings yet
- A Novel Internal Fault Analysis of A Brushless DC Motor Using Winding Function TheoryDocument6 pagesA Novel Internal Fault Analysis of A Brushless DC Motor Using Winding Function TheorymssmsNo ratings yet
- Voltage Regulator WorkDocument5 pagesVoltage Regulator Worklee579773No ratings yet
- Pub111 101 00 0720Document4 pagesPub111 101 00 0720vdphong2012No ratings yet
- EA230 Manual PDFDocument4 pagesEA230 Manual PDFJulia ArguetaNo ratings yet
- Diagnostic of Broken Bars by MCSA MethodDocument3 pagesDiagnostic of Broken Bars by MCSA MethodIvan GomezNo ratings yet
- Controlled Switching of Circuit Breaker and Its Site MeasurementDocument4 pagesControlled Switching of Circuit Breaker and Its Site MeasurementprabhuNo ratings yet
- MVC Manual Voltage Control ManualDocument13 pagesMVC Manual Voltage Control ManualIrfan AshrafNo ratings yet
- ELE4804 Project Part II Name University DateDocument6 pagesELE4804 Project Part II Name University DateRosalie BachillerNo ratings yet
- 90-879172243 - 4c - Sistema ElectricoDocument14 pages90-879172243 - 4c - Sistema ElectricoJorge SoberanoNo ratings yet
- Electrical Drive 2015 RegularDocument64 pagesElectrical Drive 2015 Regularkabtamu mamoNo ratings yet
- YES1 ATS Series GA Model Instruction Book PDFDocument21 pagesYES1 ATS Series GA Model Instruction Book PDFAlexander Cepeda QuinteroNo ratings yet
- Stamford As440 Voltage RegulatorDocument8 pagesStamford As440 Voltage RegulatorTegas Shidik Permana100% (1)
- Festo Glossary The Terminology of Electrical DrivesDocument3 pagesFesto Glossary The Terminology of Electrical DrivesadityavanamNo ratings yet
- CS Exp 5Document4 pagesCS Exp 5D StudiosNo ratings yet
- Phase Control An-3006Document6 pagesPhase Control An-3006Tantri Rahmawati100% (1)
- Tornado - 401 USER MAnDocument11 pagesTornado - 401 USER MAnvipulNo ratings yet
- Speed Control of Single Phase Induction Motor Using TRIAC and RPM Measurement by Contactless TachometerDocument6 pagesSpeed Control of Single Phase Induction Motor Using TRIAC and RPM Measurement by Contactless TachometerHammad MughalNo ratings yet
- The Research of Inverter Welding Power Source Based On DSP For Self-Shielded Flux-Cored WireDocument6 pagesThe Research of Inverter Welding Power Source Based On DSP For Self-Shielded Flux-Cored WirekannanjbrNo ratings yet
- Selecting Arrester MCOV-UcDocument9 pagesSelecting Arrester MCOV-Ucjose GonzalezNo ratings yet
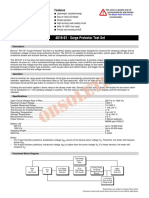
- 4010-01 - Surge Protector Test Set: FeaturesDocument2 pages4010-01 - Surge Protector Test Set: FeaturesMuhammad ImranNo ratings yet
- Obsolete PDFDocument2 pagesObsolete PDFMuhammad ImranNo ratings yet
- UCI274G - Winding 14: Technical Data SheetDocument8 pagesUCI274G - Winding 14: Technical Data Sheetali ahmedNo ratings yet
- Stadyne GovornorDocument4 pagesStadyne GovornorM. ShaatNo ratings yet
- VB2 Medium Voltage VacuumCB PDFDocument12 pagesVB2 Medium Voltage VacuumCB PDFElafanNo ratings yet
- Ge Stamford Hc444c1Document8 pagesGe Stamford Hc444c1Octavio EdgardoNo ratings yet
- Newage Mx341 Automatic Voltage RegulatorDocument6 pagesNewage Mx341 Automatic Voltage RegulatoredgarcooNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Reading WorkshopDocument5 pagesReading Workshoposcar fajardoNo ratings yet
- Teen Breathe Issue 36 September2022Document69 pagesTeen Breathe Issue 36 September2022Виктория ЛубченкоNo ratings yet
- Civil Engineering Sub-DisciplinesDocument4 pagesCivil Engineering Sub-DisciplinesRose Asto50% (2)
- Playboy Absinthe June 71Document11 pagesPlayboy Absinthe June 71Cristina MujicaNo ratings yet
- Practice Exam 03-1Document7 pagesPractice Exam 03-1Chrislet VaelNo ratings yet
- 2014 - Sail Stuff CatalogDocument312 pages2014 - Sail Stuff CatalogmaaseialNo ratings yet
- Introduction To Cmgs Tutorial-V201610Document97 pagesIntroduction To Cmgs Tutorial-V201610Mirosław SzczepaniecNo ratings yet
- Siemens - Medium Voltage Equipment Range For SubstationsDocument16 pagesSiemens - Medium Voltage Equipment Range For SubstationsUrsula JohnsonNo ratings yet
- XTENDAccess FlexiDocument4 pagesXTENDAccess FlexiAli RazaNo ratings yet
- GPS Map Camera Lite For Photo Location and TimestampDocument4 pagesGPS Map Camera Lite For Photo Location and Timestampgpslite cameraNo ratings yet
- Tellus T68Document8 pagesTellus T68kpeterson400No ratings yet
- 08 05 Lake EcosystemDocument9 pages08 05 Lake EcosystemBharath KumarNo ratings yet
- One-Month Day ChecklistDocument9 pagesOne-Month Day ChecklistChaitanya WasnikNo ratings yet
- Tilak Slides PDFDocument72 pagesTilak Slides PDFDarsh MenonNo ratings yet
- Celtic Memorial ServicesDocument52 pagesCeltic Memorial ServicesDavid James Daniel-WalkerNo ratings yet
- Low Noise Operational Amplifiers: DatasheetDocument43 pagesLow Noise Operational Amplifiers: DatasheetMisael GonzalezNo ratings yet
- DHAKA: We Obesrve With Shock and Surprise The Opposition Against Metro Rail Project by A Section of LessDocument2 pagesDHAKA: We Obesrve With Shock and Surprise The Opposition Against Metro Rail Project by A Section of LessFahmida NusratNo ratings yet
- Best VAGCOM Codes To Enable On Polo 6R - Page 4 - UK-POLOS - NET - THE VW Polo ForumDocument4 pagesBest VAGCOM Codes To Enable On Polo 6R - Page 4 - UK-POLOS - NET - THE VW Polo Forumvajihet327No ratings yet
- Slip FormsDocument31 pagesSlip Formssabareesan09No ratings yet
- Sportex Carp RodsDocument20 pagesSportex Carp RodspikemanserbiaNo ratings yet
- VIJUDocument1 pageVIJUVijay ShanigarapuNo ratings yet
- Ekam - School Referal Details-2008-9Document115 pagesEkam - School Referal Details-2008-9vasanthbalaNo ratings yet
- SoR (Item of Works) 2019 20 WApp 1Document26 pagesSoR (Item of Works) 2019 20 WApp 1Executive Engineer Pahumara Rupahi Division(Irrigation)No ratings yet
- Xii Neet Chemistry Mcqs PDFDocument30 pagesXii Neet Chemistry Mcqs PDFMarcus Rashford100% (3)
- CBSE Class 10 Maths Worksheet - PolynomialsDocument3 pagesCBSE Class 10 Maths Worksheet - PolynomialsPRATHIKSHA100% (5)
- (6 Files Merged)Document6 pages(6 Files Merged)Jug SinghNo ratings yet
- Edwards, C. M. (1986) - The Running Maiden From Eleusis and The Early Classical Image of Hekate. American Journal of Archaeology, 90 (3), 307.Document17 pagesEdwards, C. M. (1986) - The Running Maiden From Eleusis and The Early Classical Image of Hekate. American Journal of Archaeology, 90 (3), 307.Denisa MateiNo ratings yet