You might also like
- AASHTO Guide Specifications For Design of Pedestrian Bridges 2009 (Draft)Document17 pagesAASHTO Guide Specifications For Design of Pedestrian Bridges 2009 (Draft)Laurence Arcon Banal0% (1)
- Method Statement For Piping FabricationDocument107 pagesMethod Statement For Piping FabricationTrương Đông HưngNo ratings yet
- HSE-OCP-013. Cold CuttingDocument4 pagesHSE-OCP-013. Cold Cuttingibrahim0% (1)
- 002-PDS-CON-010 Method Statement For Site Preparation WorksDocument15 pages002-PDS-CON-010 Method Statement For Site Preparation WorksMalik ZamanNo ratings yet
- SS550,2009 (Formerly CP2) Installation, Operation and Maintenance of ElectricPassenger and Goods LiftsDocument80 pagesSS550,2009 (Formerly CP2) Installation, Operation and Maintenance of ElectricPassenger and Goods LiftsMauricio Loachamin50% (6)
- METHOD STATEMENT FOR Pneumatic TestDocument11 pagesMETHOD STATEMENT FOR Pneumatic TestzahidNo ratings yet
- Pipeline Construction Procedure-1Document10 pagesPipeline Construction Procedure-1ABC Any Body Can Relax100% (1)
- Organization Chart For Pipe Line Project 01Document1 pageOrganization Chart For Pipe Line Project 01MaherNo ratings yet
- PFT019 - TVR6G50 HZ Engineering ManualDocument192 pagesPFT019 - TVR6G50 HZ Engineering ManualJoseph100% (4)
- Precommissioning Activities Reinstatement ChecklistDocument1 pagePrecommissioning Activities Reinstatement ChecklistYusufNo ratings yet
- Static Equipment Erection ProcedureDocument10 pagesStatic Equipment Erection ProcedureputrasejahtraNo ratings yet
- Implementing a Safe Work Observation ProcessDocument8 pagesImplementing a Safe Work Observation ProcessYusufNo ratings yet
- Document and Data ControlDocument8 pagesDocument and Data ControlYusufNo ratings yet
- 204-05 - Design ControlDocument18 pages204-05 - Design ControlYusufNo ratings yet
- MIP17-HSE-JSA-022 For Installation of Overhead Powerlines - 2022 Rev.1 (Khursaniyah Area)Document14 pagesMIP17-HSE-JSA-022 For Installation of Overhead Powerlines - 2022 Rev.1 (Khursaniyah Area)AmeerHamzaWarraichNo ratings yet
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarNo ratings yet
- MST Gravity Test OwsDocument5 pagesMST Gravity Test OwsJenson T VNo ratings yet
- Field Hydrostatic Testing of Piping Systems-EGDocument9 pagesField Hydrostatic Testing of Piping Systems-EGYusufNo ratings yet
- 221-03a - HANDLING CUSTOMER COMPLAINTSDocument5 pages221-03a - HANDLING CUSTOMER COMPLAINTSYusufNo ratings yet
- Fence InstallationDocument10 pagesFence InstallationanoopyohNo ratings yet
- Methodstatementhq Com GRP Pipe Installation and Lamination Method Statement HTML PDFDocument22 pagesMethodstatementhq Com GRP Pipe Installation and Lamination Method Statement HTML PDFHaithem ChairiNo ratings yet
- Carrier466 PDFDocument40 pagesCarrier466 PDFRaul E. SoliNo ratings yet
- QCP 045 Field Engg Control Procedure (Zuluf Water Supply Facilities B.I. No. 10-12322) SubmittedDocument11 pagesQCP 045 Field Engg Control Procedure (Zuluf Water Supply Facilities B.I. No. 10-12322) SubmittedRAMAKRISHNANo ratings yet
- GRE Hydrotest Procedure PDFDocument9 pagesGRE Hydrotest Procedure PDFMohammad Saif AliNo ratings yet
- TBE-Pressure Vessel Standard TemplateDocument4 pagesTBE-Pressure Vessel Standard TemplateSiva baalanNo ratings yet
- MIP17-MS-2012 Method Statement For Fabrication and Installation of PipingDocument23 pagesMIP17-MS-2012 Method Statement For Fabrication and Installation of PipingAmeerHamzaWarraichNo ratings yet
- Structural Steel ErectionDocument7 pagesStructural Steel Erectionzaki fadlNo ratings yet
- Bechtel Quality Audit ProcedureDocument17 pagesBechtel Quality Audit ProcedureYusufNo ratings yet
- 210-05 - Inspection and TestingDocument13 pages210-05 - Inspection and TestingYusufNo ratings yet
- Book Review - Design of Steel Bins For Storage of Bulk Solids (Gaylord & Gaylord, Prentice-Hall, 1984)Document1 pageBook Review - Design of Steel Bins For Storage of Bulk Solids (Gaylord & Gaylord, Prentice-Hall, 1984)gdwvcdNo ratings yet
- GRP Installation GuideDocument13 pagesGRP Installation GuidepparreraNo ratings yet
- Bechtel's Engineering Design Control ProcedureDocument16 pagesBechtel's Engineering Design Control ProcedureYusufNo ratings yet
- Method Statement For Piping Tie-In Sleeper Jetty 5 Area - POWERTECH PKG SMP#5 - Rev.00CrevisiDocument198 pagesMethod Statement For Piping Tie-In Sleeper Jetty 5 Area - POWERTECH PKG SMP#5 - Rev.00CrevisiJohnNo ratings yet
- Hydrotest ProcedureDocument6 pagesHydrotest Procedurebagusu_6No ratings yet
- MIP17-MS-3003 METHOD OF STATEMENT FOR PIPELINE CROSSING ABOVE EXISTING CORRIDOR Rev.0Document22 pagesMIP17-MS-3003 METHOD OF STATEMENT FOR PIPELINE CROSSING ABOVE EXISTING CORRIDOR Rev.0AmeerHamzaWarraichNo ratings yet
- Adhesive Companies ListDocument3 pagesAdhesive Companies ListRajneesh SehgalNo ratings yet
- Excavation and Fill Method Statement SummaryDocument12 pagesExcavation and Fill Method Statement Summary한상호No ratings yet
- Stress Corrosion CrackingDocument12 pagesStress Corrosion Crackingseraj ibramemNo ratings yet
- IP02-Bend Check List 01Document1 pageIP02-Bend Check List 01Laith SalmanNo ratings yet
- HVAC Ductwork Installation Method StatementDocument9 pagesHVAC Ductwork Installation Method StatementzahidNo ratings yet
- 206-05 - ProcurementDocument10 pages206-05 - ProcurementYusufNo ratings yet
- Method Statement for Pipe Handling and StorageDocument14 pagesMethod Statement for Pipe Handling and StorageShambu S VtkNo ratings yet
- 203-04a - PROJECT COST CONTROL AND PLANNINGDocument12 pages203-04a - PROJECT COST CONTROL AND PLANNINGYusufNo ratings yet
- 02 MechanicalDocument44 pages02 Mechanicalmusaismail8863No ratings yet
- Method Statement For Prefabrication and Erection PipingDocument10 pagesMethod Statement For Prefabrication and Erection PipingMidhun K ChandraboseNo ratings yet
- Bechtel Company Quality RecordsDocument8 pagesBechtel Company Quality RecordsYusufNo ratings yet
- 207-04a - Control of Customer Supplied MaterialsDocument7 pages207-04a - Control of Customer Supplied MaterialsYusufNo ratings yet
- Bechtel Limited Company Quality System ProceduresDocument14 pagesBechtel Limited Company Quality System ProceduresYusufNo ratings yet
- 202-05 - Response To EnquiriesDocument9 pages202-05 - Response To EnquiriesYusufNo ratings yet
- Method Statement For Insulation WorksDocument16 pagesMethod Statement For Insulation WorksAhmed Farman AlqaysiNo ratings yet
- Checklist for Mechanical Completion and Pre-CommissioningDocument13 pagesChecklist for Mechanical Completion and Pre-CommissioningGiftObionochieNo ratings yet
- 212-04a - INSPECTION AND TEST STATUSDocument5 pages212-04a - INSPECTION AND TEST STATUSYusufNo ratings yet
- Bechtel Quality Procedure for Calibration of Measuring EquipmentDocument7 pagesBechtel Quality Procedure for Calibration of Measuring EquipmentYusufNo ratings yet
- Oman-India Fertilizer Project OIFDocument24 pagesOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Method Statement Risk Assessment For Pump Installation 2 - Pipe (Fluid Conveyance) - PumpDocument1 pageMethod Statement Risk Assessment For Pump Installation 2 - Pipe (Fluid Conveyance) - PumptunlinooNo ratings yet
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFDocument14 pagesPPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- Inspectable MaterialsDocument2 pagesInspectable MaterialsMohamed RedaNo ratings yet
- Method Statement-HDPE-MWSPDocument16 pagesMethod Statement-HDPE-MWSPKumar AbhishekNo ratings yet
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDDocument8 pagesMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiNo ratings yet
- SA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationDocument13 pagesSA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationABAID ULLAHNo ratings yet
- Heater Erection Procedure PDFDocument7 pagesHeater Erection Procedure PDFhasan_676489616No ratings yet
- MOS HDPE Lining General Rev.8 - 1-4-2019 DG PDFDocument13 pagesMOS HDPE Lining General Rev.8 - 1-4-2019 DG PDFahmadNo ratings yet
- Saes G 115Document9 pagesSaes G 115junaidNo ratings yet
- PP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesDocument45 pagesPP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesHEINER_P100% (1)
- MSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & TestingDocument40 pagesMSP 236 Rev. 5 - Piping Fabrication, Installation, Cleaning & Testingarif rh100% (1)
- 26071-100-VSC-CV5-00014 - 00A Construction Method Statement For MH & CBDocument82 pages26071-100-VSC-CV5-00014 - 00A Construction Method Statement For MH & CBRezky BaskoroNo ratings yet
- TP-01Hydrostatic Test Cover SheetDocument4 pagesTP-01Hydrostatic Test Cover SheetAnonymous GaMb5H52100% (1)
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0001 - 1 Code 3Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0001 - 1 Code 3amir hakim100% (1)
- Weld Joint Numbering ProcedureDocument5 pagesWeld Joint Numbering ProcedureAkhilesh Kumar100% (2)
- Method Statement Pipe Re-Routing Saudi BinladinDocument11 pagesMethod Statement Pipe Re-Routing Saudi BinladinShyju MelepurathNo ratings yet
- Site Inspection Test PlanDocument24 pagesSite Inspection Test Planprabu palaniswamyNo ratings yet
- Ug-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08Document2 pagesUg-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08AHMED LASSOUEDNo ratings yet
- Receiving Material Procedure CoverDocument1 pageReceiving Material Procedure Covergst ajahNo ratings yet
- EDG Commissioning - Activity ReportDocument3 pagesEDG Commissioning - Activity ReportmohamedNo ratings yet
- Rotating Equipment Installation Procedure Method StatementDocument28 pagesRotating Equipment Installation Procedure Method Statementmanoj thakkarNo ratings yet
- Adhesive-Bonded Joints Method Statement (TB-TS) : Field Services DepartmentDocument25 pagesAdhesive-Bonded Joints Method Statement (TB-TS) : Field Services DepartmentVenkadesh PeriathambiNo ratings yet
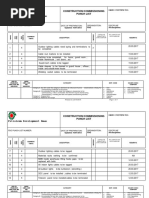
- Petroleum Development Oman Construction/Commissioning Punch ListDocument5 pagesPetroleum Development Oman Construction/Commissioning Punch ListMuthu KumaranNo ratings yet
- Method Statement: Consolidated Contractors Company & Teyseer Contracting Company J.VDocument10 pagesMethod Statement: Consolidated Contractors Company & Teyseer Contracting Company J.Vrvsreddy1972No ratings yet
- A1.2.3 Method Statement 4a Redacted Version2Document98 pagesA1.2.3 Method Statement 4a Redacted Version2ChanelNo ratings yet
- MARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaDocument10 pagesMARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaFaraaz MohammedNo ratings yet
- Test package flow logDocument2 pagesTest package flow logsyedahmad39No ratings yet
- PVC Conduit InstallationDocument1 pagePVC Conduit InstallationHansika RajapakshaNo ratings yet
- 2 - Pipe Priming, Coating & WrappingDocument2 pages2 - Pipe Priming, Coating & WrappingYusufNo ratings yet
- f202 - Field Engineering Duties and ResponsibilitiesDocument6 pagesf202 - Field Engineering Duties and ResponsibilitiesYusufNo ratings yet
- 2 - Pipe Priming, Coating & WrappingDocument2 pages2 - Pipe Priming, Coating & WrappingYusufNo ratings yet
- 1 - Pressure Testing of PipingDocument4 pages1 - Pressure Testing of PipingYusufNo ratings yet
- 2 - Field Fabrication of Pipe SpoolsDocument2 pages2 - Field Fabrication of Pipe SpoolsYusufNo ratings yet
- Underground Sewers and Piping Installation ProceduresDocument7 pagesUnderground Sewers and Piping Installation ProceduresYusufNo ratings yet
- 2 - Pneumatic TestingDocument2 pages2 - Pneumatic TestingYusufNo ratings yet
- 1 - Cleaning of Piping Systems and EquipmentDocument4 pages1 - Cleaning of Piping Systems and EquipmentYusufNo ratings yet
- Pneumatic Test CalculationDocument23 pagesPneumatic Test CalculationYusufNo ratings yet
- Chevron Specification for Smooth Bore Cargo and Submarine HoseDocument19 pagesChevron Specification for Smooth Bore Cargo and Submarine HoseYusufNo ratings yet
- Chevron Spec for Smooth Bore Cargo and Submarine HoseDocument18 pagesChevron Spec for Smooth Bore Cargo and Submarine HoseYusufNo ratings yet
- Stainless Steel Piping Fabrication-EGDocument8 pagesStainless Steel Piping Fabrication-EGYusufNo ratings yet
- 220-04a - STATISTICAL TECHNIQUESDocument6 pages220-04a - STATISTICAL TECHNIQUESYusufNo ratings yet
- CP - 110 - Back Injury PreventionDocument8 pagesCP - 110 - Back Injury PreventionYusufNo ratings yet
- Sub Engineer Civil MCQDocument14 pagesSub Engineer Civil MCQGowrishankarNo ratings yet
- Eta 02 03Document26 pagesEta 02 03Miyanda HimachilaNo ratings yet
- CL10 (May 2012)Document22 pagesCL10 (May 2012)uddinnadeemNo ratings yet
- Interior Fitting Out Works Bill of MaterialsDocument15 pagesInterior Fitting Out Works Bill of MaterialsAnn MoralesNo ratings yet
- 10 1016@j Rser 2016 10 021Document14 pages10 1016@j Rser 2016 10 021Amalia Febrianti RamadhaniNo ratings yet
- Bulwark Profile 23rd DecDocument138 pagesBulwark Profile 23rd DecMohanakrishnan SNo ratings yet
- 02 - Power PlugDocument12 pages02 - Power Plugzizou.rengokuNo ratings yet
- Catalog Industrial Elevator BucketsDocument36 pagesCatalog Industrial Elevator BucketsKoray OzturkNo ratings yet
- STRC - Calc.majdool - Handrail.steel - Rev 02Document87 pagesSTRC - Calc.majdool - Handrail.steel - Rev 02MoustafaNo ratings yet
- Duran Range of Gls 80 Bottles and Caps: Borosilicate 3.3. Glass Bottle BodyDocument1 pageDuran Range of Gls 80 Bottles and Caps: Borosilicate 3.3. Glass Bottle BodyFatih ErkusNo ratings yet
- SCHEMATIC SYSTEM CHILLER PLANT 3 (MERO) - ModelDocument1 pageSCHEMATIC SYSTEM CHILLER PLANT 3 (MERO) - ModelIlham HarisNo ratings yet
- Basf Ucrete Ud200sr TdsDocument5 pagesBasf Ucrete Ud200sr Tdssyifa latifa zahidaNo ratings yet
- TechFab India product portfolioDocument1 pageTechFab India product portfolioSharief ShaikNo ratings yet
- Parscan Intrack - Systematic DiversityDocument10 pagesParscan Intrack - Systematic DiversitylqbzNo ratings yet
- Supply-Air Temperature Sensor InstallationDocument2 pagesSupply-Air Temperature Sensor InstallationRyn El FaustoNo ratings yet
- NTP 20Document1 pageNTP 20RBV DESIGN & BUILD SERVICESNo ratings yet
- BrochureDocument40 pagesBrochureveloz33No ratings yet
- Datasheet - T94N01GDocument2 pagesDatasheet - T94N01GMarcelMinotelliNo ratings yet
- Release Coats Presentation PSTCDocument26 pagesRelease Coats Presentation PSTCShawn ZhengNo ratings yet
- LG PVC Ls100H: Straight PVC: Extrusion GradeDocument1 pageLG PVC Ls100H: Straight PVC: Extrusion GradeJhon Angel Molina LeonNo ratings yet
- WMMS Accepted Bidders Release 02 07 13 2020Document15 pagesWMMS Accepted Bidders Release 02 07 13 2020JAGUAR GAMINGNo ratings yet
- JCI Custom AHU Installation ManualDocument88 pagesJCI Custom AHU Installation ManualJoe YoungNo ratings yet