You might also like
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Styrene Plant Hysys ProblemDocument3 pagesStyrene Plant Hysys ProblemghanimakNo ratings yet
- Energy Balance On Distillation ColumnDocument4 pagesEnergy Balance On Distillation ColumnCecilia Tan67% (9)
- Material Balances Project: Allyl Chloride ManufactureDocument37 pagesMaterial Balances Project: Allyl Chloride Manufacturemoheed100% (1)
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Hysys Workbook Part-1: By: Eng. Ahmed DeyabDocument23 pagesHysys Workbook Part-1: By: Eng. Ahmed Deyabahmed atwaNo ratings yet
- Allyl BDocument9 pagesAllyl BDemet AcargilNo ratings yet
- HMTDocument16 pagesHMTfreakameNo ratings yet
- Energy BalanceDocument45 pagesEnergy Balanceusman055360% (15)
- Cooling CalculationDocument3 pagesCooling CalculationDheerajKaushalNo ratings yet
- Hysys WorkbookDocument23 pagesHysys WorkbookDaniloNo ratings yet
- Evaporator EfficiencyDocument15 pagesEvaporator EfficiencySanjaySinghAdhikariNo ratings yet
- Chapter 6 PDFDocument53 pagesChapter 6 PDFInnekeNo ratings yet
- Carnotrankineandsteampowercycles 140217011629 Phpapp01Document10 pagesCarnotrankineandsteampowercycles 140217011629 Phpapp01Mohd ShajiNo ratings yet
- 219000179-Seperating and throttling-Final-Lab-ReportDocument12 pages219000179-Seperating and throttling-Final-Lab-ReportHerschelle ShongweNo ratings yet
- Distillation 2Document3 pagesDistillation 2roxette100% (2)
- UNIT-4 Part-1Document65 pagesUNIT-4 Part-1harish9No ratings yet
- Cumene BDocument6 pagesCumene BimanchenNo ratings yet
- 05 - Dehydration POLIMI Exercice Natural GasDocument2 pages05 - Dehydration POLIMI Exercice Natural GasYuri StutskiNo ratings yet
- R14 - Steam Power Cycles PDFDocument10 pagesR14 - Steam Power Cycles PDFnotoriousneal12No ratings yet
- Evaporator V2Document30 pagesEvaporator V2mkbm_5543No ratings yet
- Chemical Engg Thermodynamics Lab ManualDocument32 pagesChemical Engg Thermodynamics Lab ManualGee DevilleNo ratings yet
- 8-Plant Design - Separation Units Part 4Document189 pages8-Plant Design - Separation Units Part 4MrHemFunNo ratings yet
- Assignment 2 2018Document9 pagesAssignment 2 2018CalmeNo ratings yet
- Refrigeration Lab Report: Ali Rida Bachir SID 8104461Document4 pagesRefrigeration Lab Report: Ali Rida Bachir SID 8104461NARE EDMUNDNo ratings yet
- Bubble Cap Plate For Distillation ColumnDocument26 pagesBubble Cap Plate For Distillation Columnsanjukec100% (2)
- 2 NDDocument5 pages2 NDfarkhan_kergon3137No ratings yet
- J. Gas CyclesDocument8 pagesJ. Gas CyclesdaphcosiNo ratings yet
- Main Project Part IDocument7 pagesMain Project Part IBigNo ratings yet
- Interactive E-Training Module For Training Plant Engineers On Operations (Final)Document69 pagesInteractive E-Training Module For Training Plant Engineers On Operations (Final)Manoj MishraNo ratings yet
- Chapter 1 Refrigeration CycleDocument19 pagesChapter 1 Refrigeration CycleMira FazziraNo ratings yet
- ITK-233-6 - Power Production & RefrigerationDocument30 pagesITK-233-6 - Power Production & RefrigerationAndy Noven KrisdiantoNo ratings yet
- Ethylene UnitsDocument20 pagesEthylene UnitsLindah Turson100% (3)
- Evaporation: Chemical Engineering SeriesDocument52 pagesEvaporation: Chemical Engineering Serieskmrosario91% (32)
- Energy BalanceDocument38 pagesEnergy Balancebelkiza menalla0% (1)
- Midterm Paper: Date: 20 August 2020 Name of Student: Roll NumberDocument2 pagesMidterm Paper: Date: 20 August 2020 Name of Student: Roll Numbertayyab khanNo ratings yet
- Simulacion de Procesos Unidad 3Document8 pagesSimulacion de Procesos Unidad 3ChecoCastilloNo ratings yet
- Exergy ArticleDocument17 pagesExergy ArticleMuhammad Haris HamayunNo ratings yet
- United States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977Document3 pagesUnited States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977bvritNo ratings yet
- Power Production & RefrigerationDocument30 pagesPower Production & RefrigerationVina Dwita100% (1)
- Extended AbstractDocument11 pagesExtended AbstractSofiaNo ratings yet
- Flowsheeting Sheet (1) 21/2/2015: Ag-CatalystDocument5 pagesFlowsheeting Sheet (1) 21/2/2015: Ag-CatalystAhmed Hamdy Khattab100% (1)
- 10 AzeotropeDocument24 pages10 AzeotropeXclipsionNo ratings yet
- Hydrodealkylation SimulationDocument8 pagesHydrodealkylation SimulationLívia Lopes100% (2)
- CHPC PDFDocument6 pagesCHPC PDFsaliyarumesh2292No ratings yet
- To Understand Different Components of VCR System and To Determine Its COPDocument6 pagesTo Understand Different Components of VCR System and To Determine Its COPMohit MinzNo ratings yet
- Mahek PresentationDocument13 pagesMahek PresentationAmit GangulyNo ratings yet
- Lec 03 RefrgerationDocument32 pagesLec 03 Refrgerationকাশী নাথNo ratings yet
- Standard Vapor Compression Refrigeration CycleDocument11 pagesStandard Vapor Compression Refrigeration CyclejjNo ratings yet
- 2 - B Airconditioning 2Document33 pages2 - B Airconditioning 2joshuaterence666No ratings yet
- Refrigeration TutorDocument7 pagesRefrigeration TutorTejas Vibhandik100% (2)
- Chapter 17 - Refrigeration PDFDocument17 pagesChapter 17 - Refrigeration PDFcarleston thurgoodNo ratings yet
- Refrig. & AcDocument16 pagesRefrig. & AcrajeshkunuNo ratings yet
- CHE 304 Optional Homework Due Toluene HyDocument9 pagesCHE 304 Optional Homework Due Toluene Hyqurat ul ainNo ratings yet
- Process DiagramsDocument4 pagesProcess DiagramsghanimakNo ratings yet
- Simulation HeuristicsDocument1 pageSimulation HeuristicsghanimakNo ratings yet
- Manal PaperDocument5 pagesManal PaperghanimakNo ratings yet
- OR46Document12 pagesOR46ghanimakNo ratings yet
- v91 247 PDFDocument6 pagesv91 247 PDFbariah al-bashirahNo ratings yet
- NACA R 1208 - Spanwise Loading Comparizon PDFDocument11 pagesNACA R 1208 - Spanwise Loading Comparizon PDFАндрей ПятыгинNo ratings yet
- Tissue Processing: Dr. Dinesh Kumar Yadav PG Resident, Dept. of Oral Pathology, KDCHDocument84 pagesTissue Processing: Dr. Dinesh Kumar Yadav PG Resident, Dept. of Oral Pathology, KDCHDinesh Kr. YadavNo ratings yet
- TechNote - B008-20-Basic C-Shaped Wall Stud Behavior-WEBFINALDocument6 pagesTechNote - B008-20-Basic C-Shaped Wall Stud Behavior-WEBFINALsahanNo ratings yet
- TJ-9000 - Trus Joist - Beams, Headers, and ColumnsDocument32 pagesTJ-9000 - Trus Joist - Beams, Headers, and ColumnsAdam GreenlawNo ratings yet
- A Mini Project ON Dark Sensor Using Ic555 TimerDocument31 pagesA Mini Project ON Dark Sensor Using Ic555 TimerGajula Suresh0% (1)
- Hale, Ordinary Differential Equations, 1969Document371 pagesHale, Ordinary Differential Equations, 1969TheReader758100% (13)
- Structure Plasma Membrane: of TheDocument4 pagesStructure Plasma Membrane: of TheYaserhaidar AlgotaryNo ratings yet
- LATHE MACHINE MECHANISMS MohDocument14 pagesLATHE MACHINE MECHANISMS MohENG/MOHAMMED BASElNo ratings yet
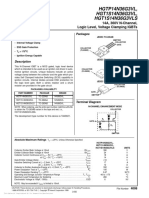
- Hgtp14N36G3Vl, Hgt1S14N36G3Vl, Hgt1S14N36G3Vls: 14A, 360V N-Channel, Logic Level, Voltage Clamping IgbtsDocument6 pagesHgtp14N36G3Vl, Hgt1S14N36G3Vl, Hgt1S14N36G3Vls: 14A, 360V N-Channel, Logic Level, Voltage Clamping IgbtsDeiry Katherine Marquez RamirezNo ratings yet
- Week 28 Spiral ReviewDocument2 pagesWeek 28 Spiral Reviewethan nguyenNo ratings yet
- Name: Prasida Prabhu REGISTER NUMBER: 183003042 Experiment 3 - Emg Acquisition With Ad620 AimDocument7 pagesName: Prasida Prabhu REGISTER NUMBER: 183003042 Experiment 3 - Emg Acquisition With Ad620 AimPrasidha PrabhuNo ratings yet
- Copl-136 841 01Document52 pagesCopl-136 841 01Lucila Figueroa GalloNo ratings yet
- 12 Perez Ramon TecsolGeo DelftDocument29 pages12 Perez Ramon TecsolGeo DelftahmedNo ratings yet
- Cardiac Measurements - TypicalValueDocument54 pagesCardiac Measurements - TypicalValueNam LeNo ratings yet
- IM-220AA 220 KG: Daily Ice Production Capacity Up ToDocument2 pagesIM-220AA 220 KG: Daily Ice Production Capacity Up Topaul bigNo ratings yet
- Digital Image Processing: Fourth EditionDocument83 pagesDigital Image Processing: Fourth EditionIshtiaqNo ratings yet
- MasterSeal 910Document2 pagesMasterSeal 910Mohiuddin MuhinNo ratings yet
- Preserving The Traditions of The Masters: ExercisesDocument8 pagesPreserving The Traditions of The Masters: ExercisesTrungVũNguyễnNo ratings yet
- Samples 2 Final - ExamDocument6 pagesSamples 2 Final - ExamNam Anh Nguyễn HữuNo ratings yet
- Chapter 1 Intro Edited Sept 2020 1Document14 pagesChapter 1 Intro Edited Sept 2020 1Hannylet OcateNo ratings yet
- 886 DppNotes Reaction Turbine I DPP 06 Lec 08 GATE Crash CourseDocument5 pages886 DppNotes Reaction Turbine I DPP 06 Lec 08 GATE Crash Coursekreddy95054No ratings yet
- Electrical WiringDocument1,125 pagesElectrical WiringFabien LegayNo ratings yet
- GravitationDocument36 pagesGravitationSATHIASEELAN SIVANANDAM, AdvocateNo ratings yet
- Organic Sheet # 3 Reactions To Differentiate Organic CompoundsDocument32 pagesOrganic Sheet # 3 Reactions To Differentiate Organic CompoundsxgfhdxjxNo ratings yet
- 0606 21 Jun2023Document16 pages0606 21 Jun2023Shameed AbdullaNo ratings yet
- Aerovox Corp.: Capacitors For AC Motor ApplicationsDocument14 pagesAerovox Corp.: Capacitors For AC Motor ApplicationsWaleed MareeNo ratings yet
- (Maa 3.9) More Trigonometric FunctionsDocument18 pages(Maa 3.9) More Trigonometric FunctionsAli GorganiNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityHerat HirparaNo ratings yet
- Coil CoatingsCoatings 8batDocument1 pageCoil CoatingsCoatings 8batDBICA TUDORNo ratings yet