You might also like
- Framing and Building BasicsDocument19 pagesFraming and Building BasicsDurgaPrasadKrishnaNo ratings yet
- Black & Decker The Complete Guide To KitchensDocument145 pagesBlack & Decker The Complete Guide To KitchensRaymundo Gomez100% (17)
- Fiber Board & Particle Board: Presented by - Azleen KaziDocument31 pagesFiber Board & Particle Board: Presented by - Azleen KaziRUSHALI SRIVASTAVA100% (1)
- Home PlansDocument5 pagesHome PlansRoberto Herrera100% (1)
- Wood & Wood ProductsDocument33 pagesWood & Wood ProductsPatricia Erika ArgusNo ratings yet
- VeneersDocument23 pagesVeneersyashaswini100% (2)
- Wood Substitutes - Industrial Products As Substitutes ForDocument19 pagesWood Substitutes - Industrial Products As Substitutes ForkunjuvavuNo ratings yet
- Timber Product Stage 1Document68 pagesTimber Product Stage 1Ayush GuptaNo ratings yet
- Timber: Timber Classification Production Properties Types of Timber Used in Construction IndustryDocument57 pagesTimber: Timber Classification Production Properties Types of Timber Used in Construction IndustrySufian Pian100% (1)
- WoodsDocument41 pagesWoodsGrace Suzette ChiPandaNo ratings yet
- Final Quotation-08-11-2021Document4 pagesFinal Quotation-08-11-2021Akhil GirijanNo ratings yet
- Learn Everything About Plywood - Bonito DesignsDocument8 pagesLearn Everything About Plywood - Bonito DesignsFiky SanjayaNo ratings yet
- Practical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesFrom EverandPractical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesNo ratings yet
- PlywoodDocument50 pagesPlywoodNeha Agrawal83% (12)
- Carpentry III - Specialized CarpentryDocument66 pagesCarpentry III - Specialized CarpentryChuck Achberger100% (1)
- Veneer, Particle Board, Plywood, Fiber BoardDocument23 pagesVeneer, Particle Board, Plywood, Fiber BoardRatnesh PatelNo ratings yet
- Formworks & Falsework ManualDocument71 pagesFormworks & Falsework ManualWilfredo Lotino75% (4)
- Assembly Drawing Tail Stock 2Document12 pagesAssembly Drawing Tail Stock 2Syech Maulana Malik100% (1)
- The Carpenters, Joiners, Cabinet Makers and Gilders' Companion: Containing Rules and Instructions in the Art of Carpentry, Joinery, Cabinet Making, and Gilding - Veneering, Inlaying, Varnishing and Polishing, Dying and Staining Wood, & IvoryFrom EverandThe Carpenters, Joiners, Cabinet Makers and Gilders' Companion: Containing Rules and Instructions in the Art of Carpentry, Joinery, Cabinet Making, and Gilding - Veneering, Inlaying, Varnishing and Polishing, Dying and Staining Wood, & IvoryRating: 5 out of 5 stars5/5 (1)
- Building Material and Construction-IiiDocument82 pagesBuilding Material and Construction-IiiAleena AsifNo ratings yet
- What Is VeneerDocument45 pagesWhat Is Veneeraliyah khalidNo ratings yet
- Plywood Manufacturing ProcessDocument40 pagesPlywood Manufacturing Processanon_61481338750% (2)
- Building Materials: 1. Particle Board 2. Block BoardDocument31 pagesBuilding Materials: 1. Particle Board 2. Block BoardArnav DasaurNo ratings yet
- Method StatementDocument13 pagesMethod StatementGrace tpplNo ratings yet
- Lesson Plan in Tle 7 (Carpentry) I. ObjectivesDocument2 pagesLesson Plan in Tle 7 (Carpentry) I. ObjectivesMaureen Madriaga100% (11)
- Powerpoint of Plywood ManufacturingDocument33 pagesPowerpoint of Plywood Manufacturingmikogonzalve100% (4)
- Wood Veneer & Alternative Wood Finishing MaterialDocument23 pagesWood Veneer & Alternative Wood Finishing MaterialArch JiyaNo ratings yet
- Nur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD SaadDocument24 pagesNur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD Saadjassi nishadNo ratings yet
- 5.wood 1 1Document66 pages5.wood 1 1Jason PacilNo ratings yet
- BMC Assignment S5 (HARDBOARD&GLULAM)Document19 pagesBMC Assignment S5 (HARDBOARD&GLULAM)Ebin JoyNo ratings yet
- Interior DesignDocument3 pagesInterior DesignMadhu MallapurNo ratings yet
- Wood ReportDocument36 pagesWood Reportメルヴリッ クズルエタNo ratings yet
- Fiberboard Manufacture FinalDocument22 pagesFiberboard Manufacture Finalyeng botzNo ratings yet
- Wooden ContainersDocument32 pagesWooden Containersiiphyd2403No ratings yet
- Bay15 16 PDFDocument23 pagesBay15 16 PDFBob CalebNo ratings yet
- TABU Spa Pre Dyed CatalogueDocument97 pagesTABU Spa Pre Dyed CataloguePratik SavlaNo ratings yet
- Multiplek-PlywoodDocument18 pagesMultiplek-PlywoodIkhsan SaputraNo ratings yet
- Timber Rubberwood Sheets: Brief Manufacturing ProcessDocument5 pagesTimber Rubberwood Sheets: Brief Manufacturing ProcessNEHA AGARWALNo ratings yet
- Wood and Its DerivativesDocument35 pagesWood and Its DerivativesA 04 Ankit SharmaNo ratings yet
- Medium Density FiberboardDocument4 pagesMedium Density Fiberboardsabiha naazNo ratings yet
- Timber Flooring: Jai Traders, NigdiDocument14 pagesTimber Flooring: Jai Traders, NigdiPriya ManeNo ratings yet
- Medium Density Fibrerboard: Mohammed Sharafulla 140909830Document26 pagesMedium Density Fibrerboard: Mohammed Sharafulla 140909830rayiz shameerNo ratings yet
- Know Your Associate 0Document12 pagesKnow Your Associate 0sarveshrathiNo ratings yet
- Wood and Wood DerivativesDocument19 pagesWood and Wood DerivativesShyam WanaskarNo ratings yet
- Disadvantages of WPC BoardDocument32 pagesDisadvantages of WPC BoardvidhiNo ratings yet
- The Manufacturing Process Medium Density Fibre BoardDocument6 pagesThe Manufacturing Process Medium Density Fibre BoardanshulpandeyNo ratings yet
- CB PlywoodDocument18 pagesCB PlywoodLionel TebonNo ratings yet
- Internal Cladding Installation GuidelinesDocument7 pagesInternal Cladding Installation GuidelinesShajit KumarNo ratings yet
- WEPDocument13 pagesWEPAkhil DivakaranNo ratings yet
- BT HandoutsDocument4 pagesBT HandoutsNerinel CoronadoNo ratings yet
- Materials in Interior Design and Application - 1Document7 pagesMaterials in Interior Design and Application - 1Dulara Upekshani SenevirathnaNo ratings yet
- Market Sorvey On PlywoodDocument19 pagesMarket Sorvey On PlywoodEduardo MafraNo ratings yet
- Wood Composites: By: John Ralph A. MagbanuaDocument13 pagesWood Composites: By: John Ralph A. MagbanuaJohn Ralph A. MagbanuaNo ratings yet
- Group 7 Group 7Document33 pagesGroup 7 Group 7Joshua BumatayNo ratings yet
- MCT SEM 4 Engineer WoodDocument16 pagesMCT SEM 4 Engineer WoodKhushi ChauhanNo ratings yet
- Timber: Name:-Yash.H.SutharDocument35 pagesTimber: Name:-Yash.H.SutharYash SutharNo ratings yet
- Materials Lecture Note - Timber - City & GuildsDocument9 pagesMaterials Lecture Note - Timber - City & Guildsmufrith 123No ratings yet
- ImpDocument13 pagesImpDattatrayBahalkarNo ratings yet
- Material Study: Wood Substitutes AND Applied Wall Finishes (STAGE 1)Document24 pagesMaterial Study: Wood Substitutes AND Applied Wall Finishes (STAGE 1)ABIRAMI K ANo ratings yet
- Yash TimberDocument35 pagesYash TimberYash SutharNo ratings yet
- Laminate FlooringDocument68 pagesLaminate FlooringGuru Vignesh SelvarajanNo ratings yet
- Wood Substitutes - Industrial Products As Substitutes ForDocument18 pagesWood Substitutes - Industrial Products As Substitutes ForashimaNo ratings yet
- It Is The Art of Cutting, Framing, and Joining Timber or Wood. It Is Generally Known As WoodworkingDocument39 pagesIt Is The Art of Cutting, Framing, and Joining Timber or Wood. It Is Generally Known As WoodworkingRemuel S. MandigalNo ratings yet
- Common Timber DefectsDocument4 pagesCommon Timber DefectsGabriel OnalekeNo ratings yet
- Let's Know More About: Hardwood and SoftwoodDocument5 pagesLet's Know More About: Hardwood and SoftwoodHamayet RaselNo ratings yet
- 117 Sample Chapter PDFDocument17 pages117 Sample Chapter PDFAlen ShajiNo ratings yet
- Building Material: VENEERSDocument11 pagesBuilding Material: VENEERSAishwarya Misaki AnimaeNo ratings yet
- Cottage Fabrication ProposalDocument20 pagesCottage Fabrication ProposalSuranjan BhattacharyyaNo ratings yet
- 1.3 Technical Principles - WOODDocument17 pages1.3 Technical Principles - WOODadmaNo ratings yet
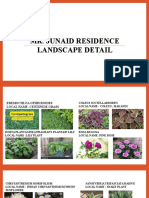
- Detail - Junaid LanscapeDocument24 pagesDetail - Junaid Lanscapezain deenNo ratings yet
- Hungary Pilgrim CenterDocument1 pageHungary Pilgrim Centerzain deen0% (1)
- Wall Painted in Light GreyDocument1 pageWall Painted in Light Greyzain deenNo ratings yet
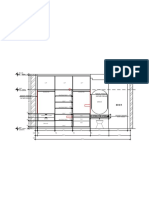
- WardrobeDocument1 pageWardrobezain deenNo ratings yet
- LA Module 1bDocument46 pagesLA Module 1bzain deenNo ratings yet
- B.O.S. LVL +2900mm: ChimneyDocument1 pageB.O.S. LVL +2900mm: Chimneyzain deenNo ratings yet
- Plan SalonDocument1 pagePlan Salonzain deenNo ratings yet
- B.O.S lvl+2899: LVL 0mm Wall PaintDocument1 pageB.O.S lvl+2899: LVL 0mm Wall Paintzain deenNo ratings yet
- B.O.S. LVL +2900mmDocument1 pageB.O.S. LVL +2900mmzain deenNo ratings yet
- PlanDocument1 pagePlanzain deenNo ratings yet
- Internal WardrobeDocument1 pageInternal Wardrobezain deenNo ratings yet
- Kids Bedroom PlanDocument1 pageKids Bedroom Planzain deenNo ratings yet
- B.O.S. LVL +2900mm LVL +170mm: Utility DoorDocument1 pageB.O.S. LVL +2900mm LVL +170mm: Utility Doorzain deenNo ratings yet
- LANDSCAPEDocument1 pageLANDSCAPEzain deenNo ratings yet
- Case StudyDocument1 pageCase Studyzain deenNo ratings yet
- Zain Kitchen DetailDocument1 pageZain Kitchen Detailzain deenNo ratings yet
- Model Making Marking SheetDocument2 pagesModel Making Marking Sheetzain deenNo ratings yet
- Wood SafDocument17 pagesWood Safzain deenNo ratings yet
- Sample Project Specs 10 STOREY COMMERCIALDocument3 pagesSample Project Specs 10 STOREY COMMERCIALBernie RomeroNo ratings yet
- Year 8 TECH Helicopter Folio - Joyce YacoubDocument19 pagesYear 8 TECH Helicopter Folio - Joyce YacoubJoyce AbdelmessihNo ratings yet
- DrillsDocument12 pagesDrillstesNo ratings yet
- HOA Philippine Architecture ReviewerDocument11 pagesHOA Philippine Architecture ReviewerAzha Clarice VillanuevaNo ratings yet
- A Lab Report On Fitting Workshop PracticeDocument6 pagesA Lab Report On Fitting Workshop PracticeBilal Mobeen88% (17)
- Building Constructio N LDocument55 pagesBuilding Constructio N LOliver Del CarmenNo ratings yet
- Concrete Slabs: Arch. Shatha QtaitDocument13 pagesConcrete Slabs: Arch. Shatha QtaitAbdüllah AlrawiNo ratings yet
- Making A Piecrust Tea TableDocument148 pagesMaking A Piecrust Tea TableMaksims GrigorjevsNo ratings yet
- Method of Installation: Wall Finishes Plaster and PaintingDocument12 pagesMethod of Installation: Wall Finishes Plaster and Paintingillya amyraNo ratings yet
- (250x450mm) Chinese Bench LatheDocument5 pages(250x450mm) Chinese Bench LathedudulemarcNo ratings yet
- Measuring Timber Pitched RoofsDocument17 pagesMeasuring Timber Pitched RoofsISABIRYE BAKALINo ratings yet
- The Wooden BowlDocument4 pagesThe Wooden Bowldigvjay pratapNo ratings yet
- LATHE MACHINE MECHANISMS MohDocument14 pagesLATHE MACHINE MECHANISMS MohENG/MOHAMMED BASElNo ratings yet
- Elumatec 2014 Tooling CatalogDocument38 pagesElumatec 2014 Tooling CatalogJayNo ratings yet
- ABM Panel Installation & Trim Guide: A B Martin A B MartinDocument14 pagesABM Panel Installation & Trim Guide: A B Martin A B Martingleber_1No ratings yet
- GTO StationaryChuckDocument1 pageGTO StationaryChuckweslley.luzNo ratings yet
- Guide To Installation: Pryda Floor Truss & Rafter Truss SystemsDocument12 pagesGuide To Installation: Pryda Floor Truss & Rafter Truss SystemsJustin KubulNo ratings yet
- Woodwork: Merit Badge WorkbookDocument9 pagesWoodwork: Merit Badge WorkbookGoogle SucksNo ratings yet
- Toyota Forklift 8fbm20t To 8fbm35t 8fbmk25t 8fbmk30t Repair ManualDocument23 pagesToyota Forklift 8fbm20t To 8fbm35t 8fbmk25t 8fbmk30t Repair Manualalexhughes210188dzo100% (111)
- 12x8 Chicken Coop Plan FreeDocument21 pages12x8 Chicken Coop Plan Freegrawis18No ratings yet
- CarpentryDocument15 pagesCarpentryay mieNo ratings yet