You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Scotchkote FBEC BR 8086372Document16 pagesScotchkote FBEC BR 8086372ingrclNo ratings yet
- Water StopsDocument12 pagesWater Stopstss13723No ratings yet
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Comparison Between CPCC FBEC Amp CRSDDocument6 pagesComparison Between CPCC FBEC Amp CRSDSrikanth SrikantiNo ratings yet
- Comparison Between CPCC FBEC CRSDDocument5 pagesComparison Between CPCC FBEC CRSDAravindanNo ratings yet
- WBEpoxyCoating Data SheetDocument2 pagesWBEpoxyCoating Data SheetkaleshNo ratings yet
- Fluoropolymer Coating BenefitsDocument8 pagesFluoropolymer Coating Benefitslamia97No ratings yet
- Clevis Pipe Hangers, Supports and Accessories: Vogel NootDocument18 pagesClevis Pipe Hangers, Supports and Accessories: Vogel NootVIVEK MAHAJANNo ratings yet
- Corrosion Control of Reinforcement Bars (Rebars)Document7 pagesCorrosion Control of Reinforcement Bars (Rebars)Lan LavistoNo ratings yet
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Corrosion Control of Reinforcement BarsDocument6 pagesCorrosion Control of Reinforcement BarsBhaskar ReddyNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- 3M Scotchkote Epoxy Primer GP220 - Rev2Document2 pages3M Scotchkote Epoxy Primer GP220 - Rev2satya ranjanNo ratings yet
- Bredero Shaw PDFDocument54 pagesBredero Shaw PDFAndersson Benito Herrera100% (1)
- A Rehabilitation of RCC - PSC BridgesDocument77 pagesA Rehabilitation of RCC - PSC BridgesOneTech ManNo ratings yet
- NEI Anticorrosion Paints & Coatings BrochureDocument3 pagesNEI Anticorrosion Paints & Coatings Brochurefallen010% (1)
- Zecor PDFDocument7 pagesZecor PDFjavoidea696526100% (1)
- TB29 - Deckform Sept 02Document2 pagesTB29 - Deckform Sept 02Ravinesh SinghNo ratings yet
- DacrometDocument6 pagesDacrometPeter MangalukiNo ratings yet
- TDS Key Epoxy TerrazzoDocument2 pagesTDS Key Epoxy TerrazzoIleana RodríguezNo ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuNo ratings yet
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocument30 pagesDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNo ratings yet
- Use & Application of Epoxy Coated Bar in RC Structures: Prof. Md. Shafiul Bari, PH.D Department of Civil Engg., BUETDocument39 pagesUse & Application of Epoxy Coated Bar in RC Structures: Prof. Md. Shafiul Bari, PH.D Department of Civil Engg., BUETJaher WasimNo ratings yet
- Arcoplate TecnologiaPresentationDocument75 pagesArcoplate TecnologiaPresentationrinaldo KurniawanNo ratings yet
- Aquavers™ 405: Potable Water Spray PolyureaDocument4 pagesAquavers™ 405: Potable Water Spray PolyureaSuresh YadavNo ratings yet
- Dual Laminated Fiberglass Reinforced Polymer (FRP) - MACAR Pipe & Fittings - PresentationDocument21 pagesDual Laminated Fiberglass Reinforced Polymer (FRP) - MACAR Pipe & Fittings - PresentationJulio Humberto Díaz Rondán100% (1)
- E 1605 SikaCor 255 277Document5 pagesE 1605 SikaCor 255 277manoj_sitecNo ratings yet
- Concrete in Aggressive Environments PaperDocument9 pagesConcrete in Aggressive Environments PaperthulasicivillllNo ratings yet
- E1300 - Corrosion and CoatingsDocument3 pagesE1300 - Corrosion and Coatingsgerrzen64No ratings yet
- BOQ - Gurgaon - 25.06.23Document3 pagesBOQ - Gurgaon - 25.06.23Anurag ZullurwarNo ratings yet
- PPG Amercoat 370 Data SheetDocument3 pagesPPG Amercoat 370 Data SheetAchraf Boudaya0% (1)
- FBEDocument3 pagesFBEabootalebyNo ratings yet
- Locked SeamDocument8 pagesLocked SeamTony DuignanNo ratings yet
- GN - 8-04-Thermally Sprayed Metal CoatingsDocument4 pagesGN - 8-04-Thermally Sprayed Metal CoatingsGeorge AlexiadisNo ratings yet
- TDS Macres SystemDocument2 pagesTDS Macres SystemFiras ZineNo ratings yet
- Polypropylene Anti-Corrosion Coatings Protect Subsea StructuresDocument2 pagesPolypropylene Anti-Corrosion Coatings Protect Subsea StructuresabcNo ratings yet
- B_Introduction to Coating_2023_Period 6Document61 pagesB_Introduction to Coating_2023_Period 6aseNo ratings yet
- Dobro PDFDocument8 pagesDobro PDFbaneNo ratings yet
- 443Document2 pages443nile_asterNo ratings yet
- Fusion Bonded EpoxyDocument28 pagesFusion Bonded EpoxyMahdiNo ratings yet
- Structural Steels PDFDocument2 pagesStructural Steels PDFvigneshNo ratings yet
- Guidance Note High Performance Paint Coatings No. 8.05: ScopeDocument3 pagesGuidance Note High Performance Paint Coatings No. 8.05: ScopeAlexis Guzmán MéndezNo ratings yet
- IKK Flyer Technical InfoDocument6 pagesIKK Flyer Technical Infoibrahim bohilalNo ratings yet
- 5RN-Corrosion Protection Module-FinalDocument26 pages5RN-Corrosion Protection Module-FinalruggedmanNo ratings yet
- FRP PresentationDocument21 pagesFRP PresentationKhairul AnwarNo ratings yet
- 7TKK001067 - Rigid Fittings Catalog Updates - DGTDocument152 pages7TKK001067 - Rigid Fittings Catalog Updates - DGTEduardo EspinetNo ratings yet
- 2018-03 CorrosionProtectionInPenstocks Slides 508Document37 pages2018-03 CorrosionProtectionInPenstocks Slides 508Hoang Van ChauNo ratings yet
- Thermal Spray Coatings and Surface Finishing SolutionsDocument6 pagesThermal Spray Coatings and Surface Finishing SolutionsStefanoNo ratings yet
- Corrosol VE GP - TDS - Rev 4 - Feb 19Document2 pagesCorrosol VE GP - TDS - Rev 4 - Feb 19mkash028No ratings yet
- Urethane Coating 165 PWDocument2 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- Surface Prepairation STD For PC ASTM D6386Document4 pagesSurface Prepairation STD For PC ASTM D6386Rohit SangwanNo ratings yet
- GalvInfoNote 4-2Document8 pagesGalvInfoNote 4-2Sontosh BhattacharjeeNo ratings yet
- 1 - Volumen 1 - Fittings PDFDocument168 pages1 - Volumen 1 - Fittings PDFjuan_octoberNo ratings yet
- Surface Modification for Power PlantsDocument9 pagesSurface Modification for Power Plantsraj patelNo ratings yet
- GEOMETDocument4 pagesGEOMETdavideNo ratings yet
- Decorative PanelsDocument12 pagesDecorative Panels4uengineerNo ratings yet
- Hard-Wearing Surfaces For Kitchens, Furniture and InteriorsDocument2 pagesHard-Wearing Surfaces For Kitchens, Furniture and Interiors4uengineerNo ratings yet
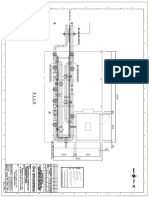
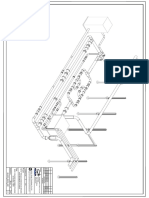
- Demin Water Piping Isometric DrawingDocument17 pagesDemin Water Piping Isometric Drawing4uengineerNo ratings yet
- Colour Match CollectionDocument2 pagesColour Match Collection4uengineerNo ratings yet
- Wood ColorDocument2 pagesWood Color4uengineerNo ratings yet
- Interior Design WoodDocument48 pagesInterior Design Wood4uengineerNo ratings yet
- Duropal High Pressure LaminateDocument116 pagesDuropal High Pressure Laminate4uengineerNo ratings yet
- Map Ta Phut Pipe Rack Plot PlanDocument1 pageMap Ta Phut Pipe Rack Plot Plan4uengineerNo ratings yet
- Mirror Aluminuim Louver TypeDocument3 pagesMirror Aluminuim Louver Type4uengineerNo ratings yet
- GPSC Standard Final Document ContentDocument8 pagesGPSC Standard Final Document Content4uengineerNo ratings yet
- Illuminnation Lumitex BrochureDocument8 pagesIlluminnation Lumitex Brochure4uengineerNo ratings yet
- Lighting For LUD, CP, EXITDocument3 pagesLighting For LUD, CP, EXIT4uengineerNo ratings yet
- Fire ExitDocument4 pagesFire Exit4uengineerNo ratings yet
- Piping Simplified DiagramDocument1 pagePiping Simplified Diagram4uengineerNo ratings yet
- Ceiling Mount TypeDocument6 pagesCeiling Mount Type4uengineerNo ratings yet
- Cable Tray DrawingDocument1 pageCable Tray Drawing4uengineerNo ratings yet
- OMNI Existing Flow Computer ConfigurationDocument9 pagesOMNI Existing Flow Computer Configuration4uengineerNo ratings yet
- MINI Cooper ECU RemovalDocument1 pageMINI Cooper ECU Removal4uengineerNo ratings yet
- Roof Exhaust FanDocument4 pagesRoof Exhaust Fan4uengineerNo ratings yet
- Axial Flow Fan - TDA-TDF-TBE-TDB-TDSDocument10 pagesAxial Flow Fan - TDA-TDF-TBE-TDB-TDSVuong GiaNo ratings yet
- Propeller FansDocument4 pagesPropeller Fans4uengineerNo ratings yet
- Typical Electrical Installation DrawingDocument16 pagesTypical Electrical Installation Drawing4uengineerNo ratings yet
- P&ID GLOW DOW Utilities Metering StationDocument1 pageP&ID GLOW DOW Utilities Metering Station4uengineerNo ratings yet
- Pressure Control Valve SizingDocument4 pagesPressure Control Valve Sizing4uengineerNo ratings yet
- Steam Metering DOW Piping GA U-Shape Rev.CDocument1 pageSteam Metering DOW Piping GA U-Shape Rev.C4uengineerNo ratings yet
- Invertor FTKE-G Operation ManualDocument50 pagesInvertor FTKE-G Operation Manual4uengineerNo ratings yet
- Single Inlet Centrifugal FanDocument43 pagesSingle Inlet Centrifugal Fan4uengineerNo ratings yet
- ANSYS ParameterDocument10 pagesANSYS Parameter4uengineerNo ratings yet
- Brochure SolidPlant PID 1Document4 pagesBrochure SolidPlant PID 1Nanasaheb PatilNo ratings yet
- SolidPlant 2016 System RequirementDocument1 pageSolidPlant 2016 System Requirement4uengineerNo ratings yet
- HHV and LHVDocument2 pagesHHV and LHVYuji OhkusuNo ratings yet
- Cross Flow Heat ExchangerDocument57 pagesCross Flow Heat ExchangerAgop GergeanNo ratings yet
- CERAFILTEC-Flyer Sept 2021Document4 pagesCERAFILTEC-Flyer Sept 2021Ezequiel FavelukesNo ratings yet
- Dynamic Simulation of VCMDocument24 pagesDynamic Simulation of VCMBAD AnimatorNo ratings yet
- GRP (E) HRM AssignDocument10 pagesGRP (E) HRM AssignHuzefa JouharNo ratings yet
- Sacrificial Tooling Material: Mechanical Properties Test Method English MetricDocument2 pagesSacrificial Tooling Material: Mechanical Properties Test Method English MetrickaledioskoppNo ratings yet
- Applied Hydraulics Lecture Topic 3. Behavior of Real FluidsDocument48 pagesApplied Hydraulics Lecture Topic 3. Behavior of Real Fluids木辛耳总No ratings yet
- Heat Transfer by ConvectionDocument61 pagesHeat Transfer by ConvectionJason Yap Han YuenNo ratings yet
- Individual Report1Document19 pagesIndividual Report1NurinhaziqahNo ratings yet
- Betafoam XpsDocument2 pagesBetafoam Xpsirfan vpNo ratings yet
- CASE ANALYSIS OF INDUS MOTORS CO. LTDDocument7 pagesCASE ANALYSIS OF INDUS MOTORS CO. LTDAli294No ratings yet
- Gas Dispersion Modeling For Flare Stacks Using FlaresimDocument68 pagesGas Dispersion Modeling For Flare Stacks Using Flaresimchemengr.samadjanNo ratings yet
- Chemical Reactor Design Chemical Reactor Design: Y W L Youn-Woo LeeDocument41 pagesChemical Reactor Design Chemical Reactor Design: Y W L Youn-Woo LeePara DiseNo ratings yet
- Detail DesignDocument67 pagesDetail DesignBHAVISHA GOHILNo ratings yet
- Simulation and Process Integration For Tert-Amyl-Methyl EtherDocument18 pagesSimulation and Process Integration For Tert-Amyl-Methyl EtherJessica CehNo ratings yet
- Chapter 7 - Permeability Hydraulic ConductivityDocument65 pagesChapter 7 - Permeability Hydraulic ConductivityforsheeshuwuNo ratings yet
- MAK Thermic Fluid ADocument4 pagesMAK Thermic Fluid AprimnnitNo ratings yet
- What Is Sheet Metal Fabrication?Document27 pagesWhat Is Sheet Metal Fabrication?MITUL PATELNo ratings yet
- Practical Control Valve Sizing, Selection and Maintenance-1-3Document105 pagesPractical Control Valve Sizing, Selection and Maintenance-1-3minhducNo ratings yet
- Knudsen NumberDocument5 pagesKnudsen NumberK. M. Junayed AhmedNo ratings yet
- Metal Forming Processes GuideDocument32 pagesMetal Forming Processes GuideWalid DamoniNo ratings yet
- Application of Le Chatelier's PrincipleDocument7 pagesApplication of Le Chatelier's PrincipleMinahil ShafiqNo ratings yet
- LEAN SIX SIGMA A Tool To Improve Productivity Quality andDocument7 pagesLEAN SIX SIGMA A Tool To Improve Productivity Quality anderikalp12No ratings yet
- Teori-Response Surface MethodologyDocument3 pagesTeori-Response Surface MethodologynanniehNo ratings yet
- General Chemistry 2: Third Quarter-Module 2Document17 pagesGeneral Chemistry 2: Third Quarter-Module 2Jaime DimariaNo ratings yet
- Steel Pipe VesselDocument247 pagesSteel Pipe VesselfidlinrndNo ratings yet
- Upsc Chemical Engineering Fluid Mechanics Multiple Choice Objective Type Questions With AnswersDocument14 pagesUpsc Chemical Engineering Fluid Mechanics Multiple Choice Objective Type Questions With AnswersFrancess CastanedaNo ratings yet
- Fluidic Thrust VectoringDocument14 pagesFluidic Thrust VectoringLaganjeet BiswalNo ratings yet
- 8-Plant Design - Separation Units Part 4Document189 pages8-Plant Design - Separation Units Part 4MrHemFunNo ratings yet
- Kalkulasi MBBR MefDocument5 pagesKalkulasi MBBR MefKhansa FayiNo ratings yet