You might also like
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Edusat Presentation On Pneumatics5Document147 pagesEdusat Presentation On Pneumatics5metroroadNo ratings yet
- Pneumatic Working Elements: Chapter-4Document56 pagesPneumatic Working Elements: Chapter-4Venkat Preethi ANo ratings yet
- SESSION 1-Introduction To Pneumatic ControlsDocument31 pagesSESSION 1-Introduction To Pneumatic Controlsharishme028No ratings yet
- Actuators and Output Devices: Chapter B-3Document24 pagesActuators and Output Devices: Chapter B-3Parveen SoniNo ratings yet
- Edusat Presentation On Pneumatics5Document147 pagesEdusat Presentation On Pneumatics5metroroadNo ratings yet
- Unit Ii PhiDocument33 pagesUnit Ii PhiAnshul jainNo ratings yet
- Automatic Spring Rolling Machine111Document34 pagesAutomatic Spring Rolling Machine111srajaprojects100% (6)
- Lecture 24 Som 16.04.2021Document118 pagesLecture 24 Som 16.04.2021Dr. BIBIN CHIDAMBARANATHANNo ratings yet
- Edm MicroprojectDocument18 pagesEdm MicroprojectAkshay KhangreNo ratings yet
- Hydraulics ActuatorsDocument66 pagesHydraulics ActuatorsPavan PatelNo ratings yet
- Introduction In: Rotating EquipmentDocument57 pagesIntroduction In: Rotating EquipmentAhmed ZNo ratings yet
- Emd Micro Project FinalDocument15 pagesEmd Micro Project Finalom pawarNo ratings yet
- 5 AccDocument42 pages5 AccYaredNo ratings yet
- Chapter 4Document29 pagesChapter 4Engineers GalleryNo ratings yet
- Hexagon PPM Expansion Joints in Piping Systems PPTDocument88 pagesHexagon PPM Expansion Joints in Piping Systems PPTMina Magdy100% (1)
- 17ME64 DME Module 2Document21 pages17ME64 DME Module 2Shridhar ChinuuNo ratings yet
- Hydraulic Cylinder: Guided By:-Dr. Pankaj Sahlot Presented By: - Kishan Savaliya (15Bme149D) Viken Patel (14BME072)Document15 pagesHydraulic Cylinder: Guided By:-Dr. Pankaj Sahlot Presented By: - Kishan Savaliya (15Bme149D) Viken Patel (14BME072)SK MagnetxNo ratings yet
- SpringsDocument16 pagesSpringsaravindangokul687No ratings yet
- Mod 6 Book 5 Springs Bearings Control Systems GearsDocument40 pagesMod 6 Book 5 Springs Bearings Control Systems Gearsranjit prasadNo ratings yet
- Questions 64 132Document69 pagesQuestions 64 132dileepNo ratings yet
- Pumps Course MaterialDocument222 pagesPumps Course Materialarkan1976No ratings yet
- Screw Pump: Presented By: Padon, Mric Kimjim JDocument24 pagesScrew Pump: Presented By: Padon, Mric Kimjim JJohn A. CenizaNo ratings yet
- Coupling NotesDocument28 pagesCoupling NotesRose Mj80% (5)
- Friction GuidewaysDocument13 pagesFriction Guidewaysyummit100% (1)
- Crankshaft Bearing Removal ToolDocument9 pagesCrankshaft Bearing Removal ToolPrani AnandhNo ratings yet
- Chapter - I: 1.1 SpringDocument46 pagesChapter - I: 1.1 SpringAswin KarthickNo ratings yet
- Bombas Multietapa SIHIDocument23 pagesBombas Multietapa SIHIflorezescobarNo ratings yet
- CH3 Ibl ADocument70 pagesCH3 Ibl Anoorr66No ratings yet
- MotorDocument89 pagesMotorJohanny Hurtado BarreraNo ratings yet
- Hydraulic Cylinders 22Document42 pagesHydraulic Cylinders 22Mo'taz MahmoudNo ratings yet
- 3 PreDocument24 pages3 PreYaredNo ratings yet
- CouplingDocument5 pagesCouplingAnonymous 0v9zwXz6hFNo ratings yet
- DME ActivityDocument10 pagesDME ActivityRushikeshNo ratings yet
- Wa00Document10 pagesWa00RushikeshNo ratings yet
- Document 9Document9 pagesDocument 9Akshata ShindeNo ratings yet
- Boiler Feed PumpDocument22 pagesBoiler Feed PumpnksatnamiNo ratings yet
- Lecture 37PNEUMATICS ACTUATORSDocument43 pagesLecture 37PNEUMATICS ACTUATORSpratapy234No ratings yet
- Hydraulic CylindersDocument10 pagesHydraulic CylindersBrandon Ha100% (1)
- 6 - HydrauliccylindersDocument29 pages6 - HydrauliccylindersMohamed ZahranNo ratings yet
- Pneumatic CylindersDocument10 pagesPneumatic Cylinderssaid ismailNo ratings yet
- Control Valves FinaleDocument111 pagesControl Valves FinaleAndrei SabaterNo ratings yet
- Hydraulic Cylinders EN-AUDocument24 pagesHydraulic Cylinders EN-AUfornelasNo ratings yet
- Referncce Material 3Document53 pagesReferncce Material 3LohithaNo ratings yet
- Expansion Joint: Disusun Oleh: Muhammad Iqbal Abdul Rasyid Ridhan Fauzan PrasetyoDocument35 pagesExpansion Joint: Disusun Oleh: Muhammad Iqbal Abdul Rasyid Ridhan Fauzan PrasetyoRidhan Fauzan PrasetyoNo ratings yet
- Applications of Hydraulics&Pneumatics: Session 6Document12 pagesApplications of Hydraulics&Pneumatics: Session 6Zippygroup ZsgNo ratings yet
- W Defa2715Document22 pagesW Defa2715Eduardo CastilloNo ratings yet
- Pneumatic Rod Bending Machine Project ReportDocument3 pagesPneumatic Rod Bending Machine Project ReportJeyakumar NNo ratings yet
- Suspention SystemDocument25 pagesSuspention SystemraviNo ratings yet
- 4-Cent - Pump Construction IIDocument22 pages4-Cent - Pump Construction IIwessamalexNo ratings yet
- Aircraft Engines: Block 3 Day 14 Mr. MollahDocument74 pagesAircraft Engines: Block 3 Day 14 Mr. Mollahmohammad mollahNo ratings yet
- Sihimulti MSL, MSMDocument24 pagesSihimulti MSL, MSMerwerwerwerwewytiygNo ratings yet
- Air Compressor Engine PPTDocument15 pagesAir Compressor Engine PPTayush gaming OMGNo ratings yet
- Elastic Pressure TransducersDocument7 pagesElastic Pressure TransducersKrypton HalideNo ratings yet
- Design of SpringsDocument128 pagesDesign of SpringsYeshavanth Raj .S100% (4)
- Bellows Pressure SensorsDocument13 pagesBellows Pressure Sensorspritesh deshmukhNo ratings yet
- Southeast: UniversityDocument13 pagesSoutheast: UniversityAbdullah SumanNo ratings yet
- Fig. 2.1: Bending TerminologyDocument6 pagesFig. 2.1: Bending TerminologyeshwariNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Lab 7Document8 pagesLab 7Noor UL AaienNo ratings yet
- Lecture #4Document37 pagesLecture #4Noor UL AaienNo ratings yet
- Lec 4Document18 pagesLec 4Noor UL AaienNo ratings yet
- MCT-335 InM LabManual 02Document2 pagesMCT-335 InM LabManual 02Noor UL AaienNo ratings yet
- P and H Chapter 3Document42 pagesP and H Chapter 3Noor UL AaienNo ratings yet
- Lecture # 2&3Document51 pagesLecture # 2&3Noor UL AaienNo ratings yet
- P and H Chapter 5Document87 pagesP and H Chapter 5Noor UL AaienNo ratings yet
- P and H Chapter 1Document7 pagesP and H Chapter 1Noor UL AaienNo ratings yet
- P and H Chapter 2Document10 pagesP and H Chapter 2Noor UL AaienNo ratings yet
- Rubber Examination Gloves: Standard Specification ForDocument5 pagesRubber Examination Gloves: Standard Specification ForNguyễn Bảo TrâmNo ratings yet
- ADSA Assignment-1 Group - 3Document16 pagesADSA Assignment-1 Group - 3Animesh KumarNo ratings yet
- Gas Cutting - by KiranDocument40 pagesGas Cutting - by KiransridharchebroluNo ratings yet
- Thermal Contact Conductance - Wikipedia PDFDocument20 pagesThermal Contact Conductance - Wikipedia PDFErwin MaryNo ratings yet
- Engine Bearing: Website Email Tel: Fax: 0086-577-86755433 0086-577-86755422Document27 pagesEngine Bearing: Website Email Tel: Fax: 0086-577-86755433 0086-577-86755422Суханов КонстантинNo ratings yet
- Stuart Hall - Who Dares, FailsDocument3 pagesStuart Hall - Who Dares, FailsdNo ratings yet
- Principles of PaleontologyDocument10 pagesPrinciples of Paleontologyvitrinite50% (2)
- Jeppesen 021 - 03 - PowerplantDocument274 pagesJeppesen 021 - 03 - PowerplantSadcat97% (29)
- Sport Obermeyer PaperDocument10 pagesSport Obermeyer PaperagarwalankurkNo ratings yet
- Military Science 2: The Home of Naval Reservists in The NorthDocument44 pagesMilitary Science 2: The Home of Naval Reservists in The NorthErwin OnatoNo ratings yet
- Assignment 1: InstructionsDocument6 pagesAssignment 1: InstructionsAsim MughalNo ratings yet
- MA 105 TutorialsDocument29 pagesMA 105 TutorialsABHIJEET SHARMANo ratings yet
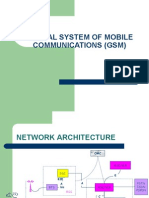
- GSMDocument38 pagesGSMapi-370641475% (8)
- CitiBank ApplicationDocument15 pagesCitiBank ApplicationJordan P HunterNo ratings yet
- Exceptions and Limitation of Patent Rights and Its Enforcement in IndiaDocument8 pagesExceptions and Limitation of Patent Rights and Its Enforcement in IndiaVyas NikhilNo ratings yet
- Basics On Piping LayoutDocument11 pagesBasics On Piping Layoutpuru55980No ratings yet
- Fishbone Rawat Inap PDFDocument2 pagesFishbone Rawat Inap PDFAbdul NasirNo ratings yet
- Computing Test StatisticDocument8 pagesComputing Test StatisticFranklin BenitezNo ratings yet
- MSA WorksheetDocument33 pagesMSA WorksheetSandrawarman BalasundramNo ratings yet
- CatBoost vs. Light GBM vs. XGBoost - by Alvira Swalin - Towards Data ScienceDocument10 pagesCatBoost vs. Light GBM vs. XGBoost - by Alvira Swalin - Towards Data ScienceKrishanSinghNo ratings yet
- Quality Assurance Measures For Procurement of Purchased PartsDocument26 pagesQuality Assurance Measures For Procurement of Purchased Partssakshi patilNo ratings yet
- Cat Reforming Part 2 3 PDF FreeDocument68 pagesCat Reforming Part 2 3 PDF FreeLê Trường AnNo ratings yet
- CIRPs Ending in Resolution - 30sept 2022Document10 pagesCIRPs Ending in Resolution - 30sept 2022dip downNo ratings yet
- Republic of The Philippines Social Security System MemberDocument1 pageRepublic of The Philippines Social Security System MemberreyNo ratings yet
- HYDRAULICSDocument15 pagesHYDRAULICSHoney ApariceNo ratings yet
- KL-710 Conventional Temprature Detector PDFDocument1 pageKL-710 Conventional Temprature Detector PDFghenriquezNo ratings yet
- Standard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedDocument7 pagesStandard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedAniruddha ChatterjeeNo ratings yet
- Shiksha Sopan April 09Document4 pagesShiksha Sopan April 09Amrendra NarayanNo ratings yet
- Dynamic Stochastic General Equilibrium (Dsge) Modelling:Theory and PracticeDocument34 pagesDynamic Stochastic General Equilibrium (Dsge) Modelling:Theory and PracticeRSNo ratings yet
- Kidstone Mines Start UpDocument5 pagesKidstone Mines Start UpCraftychemistNo ratings yet